1.本发明提供了一种热管吹胀型散热器端板,具体地说是涉及一种用于提升热泵空调装置不同流道散热量分布均匀性的热管吹胀型散热器端板。
背景技术:
2.随着制冷空调的广泛应用,散热器的流路数也越来越多,一般的散热器流路数在2至40之间,而为了平衡不同流路之间温度梯度,需要精确配置制冷剂流量分配器后面的毛细管长度,而目前还没有很好的方法来精确测量两相制冷剂流量,一般都采用反复调试大量实验的方法来进行匹配,主要的考核参数是平衡散热器两端面温度梯度和温度差,如果端面上下部位温差太大,就会直接影响制冷系统的工作效率,尤其是影响热泵工况下的结霜特性,因此,改变传统的端板结构和端板型式,就显得尤为重要。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种热管吹胀型散热器端板,其特征在于:包括由两片可吹胀的薄板真空钎焊形成的左片端板和右片端板,两片薄板经过钎焊进行吹胀后形成的热管流道,以及散热器管道圆孔。
4.进一步地,所述可吹胀的薄板材料为铝板、铜片、薄钢片。
5.进一步地,所述可吹胀的薄片材料厚度为0.2
‑
2.0mm之间任意的一个值。
6.进一步地,所述热管流道充注有制冷剂。
7.进一步地,还包括有端面焊缝和散热器管道圆孔边缘焊缝,并所述端面焊缝和散热器管道圆孔边缘焊缝需要预先喷涂和印刷的焊料和焊剂。
8.进一步地,还包括在喷涂和印刷焊剂前预先冲孔。
9.进一步地,所述冲孔直径与所匹配的散热器管道外径直径相关,散热器管道直径为5.1mm,7.1mm,8.1mm,9.625mm中的任意一个值。
10.进一步地,所述热管流道的高度为0.5~2.0mm之间任意的一个值。
11.进一步地,所述散热器管道圆孔排数为1~8排任意的一个值。
12.进一步地,所述散热器管道圆孔的排列方式为正三角排列。
13.基于该结构本方案改变传统的钣金端板型式,采用热管原理和吹胀式相结合的新型散热器端板结构型式,便于实现端板上下部位的温度传递和温度均匀性,尤其有利于热泵工况下的散热器表面整体温度分布,提高整个系统的能效从而提升了制冷系统效率和工作可靠性。
附图说明
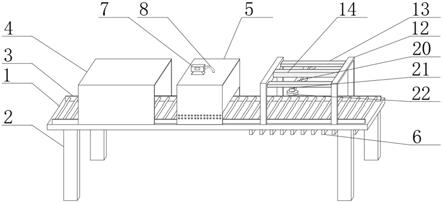
14.图1是为热管吹胀型散热器端板配置结构放大示意图;
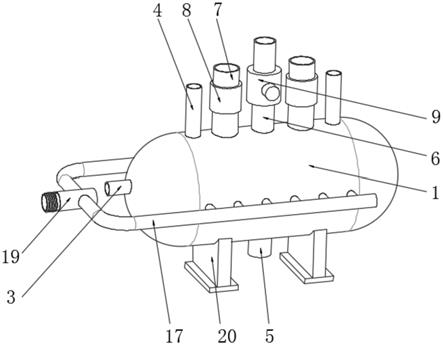
15.图2是为单片热管吹胀型散热器端板内部结构示意图。
16.图中:1
‑
左片端板、2
‑
热管流道、3
‑
散热器管道圆孔、4
‑
端面焊缝、5
‑
右片端板、6
‑
边缘焊缝。
具体实施方式
17.为了使本技术领域的人员更好地理解本发明实施例的方案,下面结合附图和实施方式对本发明实施例作进一步的详细说明。
18.如图1和图2所示的本实用新型提供了一种热管吹胀型散热器端板,其特征在于:包括由两片可吹胀的薄板真空钎焊形成的左片端板1和右片端板5,两片薄板经过钎焊进行吹胀后形成的热管流道2,以及散热器管道圆孔3。
19.应当理解的是左片端板1和右片端板5是由两片可吹胀的薄板真空钎焊而成,两片薄板经过钎焊以后,进行吹胀,形成特有的热管流道2,以及散热器管道设有圆孔和散热器管道圆孔3边缘焊缝6,需要说明的是,吹胀工艺与普通的制冷系统吹胀式蒸发器生产制作工艺一致,该工艺为成熟工艺。
20.具体地,所述可吹胀的薄板材料为铝板、铜片、薄钢片。
21.具体地,所述可吹胀的薄片材料厚度为0.2
‑
2.0mm之间任意的一个值。
22.具体地,所述热管流道2充注有制冷剂。
23.具体地,还包括有端面焊缝4和散热器管道圆孔3边缘焊缝6,并所述端面焊缝4和散热器管道圆孔3边缘焊缝6需要预先喷涂和印刷的焊料和焊剂。
24.具体地,还包括在喷涂和印刷焊剂前预先冲孔。
25.具体地,所述冲孔直径与所匹配的散热器管道外径直径相关,散热器管道直径为5.1mm,7.1mm,8.1mm,9.625mm中的任意一个值。
26.具体地,所述热管流道2的高度为0.5~2.0mm之间任意的一个值。
27.具体地,所述散热器管道圆孔3排数为1~8排任意的一个值。
28.具体地,所述散热器管道圆孔3的排列方式为正三角排列。
29.需要说明的是所述可吹胀的薄板材料采用铝板、铜片或薄钢片,厚度为0.2~2.0mm,要预先在已经冲孔的薄板一面,采用印刷工艺把热管流道2印刷好,然后把两片印刷好的薄板进行相对组合,组合好以后,放在吹胀模具中间,再放进真空钎焊炉重,然后完成真空吹胀成型,得到所需要的热管吹胀型散热器端板,热管吹胀型散热器端板在吹胀好以后,进行抽真空,在热管流道2重充注一定量的制冷剂,制冷剂的种类与端板应用对象有关,热管吹胀型散热器端板在吹胀成型以后,需要内部检漏,保证所有焊缝密封良好,待制冷剂充注好以后,进行密封,确保其内部制冷剂不泄露;端板需要在喷涂和印刷焊剂前预先冲孔,冲孔直径与所匹配的散热器管道外径直径相关,直径一般为5.1mm,7.1mm,8.1mm,9.625mm,该尺寸与散热器传热管道尺寸匹配,冲孔排列方式为正三角型排列,孔间距d0为空调散热器标准间距,比如说直径9.525mm的散热器管道,孔正三角形间距d0为25.4mm;所述散热器管道圆孔3排数为1~8排,具体排数的选择可根据实际散热器管排数确定。
30.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
技术特征:
1.一种热管吹胀型散热器端板,其特征在于:包括由两片可吹胀的薄板真空钎焊形成的左片端板(1)和右片端板(5),两片薄板经过钎焊进行吹胀后形成的热管流道(2),以及散热器管道圆孔(3)。2.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:所述可吹胀的薄板材料可采用铝板、铜片或薄钢片。3.根据权利要求2所述的一种热管吹胀型散热器端板,其特征在于:所述可吹胀的薄片材料厚度为 0.2~2.0mm 之间任意的一个值。4.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:所述热管流道(2)充注有制冷剂。5.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:还包括有端面焊缝(4)和散热器管道圆孔(3)边缘焊缝(6),并所述端面焊缝(4)和散热器管道圆孔(3)边缘焊缝(6)需要预先喷涂和印刷的焊料和焊剂。6.根据权利要求1或5所述的一种热管吹胀型散热器端板,其特征在于:还包括在喷涂和印刷焊剂前预先冲孔。7.根据权利要求 6 所述的一种热管吹胀型散热器端板,其特征在于:所述冲孔直径与所匹配的散热器管道外径直径相关,散热器管道直径为 5.1mm,7.1mm,8.1mm,9.625mm 中的任意一个值。8.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:所述热管流道(2)的高度为 0.5~2.0mm 之间任意的一个值。9.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:所述散热器管道圆孔(3)排数为 1~8 排任意的一个值。10.根据权利要求1所述的一种热管吹胀型散热器端板,其特征在于:所述散热器管道圆孔(3)的排列方式为正三角排列。
技术总结
本实用新型提供了一种热管吹胀型散热器端板,其特征在于:包括由两片可吹胀的薄板真空钎焊形成的左片端板和右片端板,两片薄板经过钎焊进行吹胀后形成的热管流道,以及散热器管道圆孔。基于该结构本方案改变传统的钣金端板型式,采用热管原理和吹胀式相结合的新型散热器端板结构型式,便于实现端板上下部位的温度传递和温度均匀性,尤其有利于热泵工况下的散热器表面整体温度分布,提高整个系统的能效从而提升了制冷系统效率和工作可靠性。从而提升了制冷系统效率和工作可靠性。从而提升了制冷系统效率和工作可靠性。
技术研发人员:刘益才 漆石球 杨焕弟 方挺
受保护的技术使用者:广东积微科技有限公司
技术研发日:2020.12.25
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。