1.本发明涉及钢铁厂烧结机烧结床测温技术领域,特别是涉及一种烧结台车料层表面红外辐射测温方法与系统。
背景技术:
2.我国钢铁工业处于迅速发展阶段,烧结过程作为钢铁生产重要环节,其各项指标直接影响钢铁行业工艺效益,尤其烧结过程料层温度场的均匀性对烧结生产有重要影响。烧结料层纵向受烧结机的抽风量、运行速度、混合料工序等影响,出现烧不透或者过烧的情况,不利于烧结矿的产质量。
3.在生产过程中,烧结机的抽风量、运行速度、混合料工序等工艺参数离不开在线测量方案和参数反馈机制。由于烧结机是闭环式的连续运转设备,无法实现料层温度的连续检测。在维持现有生产线产能不变、顺畅运行和不停机改造的前提下,且能够快速、在线和低成本反映生产性能指标的直接物理量是温度,热状态的不够透明化,限制了烧结过程控制的发展,对实现烧结过程优产优质操作,使整个烧结过程控制水平处于最佳状态,带来了过程控制上的难点和不稳定性,如何在烧结机上通过自动化、智能化的方法快速测量矿床表面温度是烧结厂需要攻关的难题。
技术实现要素:
4.为了克服上述问题,本发明提供了一种烧结台车料层表面红外辐射测温方法与系统。
5.为实现上述目的,本发明提供了如下方案:
6.一种烧结台车料层表面红外辐射测温方法,包括:
7.通过红外热像仪采集不同时刻的烧结矿粉表面温度图像;所述红外热像仪安装在烧结矿粉传送带上方;
8.根据不同时刻的烧结矿粉表面温度图像,确定不同位置的不同时刻的温度值;
9.基于不同位置的不同时刻的温度值绘制温度变化曲线。
10.进一步地,所述红外摄像仪的测量波段为7
‑
14um,温度范围为0
‑
600摄氏度,测量速度为1秒/幅温度图像。
11.进一步地,还包括:对不同时刻的温度值进行温度补偿。
12.进一步地,所述对不同时刻的温度值进行温度补偿,具体包括:
13.获取不同位置的黑体的测量温度;
14.计算所述测量温度与标准温度的偏差;
15.通过所述偏差对不同时刻的温度值进行温度补偿。
16.本发明还提供了一种烧结台车料层表面红外辐射测温系统,包括:
17.温度图像采集模块,用于通过红外热像仪采集不同时刻的烧结矿粉表面温度图像;所述红外热像仪安装在烧结矿粉传送带上方;
18.温度值确定模块,用于根据不同时刻的烧结矿粉表面温度图像,确定不同位置的不同时刻的温度值;
19.曲线绘制模块,用于基于不同位置的不同时刻的温度值绘制温度变化曲线。
20.进一步地,所述红外摄像仪的测量波段为7
‑
14um,温度范围为0
‑
600摄氏度,测量速度为1秒/幅温度图像。
21.进一步地,还包括:
22.温度补偿模块,用于对不同时刻的温度值进行温度补偿。
23.进一步地,所述温度补偿模块具体包括:
24.测量温度获取单元,用于获取不同位置的黑体的测量温度;
25.偏差计算单元,用于计算所述测量温度与标准温度的偏差;
26.温度补偿单元,用于通过所述偏差对不同时刻的温度值进行温度补偿。
27.根据本发明提供的具体实施例,本发明公开了以下技术效果:
28.本发明可以实时获取矿床上任意一位置点的矿粉自点燃后(即进入烧结床入口处为起始),表面的烧结温度变化过程。进而得到在传动带尾部的矿层的所有烧结过程中温度变化曲线。通过变化曲线,可以得知在烧结床运动过程中烧结温度的均匀性、烧结区的通风均匀度、通风量和向下层矿粉的烧结速度等信息。
29.结合在线测量得到的实时温度变化曲线和温度分布均匀度,可以实现在线产能预估和实时指导生产工艺参数,智能控制调节矿床烧结过程中的实时通风量、物料含量、运行速度等工艺指标,达到智能化节能、减排、提高产率的目的。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
31.图1为本发明实施例烧结台车料层表面红外辐射测温方法的流程图;
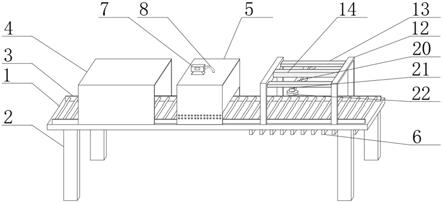
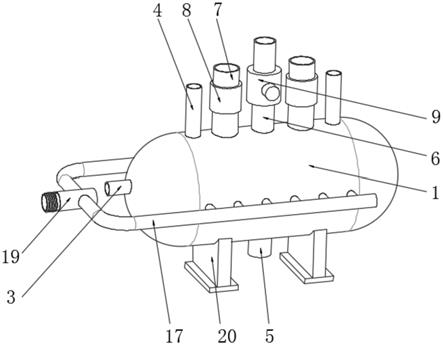
32.图2为本发明实施例红外热像仪安装示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
35.如图1所示,本发明公开的烧结台车料层表面红外辐射测温方法,包括:
36.步骤101:通过红外热像仪采集不同时刻的烧结矿粉表面温度图像;所述红外热像仪安装在烧结矿粉传送带上方。
37.在台车的整体运行过程中,首先于台车头部点火,烧结矿自上而下抽风负压烧结。
由于表层矿粉先迅速燃烧,随后进入降温过程,相对内部,表层温度低,故采用中红外辐射测温方式进行温度测量。设备选用红外热像仪器。具体仪器指标如下:
38.测量波段:7
‑
14um;
39.探测器:室温氧化钒阵列探测器;
40.探测器像素数目:384*288像元;
41.温度范围:0
‑
600摄氏度;
42.校准:标准黑体辐射校准;
43.测量速度:1秒/幅温度图像;
44.如图2所示,红外热像仪安装在烧结矿粉传送带上方,通过俯视的方式,直接测量传送带表面温度分布情况。覆盖范围大约40m*3m。通过不间断采集温度图像的工作方式,获得实时传送烧结矿粉表面温度,伴随这传送带的不断运行,固定位置的烧结矿粉烧结温度变化被自动记录,并后期分析。由此,整套装置对烧结矿粉层,实现了不间断的温度分布测量,由于测量速度快,不同位置的烧结矿粉,在烧结整体过程中的温度变化,能够通过数据分析获得,从而为烧结机参数控制提供测量数字支持。
45.步骤102:根据不同时刻的烧结矿粉表面温度图像,确定不同位置的不同时刻的温度值。
46.步骤103:基于不同位置的不同时刻的温度值绘制温度变化曲线。
47.矿床表面辐射温度测量能够反映矿床不同位置矿粉在矿床移动烧结过程中的全程温度变化,直接反映出矿床运动烧结过程中的通气不均匀性以及原材料不均匀性带来的烧结程度的不均匀性。
48.定义:烧结台运动方向为x正方向,烧结台入口处x坐标为0,运动速度为v。烧结台上与运动方向的垂直方向为y方向。在t时刻,烧结台表面坐标x,y处,表面温度为t(x,y,t)。
49.在t=0时刻,烧结台入口处,表面坐标为(0,y)处(此处简写为a点)的温度为ta。随着烧结台运动,t1时刻,a点在烧结台上的坐标为(vt1,y)。
50.利用热像仪获得t1,t2,t3…
t
n
时刻的温度图像,针对这一系列图像中的每张图像,抽取其(vt
i
,y)处的温度数值,得到数组(t1,t2,
…
t
i
),这就是烧结台a点随时间变化(在t=0时刻至t=t
n
时刻)的温度变化曲线。
51.本发明还包括:对不同时刻的温度值进行温度补偿。模拟图2空间位置,在距离红外热像仪不同位置摆放标准温度黑体,测量出不同位置黑体的测量温度与标准温度的偏差,用来作为修正数值。
52.通过以上方法,可以实时获取矿床上任意一位置点的矿粉自点燃后(即进入烧结床入口处为起始),表面的烧结温度变化过程。进而得到在传动带尾部的矿层的所有烧结过程中温度变化曲线。通过变化曲线,可以得知在烧结床运动过程中烧结温度的均匀性、烧结区的通风均匀度、通风量和向下层矿粉的烧结速度等信息。
53.通过提前的工艺摸索,可以获得温度变化过程与成矿率、成矿品质的经验曲线。结合在线测量得到的实时温度变化曲线和温度分布均匀度,可以实现在线产能预估和实时指导生产工艺参数,智能控制调节矿床烧结过程中的实时通风量、物料含量、运行速度等工艺指标,达到智能化节能、减排、提高产率的目的。
54.本发明还提供了一种烧结台车料层表面红外辐射测温系统,包括:
55.温度图像采集模块,用于通过红外热像仪采集不同时刻的烧结矿粉表面温度图像;所述红外热像仪安装在烧结矿粉传送带上方;
56.温度值确定模块,用于根据不同时刻的烧结矿粉表面温度图像,确定不同位置的不同时刻的温度值;
57.曲线绘制模块,用于基于不同位置的不同时刻的温度值绘制温度变化曲线。
58.还包括:温度补偿模块,用于对不同时刻的温度值进行温度补偿。所述温度补偿模块具体包括:
59.测量温度获取单元,用于获取不同位置的黑体的测量温度;
60.偏差计算单元,用于计算所述测量温度与标准温度的偏差;
61.温度补偿单元,用于通过所述偏差对不同时刻的温度值进行温度补偿。
62.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。对于实施例公开的系统而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
63.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。