1.本发明涉及的是一种加工床罩的设备,特别涉及的是一种一次性床罩机。
背景技术:
2.目前,医疗检查、护理时,分泌物、消毒冲洗液等会污染床铺,需要做到一人一用一消毒,大大增加医院的负担。采用一次性床单则大大提供工作效率、降低医院的负担,在检查、护理后直接更换一次性床单即可;但是一次性床单在使用过程中容易滑动,使用舒适度较差,而且滑动较大时床垫会暴露在外,因此仍存在污染风险,而床罩可以将床垫罩住,不易滑动,因而使用舒适度更高,安全性也更高,但是一次性床罩成型、加工难度大,目前还没有用于加工一次性床罩的设备。
技术实现要素:
3.鉴于背景技术中存在的技术问题,本发明所解决的技术问题旨在提供一种床罩机,用于加工一次性床罩。
4.为解决上述技术问题,本发明采用如下的技术方案:该种床罩机,其特征在于:包括有放料架;侧边成型机构,其包括有折侧边部件,其包括有横向设置的第一导辊和小导板,所述第一导辊设置在小导板的下方,所述小导板上设有折边板,松紧带导入部件,其包括有料架和导轮,封合部件,其设置在小导板的前方,及第一牵引部件,其设置在封合部件的前方,所述第一牵引部件包括有第一牵引辊;深度折边机构,其包括有折边部件,其包括有横向设置的第二导辊、深度折边板及下托板,所述第二导辊设置在深度折边板的下方,所述深度折边板分为前段折边板和后段折边板,所述后段折边板为梯形,且倾斜设置,所述前段折边板为方形,且水平设置,所述下托板设置在前段折边板的下方,二者之间具有空隙;角封切机构,其包括有角封切部件和第二牵引部件,所述第二牵引部件包括有第二牵引辊;及切断机构。
5.本发明的第一牵引部件牵引物料及松紧带前移,物料绕过第一导辊压在小导板上,所述松紧带经导轮置于物料的上方,物料两侧经折边板向上折叠覆在松紧带的上方,而后进入封合部件进行纵向封合,松紧带被包覆在物料的两侧边,因物料的两侧边置入松紧带,因而两侧边具有收缩效果;而后物料进入深度折边,物料绕过第二导辊,压在深度折边
板上,其两侧沿后段折边板两侧边向内折叠,物料两侧逐步形成深度折边,直至进入深度折边板与下托板之间的空隙,所述物料的两侧的深度折边即床罩的左侧面和有侧面,物料经角封切部件进行角封合并将多余部分切除,即在物料的两侧形成v型封合边并将v型封合边外侧的余料切除,该v型封合边即由两对称的斜边组成,该斜边即成型床罩的侧棱边,左封合边至右封合边即床罩的前侧面和后侧面,左后沿v型封合边的中心位置横向裁切,便形成单元的床罩,拉伸松紧带,使床罩罩设在床垫外,松紧带收缩,则床罩固定在床垫上,可防止床罩跑偏。
6.作为优选,所述折边板包括有折叠边及纵向侧边,所述侧边与小导板连接,所述折边板与小导板之间具有空隙,所述折叠边倾斜设置,且与侧边形成小于90度的夹角。所述物料的侧边绕过侧边沿折叠边向内折叠进入折边板与小导板之间的空隙,且置于物料的上方,继而形成向上折叠的侧折边。
7.作为优选,所述小导板设有两组,分为左导板和右导板,所述左导板上的折边板设置在左端,右导板上的折边板设置在右端,且两折边板左右对称设置。
8.作为优选,所述小导板的后端向下延伸有挡板,所述挡板与小导板的连接处倒圆设置,去除应力,避免物料在牵引过程中划伤、受损;所述小导板的上方还设有压板,物料侧折边后压板起到定型作用,加深折痕。
9.作为优选,所述侧边成型机构设置有两套,分为第一侧边成型机构和第二侧边成型机构,二者纵向依次排列;物料经过两次折边,侧折边加厚、增强牢度。
10.作为优选,所述下托板的后端向下倾斜;且所述深度折边板的后端部和下托板的后端部均倒圆设置,同样,去除应力,避免物料在牵引过程中划伤、受损。
11.作为优选,所述下托板和深度折边板设置有两组,分为左托板、右托板、左折边板和右折边板,所述左折边板、右折边板、左托板和右托板能够横向移动;根据物料的宽度、折边的宽度以及深度折边的宽度对下托板和深度折边板的宽度进行调节,用于加工不同规格的床罩。
12.作为优选,所述角封切部件包括有角封合组件,其包括有封合辊及与封合辊压合的封合座,所述封合辊的圆周表面设有v型封合头;和切角组件,其包括有上滚刀及与上滚刀压合的下托辊,所述上滚刀的圆周表面设有v型刀刃;所述切角组件设置在角封合组件的前方,所述第二牵引部件设置在切角组件的前方,所述封切组件和切角组件均设有两组,分为左右对称设置的左角封合组件和右角封合组件以及左切角组件和右切角组件。物料经过角封合组件,封合辊和封合座压合在物料两侧形成v型封合线,再经过切角组件,上滚刀和下托辊压合,沿v型封合线外侧滚切,将出多余废料切除。
13.作为优选,所述床罩机的机架上设有导轨,所述导轨横向设置,所述切角组件和角封合组件滑动设置在导轨上;调节切角组件和角封合组件的横向位置,用于加工不同规格的床罩。
14.作为优选,沿输送方向,所述封切机构的前方还设置对折机构、横向折叠机构、转向机构及纵向折叠机构。所述对折机构对物料进行纵向对折,使其宽幅缩小,而后进入横向
折叠,进一步缩小物料的宽幅,此时的物料竖向设置,所述转向机构将竖向设置的物料转为水平设置,而后被送至切断工位,所述切断机构沿v型角的中间位置将连续的物料横切成单元床罩,最后单元床罩经纵向折叠机构进行纵向折叠成一小块,这样不仅利于存放、携带,而且方便销售。
附图说明
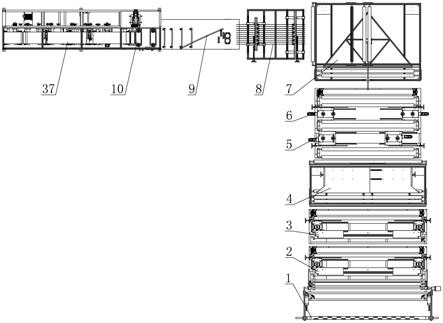
15.图1为本发明的示意图。
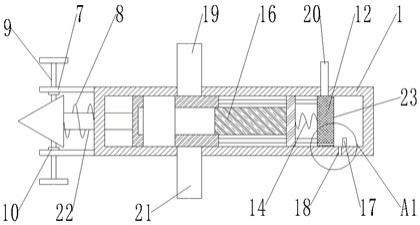
16.图2为本发明侧边成型机构的示意图。
17.图3为本发明折边部件的示意图。
18.图4为本发明封合机构的示意图。
19.图5为本发明上滚刀的示意图。
20.图6为本发明床罩成型步骤图。
21.图7为本发明的对折机构的示意图。
22.图8为本发明横向折叠机构的示意图。
23.图9为本发明的右视图。
24.图10为本发明图2中a处放大图。
具体实施方式
25.下面结合附图描述本发明的实施方式及实施例的有关细节及工作原理,本实施例中,物料输送方向为前方。该种床罩机包括有放料架1、侧边成型机构2、深度折边机构4、角封切机构5、6及切断机构10,所述物料31为卷料,卷料置于放料架1上,一次性床罩可以采用无纺布或薄膜;所述侧边成型机构2包括有折侧边部件、松紧带导入部件、封合部件38及第一牵引部件12,所述折侧边部件包括有横向设置的第一导辊24和小导板11,所述第一导辊设置在小导板的下方,所述小导板上设有折边板13,所述松紧带导入部件包括有料架及导轮15,见附图2,所述导轮设置在小导板11的后方,所述封合部件38设置在小导板11的前方,所述第一牵引部件12设置在封合部件的前方,所述第一牵引部件12包括有第一牵引辊,所述物料31和松紧带在第一牵引辊的牵引下一次经过折侧边部件和封合部件,即物料绕过第一导辊24压在小导板11上,所述松紧带经过导轮15置于物料的上方,物料两侧经折边板13向上折叠,覆在松紧带的上方,将松紧带包覆,而后进入封合工位。本实施例中,所述折边板13包括有折叠边16及纵向侧边17,所述侧边与小导板11连接,所述折边板13与小导板11之间具有空隙,该空隙供物料及侧折边穿过,所述折叠边16倾斜设置,且与侧边17形成小于90度的夹角,所述物料的侧边绕过折边板的侧边17沿折叠边16向内折叠进入折边板与小导板之间的空隙,且置于物料的上方,继而形成向上折叠的侧折边32;因物料的两侧都要折边,若小导板足够长,则只需要在小导板11的两端设置左右对称的折边板13即可,为了便于调节左右折边板之间的间距,所述小导板11设有两组,分为左导板和右导板,所述左导板上的折边板13设置在左端,右导板上的折边板设置在右端,且两折边板13左右对称设置,所述左导板和右导板能够在机架上横向移动,比如在机架上设置直线导轨或丝杆机构,所述左导板和右导板滑动设置在直线导轨或丝杠上,这样就可以根据物料的宽度以及侧折边的宽度调节折边板的位置。所述封合部件38可以热封辊或热封刀,也可以采用超声波,若物料为薄
膜可以采用热封辊进行热封,若物料为无纺布则可以采用超声波封合。因物料的两侧边置入松紧带,使得侧边具有收缩效果,在置入时松紧带处于拉伸状态,成型的床罩在不受外力时,松紧带收缩,起到固定作用,防止床罩跑偏。所述深度折边机构4包括有折边部件,所述折边部件包括有横向设置的第二导辊、深度折边板18、22及下托板20,所述第二导辊设置在深度折边板的下方,所述深度折边板分为前段折边板22和后段折边板18,所述后段折边板为梯形18,且倾斜设置,所述前段折边板22为方形,且水平设置,所述下托板设置在前段折边板的下方,二者之间具有空隙21,同样,该空隙供物料的深度折边33穿过,物料折侧边后绕过第二导辊,压在深度折边板18、22上,物料由下至上进入深度折边板上,物料的两侧沿后段折边板的两侧边向内折叠,逐步形成深度折边,直至进入深度折边板与下托板之间的空隙21,所述物料的两侧的深度折边形成床罩的左右侧面;所述角封切机构包括有角封切部件5、6和第二牵引部件39,所述第二牵引部件包括有第二牵引辊,所述第二牵引辊39既起到牵引物料的作用,同时对深度折边后的物料进行辊压、定型;所述角封切部件是在连续的物料的左右两侧形成v型封合边34并将封合边外侧的多余废料切除,该v型封合边34由两对称的斜边组成,该斜边即成型床罩的侧棱边,因此斜边的斜度为45度最佳,并且v型的封合边的深度与深度折边的宽度相近,见附图7 ,沿v型封合边的中心位置35横向裁切,便形成单元的床罩36,左封合边至右封合边为床罩的前侧面和后侧面,拉伸松紧带,使床罩罩设在床垫外,松紧带收缩,则床罩固定在床垫上,可防止床罩跑偏。物料为薄膜,所述角封切部件可以采用封切刀,封合的同时将废料切除,在薄膜袋上较常使用;若物料为无纺布,可以采用超声波封合,为避免超声波受损,封合与裁切分两个工位。封切的封刀或切刀采用上下移动方式与下刀或下模压合,则床罩机采用间歇式输送,为提高生产效率,采用滚切的方式,见附图5,所述角封切部件包括有角封合组件5和切角组件6,所述角封合组件包括有封合辊26及与封合辊压合的封合座27,所述封合辊的圆周表面设有v型封合头,所述切角组件,其包括有上滚刀28及与上滚刀压合的下托辊29,所述上滚刀的圆周表面设有v型刀刃30;所述切角组件6设置在角封合组件5的前方,所述第二牵引部件39设置在切角组件6的前方,所述封切组件和切角组件均设有两组,分为左右对称设置的左角封合组件和右角封合组件以及左切角组件和右切角组件。所述第二牵引辊牵引物料前移,所述封合辊26转动一周则在物料的侧边形成v型的封合线,所述物料经过切角组件时,所述滚刀转动一周沿v型封合线内侧裁切,将多余的v型余料切除;这种辊压封合和滚切方式是在物料输送过程中进行,所述封合辊和滚刀的转速与物料输送的速度一致,相对于间歇式输送效率更高;最后通过切断机构沿v型封合边的中心位置横向裁切,便形成单元的床罩,所述切断机构10可以采用上下升降的切刀及与切刀配合刀垫,本实施例中,为便于床罩折叠,沿物料输送方向,所述封切机构的前方还设置对折机构7、横向折叠机构8、转向机构9及纵向折叠机构37;所述切断机构设置在转向机构和纵向折叠机构之间,物料经过横向折叠后再切断。所述对折机构7对物料进行纵向对折,使其宽幅缩小,所述对折机构包括有导辊45、等腰三角折叠板40及设置在折叠板上方的定型辊41,物料沿等腰折叠板40对折后经定型辊41辊压定型,而后进入横向折叠,进一步缩小物料的宽幅,所述横向折叠机构包括有竖向设置上插板42和下插板43,所述上插板的插料边朝下设置,所述下插板的插料边44朝上设置,所述上插板和下插板的入口端均为圆弧形,减少应力,避免物料受损,所述上插板和下插板交替设置,且上插板的下端插入相邻的下插板之间,下插板的上端则插入相邻上插板之间,对折后的物料依次绕过
上插板或下插板的插料边,物料实现横向折叠,此时物料的横向宽度十分窄,且物料竖向设置,所述转向机构将竖向设置的物料转为水平设置,所述转向机构包括有导杆,折叠后的物料绕过导杆,导杆使竖向设置的物料水平设置,而后被送至切断工位,所述切断机构沿v型角的中间位置35将连续的物料横切成单元床罩36,最后单元床罩经纵向折叠机构37进行纵向折叠,所述纵向折叠机构为现有技术,不再详诉其结构,所述纵向折叠机构将已经经过横向折叠的床罩进行纵向折叠,将其折叠成一小块,这样不仅利于存放、携带,而且方便销售。
26.为了提高床罩侧边的强度,所述侧边成型机构设置有两套,分为第一侧边成型机构2和第二侧边成型机构3,二者纵向依次排列,所述第二侧边成型机构可以省略松紧带导入部件,在第一次侧折边并导入松紧带封合后,第二次只需再次侧折边及封合即可,这样物料的侧边为双层,侧折边加厚、增强牢度及强度,不易撕裂,使用寿命更长。所述小导板11的后端向下延伸有挡板14,所述挡板与小导板的连接处倒圆设置,所述物料与小导板是紧贴状态,倒圆设置则去除应力,避免物料在牵引过程中划伤、受损;所述小导板11的上方还设有压板,压板压在侧折边后的物料上,起到定型作用,加深折痕,这样封合效果更佳。所述下托板20的后端向下倾斜,这样入口较大,利于物料进入深度折边板与下托板之间;所述深度折边板的后端部23和下托板的后端部19均倒圆设置,同样,可以去除应力,避免物料在牵引过程中划伤、受损。
27.因物料的宽度、床罩的宽度及高度均有不同,为了加工不同规格的床罩,所述下托板20和深度折边板22设置有两组,分为左托板、右托板、左折边板和右折边板,所述左折边板、右折边板、左托板和右托板能够横向移动,可以在机架上设置直线导轨,所述左托板和右托板滑动设置在直线导轨上,这样就可以调节左、右托板之间的间距了,所述左、右托板的移动可以采用丝杠机构或手动,所述直线导轨也可以采用导杆袋体;所述左折边板和右折边板可以采用同样的方式,或者二者可以采用拼接的方式连接,二者搭叠在一起用螺丝固定,需要的宽度较窄时,二者相向移动后固定,反之,所需的宽度较宽时,则反向移动。本发明根据物料的宽度、折边的宽度以及床罩的规格对下托板、深度折边板的宽度及两折边板之间的间距进行调节,用于加工不同规格的床罩。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。