一种银币上的24k黄金镶嵌工艺
技术领域
1.本发明涉及黄金技术领域,尤其涉及一种银币上的24k黄金镶嵌工艺。
2.
背景技术:
3.黄金是化学元素金(au)的单质形式,是一种软的,金黄色的,抗腐蚀的贵金属。金是较稀有、较珍贵和极被人看重的金属之一。国际上一般黄金都是以盎司为单位,中国古代是以“两”作为黄金单位,是一种非常重要的金属。不仅是用于储备和投资的特殊通货,同时又是业、电子业、现代通讯、航天航空业等部门的重要材料。
4.目前市场上渐渐兴起了一种多种材质贵金属互相镶嵌构成的饰品或,这种饰品可以发挥各种贵金属的色泽和硬度等本身特性,从而使饰品更加绚丽多彩,但是目前的镶嵌工艺的制作过程比较粗糙,使得制作的组合贵金属也显得单调粗糙,精美程度不高,因此,我们提出一种银币上的24k黄金镶嵌工艺,用于解决上述问题。
技术实现要素:
5.基于背景技术存在的技术问题,本发明提出了一种银币上的24k黄金镶嵌工艺。
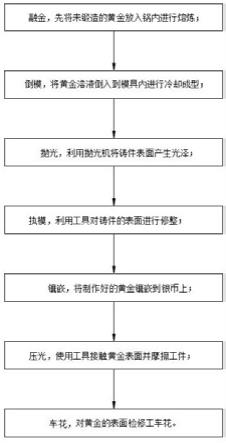
6.本发明提出的一种银币上的24k黄金镶嵌工艺,包括以下步骤:s1:融金,先将未锻造的黄金放入锅内进行熔炼;s2:倒模,将黄金溶液倒入到模具内进行冷却成型;s3:抛光,利用抛光机将铸件表面产生光泽;s4:执模,利用工具对铸件的表面进行修整;s5:镶嵌,将制作好的黄金镶嵌到银币上;s6:压光,使用工具接触黄金表面并摩擦工件;s7:车花,对黄金的表面检修工车花。
7.优选地,s1步骤中的融金,需要准备纯度为24k的黄金,需要在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制500
‑
600摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面。
8.优选地,s2步骤中的倒模,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却10
‑
40分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡10
‑
20分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,
氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉。
9.优选地,s3步骤中需要使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观。
10.优选地,s4步骤中需要将已经抛光好的铸件,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序。
11.优选地,s5步骤中的镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按60
‑
100:10
‑
20:5
‑
10的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,通过使用配置好的树脂,将执模好的黄金对应粘接在银币上,在树脂冷却后,黄金在银币上的镶嵌完成,不需加热、加压,操作简单,设备简单。
12.优选地,s6步骤中需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮。
13.优选地,s7步骤中需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
14.本发明的有益效果:1、通过对黄金在抛光和执模的过车中对黄金的表面,进行抛光和修整,可使得黄金的表面看起来更加的有光泽,更加的精致。
15.2、通过采用树脂镶嵌法,不需加热、加压,设备简单,适合镶嵌各种材料的试样,根据试样的形状和大小选择相应的模具即可,一次可镶嵌多个试样,生产效率高。
16.本发明通过在黄金融金的过程中添加补口来节省黄金,以及对黄金进行多次的打磨来使得黄金看起来更亮,更加的精致,建议大力推广。
附图说明
17.图1为本发明提出的的工作流程图。
具体实施方式
18.下面结合具体实施例对本发明作进一步解说。
19.实施例一本实施例中提出了一种银币上的24k黄金镶嵌工艺,包括以下步骤:
s1:融金,先将未锻造的黄金放入锅内进行熔炼,需要准备纯度为24k的黄金,需要在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制520摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面;s2:倒模,将黄金溶液倒入到模具内进行冷却成型,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却30分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡15分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉;s3:抛光,利用抛光机将铸件表面产生光泽,使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观;s4:执模,利用工具对铸件的表面进行修整,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序;s5:镶嵌,将制作好的黄金镶嵌到银币上,镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按70:15:8的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,镶嵌树脂即环氧树脂镶嵌技术,应用环氧树脂镶嵌试样,不需加热、加压,设备简单,适合镶嵌各种材料的试样,根据试样的形状和大小选择相应的模具即可,一次可镶嵌多个试样,生产效率高;s6:压光,使用工具接触黄金表面并摩擦工件,需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮;s7:车花,对黄金的表面检修工车花,需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
20.实施例二本实施例中提出了一种银币上的24k黄金镶嵌工艺,包括以下步骤:
s1:融金,先将未锻造的黄金放入锅内进行熔炼,需要准备纯度为24k的黄金,需要在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制530摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面;s2:倒模,将黄金溶液倒入到模具内进行冷却成型,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却30分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡18分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉;s3:抛光,利用抛光机将铸件表面产生光泽,使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观;s4:执模,利用工具对铸件的表面进行修整,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序;s5:镶嵌,将制作好的黄金镶嵌到银币上,镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按90:13:9的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,通过使用配置好的树脂,将执模好的黄金对应粘接在银币上,在树脂冷却后,黄金在银币上的镶嵌完成,不需加热、加压,操作简单,设备简单;s6:压光,使用工具接触黄金表面并摩擦工件,需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮;s7:车花,对黄金的表面检修工车花,需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
21.实施例三本实施例中提出了一种银币上的24k黄金镶嵌工艺,包括以下步骤:s1:融金,先将未锻造的黄金放入锅内进行熔炼,需要准备纯度为24k的黄金,需要
在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制560摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面;s2:倒模,将黄金溶液倒入到模具内进行冷却成型,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却28分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡13分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉;s3:抛光,利用抛光机将铸件表面产生光泽,使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观;s4:执模,利用工具对铸件的表面进行修整,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序;s5:镶嵌,将制作好的黄金镶嵌到银币上,镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按90:17:9的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,通过使用配置好的树脂,将执模好的黄金对应粘接在银币上,在树脂冷却后,黄金在银币上的镶嵌完成,不需加热、加压,操作简单,设备简单;s6:压光,使用工具接触黄金表面并摩擦工件,需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮;s7:车花,对黄金的表面检修工车花,需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
22.实施例四本实施例中提出了一种银币上的24k黄金镶嵌工艺,包括以下步骤:s1:融金,先将未锻造的黄金放入锅内进行熔炼,需要准备纯度为24k的黄金,需要在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯
任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制540摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面;s2:倒模,将黄金溶液倒入到模具内进行冷却成型,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却20分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡17分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉;s3:抛光,利用抛光机将铸件表面产生光泽,使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观;s4:执模,利用工具对铸件的表面进行修整,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序;s5:镶嵌,将制作好的黄金镶嵌到银币上,镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按80:15:7的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,通过使用配置好的树脂,将执模好的黄金对应粘接在银币上,在树脂冷却后,黄金在银币上的镶嵌完成,不需加热、加压,操作简单,设备简单;s6:压光,使用工具接触黄金表面并摩擦工件,需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮;s7:车花,对黄金的表面检修工车花,需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
23.实施例五本实施例中提出了一种银币上的24k黄金镶嵌工艺,包括以下步骤:s1:融金,先将未锻造的黄金放入锅内进行熔炼,需要准备纯度为24k的黄金,需要在熔炼锅内添加补口,黄金与补口的比例7.5:2.5,补口的材质的具体材质可为铜、银和钯任意一种,融金的锅为石英坩埚,需使用乙炔火焰对石英坩埚进行烧制,在石英坩埚烧制
510摄氏度时加入黄金和补口,石英坩埚相较于其他坩埚更适合熔炼适合熔炼黄金, 石英坩埚,具有高纯度、耐温性强、尺寸大精度高、保温性好、节约能源、质量稳定等优点,应用越来越广泛,石英坩埚不存在电阻,中频电流通过时,是石英坩埚中的金属材料产生感应发热,而石英坩埚不发热,乙炔,分子式c2h2,俗称风煤或电石气,是炔烃化合物中体积最小的一员,主要作工业用途,特别是烧焊金属方面;s2:倒模,将黄金溶液倒入到模具内进行冷却成型,需要使用高周波或中周拨离心浇筑机将融化好的黄金倒入石膏模中浇筑出铸件,最后将铸件自燃静置冷却30分钟,再放入冷水中进行炸洗,再取出铸件用钢刷刷去铸件表面的杂质,再放入百分之三十的氢氟酸中浸泡17分钟后取出清洗,离心浇筑机是将液态黄金浇入石膏模中里,在离心力作用下充型并凝固成铸件,氢氟酸可以腐蚀掉黄金表面以及缝隙里的污垢以及石膏粉;s3:抛光,利用抛光机将铸件表面产生光泽,使用磁力抛光机或者滚筒抛光机将铸件的表面进行打磨,直至产生光泽,抛光可使黄金表面粗糙度降低,以获得光亮、平整表面的方法,是利用抛光工具和磨料颗粒或其他抛光介质对工件表面进行的修饰加工,抛光不能提高工件的尺寸精度或几何形状精度,而是以得到光滑表面或镜面光泽为目的,有时也用以消除光泽(消光),通常以抛光轮作为抛光工具,抛光轮一般用多层帆布、毛毡或皮革叠制而成,两侧用金属圆板夹紧,其轮缘涂敷由微粉磨料和油脂等均匀混合而成的抛光剂,抛光时,高速旋转的抛光轮(圆周速度在20米/秒以上)压向工件,使磨料对工件表面产生滚压和微量切削,从而获得光亮的加工表面,表面粗糙度一般可达ra0.63~0.01微米,当采用非油脂性的消光抛光剂时,可对光亮表面消光以改善外观;s4:执模,利用工具对铸件的表面进行修整,使用焊接、锉、锤,以及修整铸件在铸造过程中的变形以及表面粗糙,通过对抛光好的黄金进行修整修复,使其达到造型优美,表面平整的工艺,每件黄金都需一件件的通过执模对其手工修整,打磨,执模后的才能进行镶嵌和电镀处理,执模工艺是加工中的一个重要的工序,也是加工中耗时较长的一道工序;s5:镶嵌,将制作好的黄金镶嵌到银币上,镶嵌工艺采用树脂镶嵌法,先将环氧树脂、领苯二甲酸丁脂和二乙烯三胺按65:17:7的比例混合制得树脂,先将银币清洗干净,再将树脂放在85摄氏度的烘箱内预热,预热好之后,将树脂涂抹在银币上需要镶嵌黄金的位置,最后再将黄金按对应放置在银币上,通过使用配置好的树脂,将执模好的黄金对应粘接在银币上,在树脂冷却后,黄金在银币上的镶嵌完成,不需加热、加压,操作简单,设备简单;s6:压光,使用工具接触黄金表面并摩擦工件,需要使用玛瑙笔接触黄金表面并摩擦工件,使得黄金表面产生光亮;s7:车花,对黄金的表面检修工车花,需要使用装有钻石车花刀的车花机在制品表面制作图案性的批画雕刻,车花是一种工艺,就是用专业的工具车刀在上雕刻花纹,这个工艺的优点是图案很生动,漂亮。
24.对比常规的黄金镶嵌工艺与实施例一至五所制得的银币上镶嵌的24k黄金工艺品,实施例一至五制得的24k黄金工艺品如下表:实施例一二三四五成色99.4�.5�.7�.8�.3%由上述表格可知,本发明提出的一种银币上的24k黄金镶嵌工艺具有明显提高,且实施四为最佳实施例。
25.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。