1.本发明涉及的是一种炊具,具体是一种均热式不粘锅。
背景技术:
2.现有市场上的锅、饼铛、烤盘等炊具普遍是在锅体内喷涂一层或多层不同不粘涂料来实现不粘功能的不粘涂层,这些炊具的不粘涂层存在下述问题:1、不粘涂层和锅体的结合强度不高,用铁铲炒菜是肯定不行的,不粘涂层易被铁铲铲磨掉了。2、不粘涂层硬度比较高,但其韧性较差,使用过程中易崩瓷,导致涂层脱落。
3.烹饪食材时,一般都是在锅的底部锅体上进行加热。3、由于加热因素造成了锅体各部分的温度相差大,导致位于锅体上温差的大,造成部分锅体上的不粘涂层造成过热损坏。4、锅体不同位置的食材的接触温差大,容易出现锅底食材焦糊而锅内其它位置的食材未熟的问题,影响食物外观、口感以及营养价值。
4.现有技术中有一种不粘锅通过增加锅体和不粘涂层的连接面积,其利用机械设备在锅内表面压制出网纹,或者制作网格体嵌入或压入锅体的内表面里,达到提高锅体和不粘涂层的结合强度的目的。这些表面异形的锅体存在的问题:5、在锅体上进行开槽或增加网格体,其存在加工工艺复杂,制作成本高等问题。6、酸性物质容易腐蚀金属机体,锅体的金属机体一旦被腐蚀就会膨胀,从而把不粘涂层涨开,导致不粘涂层大面积脱落。
技术实现要素:
5.本发明要解决的技术问题是克服现有锅、饼铛、烤盘等炊具存在的不足,提供了一种均热式不粘锅和一种均热式不粘饼铛。均热式不粘锅和均热式不粘饼铛的制作方法是一样的,本技术中的锅或饼铛上的把手、锅盖、电热丝等其他常规所需配件是现有技术,在本技术文件的附图中不显示陈述了。本技术以炊具中的锅和饼铛为实施例,提供了一种均热式不粘锅和一种均热式不粘饼铛。
6.为了到达上述目的,本发明通过下述技术方案实现的:一种均热式不粘锅包括内锅体,导热工质,外锅体,多孔板材,金属丝网,不粘涂层。
7.所述的内锅体和外锅体的制作材料是金属板。通过模具将金属板压制成外锅体和内锅体,且所述外锅体和所述内锅体的规格相对应匹配;冲压锅体的技术是现有成熟技术,本技术就不详细介绍了。
8.所述的多孔板材是泡沫金属,或者是金属网。多孔板材的厚度是2—8mm,多孔板材的大小面积根据锅体所需要的形状进行裁剪而成的。金属网的厚度是2—8mm,编制金属网的金属丝的直径是1~3. 5mm ,金属丝与金属丝的间距是2~5mm。
9.所述的内锅体,外锅体和多孔板材组合构造固定为一体化锅体。
10.根据炊具所需温度的不同,选择不同的导热工质,对应添加所需的量。导热工质是水,或者是导热油,或者是相应合适的工质。根据多孔板材的孔隙体积计算导热工质的容量,导热工质的体积占多孔板材的多孔空腔的容积的5%~45%。相变的导热工质的水的体
积占多孔板材的多孔空腔的容积的5%~25%。
11.例如:防止相变的导热工质水的过热造成锅体的膨胀隐患,导热工质使用水时,可以借鉴《饱和水蒸气压力温度密度表》中的参数,添加对应的计算所得重量比的水。非相变的导热工质的导热油等的体积占多孔板材的多孔空腔的容积的15%~45%。
12.本技术制作不粘涂层使用的不粘涂料,可以根据产品要求选用市场上陶瓷、ptfe、特氟龙等合适的不粘涂料。制作不粘涂层的热喷涂或化学粘涂技术是市场上成熟技术,本技术就不详细介绍了。
13.所述的金属丝网是由金属丝编织而成的,编制金属丝网的金属丝的直径是0.01~0.45mm ,金属丝与金属丝的间距是1~5mm。金属丝的直径是。金属丝网是根据锅体的形状编织不同的形状,或者是根据锅体所需要的形状进行裁剪而成的。
14.本发明提供均热式不粘锅的制作方法,包括以下步骤:步骤一、多孔板材固定在外锅体上。通过固定焊接或烧结技术,将多孔板材固定在外锅体的内表面上,外锅体和多孔板材固定连接为一体。
15.步骤二、金属丝网固定在内锅体上。内锅体的内表面进行喷砂粗化和硬质氧化工艺处理,增加内锅体的内表面的粗糙度和加大附着力,从而加大不粘涂层和内锅体之间的附着牢度。
16.通过焊接技术,将金属丝网和内锅体的内表面焊接固定为一体。由于金属丝网中交叉编织的金属丝结构位置不同,金属丝网下面的金属丝固定贴在内锅体上,金属丝网表面的金属丝没有贴在内锅体上。金属丝网的金属丝呈凸状在内锅体表面上突出,内锅体的表面上金属丝网的金属丝的结构是高低凹凸不平的。
17.步骤三、内锅体放入在外锅体的腔体中,内锅体的外面贴在外锅体上的多孔板材。通过焊接或烧结技术,将内锅体固定在多孔板材上。
18.步骤四、外锅体的上边沿与内锅体的上边沿对齐后,在外锅体和内锅体的上边沿之间预先安装一个用于抽真空注导热工质的排气管,排气管的一端和多孔板材相通,一端延伸出多层锅体的上沿。注:排气管在本技术说明书附图中没有显示。
19.通过旋压设备将外锅体、内锅体和多孔板材的上边沿压制固定贴合为一体,外锅体、内锅体和多孔板材的上边沿贴合压成多层锅体。多层锅体的上沿通过焊接固定为一体,多层锅体上沿焊接后的多孔板材中的孔隙形成一个多孔空腔;多孔空腔内部是相互通气的。
20.步骤五、在固定有金属丝网的内锅体上喷涂不粘涂料,内锅体上和金属丝网上涂覆有不粘涂层。采用热喷涂或化学粘涂技术,不粘涂料覆盖在金属丝网和内锅体的内表面上,不粘涂料填充了金属丝没有贴在内锅体之间的空隙。
21.所述的不粘涂层的厚度是0.02~1mm。金属丝网上的不粘涂层表面是凹凸不平的,金属丝网的网孔内的不粘涂层的表面形状是凹面的,金属丝网表面上的金属丝上的不粘涂层的表面形状是凸状的。
22.不粘涂层中有金属丝网,金属丝网中有不粘涂层。金属丝是不粘涂层中的
‘
架立钢筋’,金属丝网将不粘涂层与内锅体固定为一体。硬度较高的不粘涂层有金属丝网的支撑固定,提高了不粘涂层的韧性强度,加工和使用过程中不会崩瓷,延长了不粘涂层的使用寿命。
23.内锅体上的粗糙度加大不粘涂层和内锅体之间的附着牢度,不粘涂层由金属丝网支撑固定。不粘涂层在金属丝网和内锅体的双重作用下,金属丝网、不粘涂层和内锅体三者固定为一体,增大了不粘涂层和内锅体的结合强度。
24.步骤六、导热工质从排气管注入多孔板材的多孔空腔中后,由外设的真空设备通过排气管将多孔板材的多孔空腔进行抽真空,多孔板材的多孔空腔呈真空或负压状态。
25.排气管排出多孔空腔中的空气后,排气管是通过焊接方式将排气管进行封堵,或者是在排气管上安装一个安全阀进行封堵,安全阀可以避免导热工质过热造成的锅的损坏。排气管封堵后的多孔板材的多孔空腔呈真空或负压状态。
26.步骤七、面处理:进行外锅体和内锅体清洗、抛光、处理。
27.步骤八、产品装配:锅体上装配如把手等其他配件,形成锅的成品后包装,完成生产。
28.本技术的均热式不粘锅的优点如下:一、使用过程中,用一锋利单面刀片的刀尖在不粘涂层上刻划平行划痕,刀尖穿透不粘涂层至锅体后,仅仅造成的是不粘涂层一个划痕。由于不粘涂层中有金属丝网的支撑固定,提高了不粘涂层和内锅体的结合强度,划痕周围的不粘涂层在不粘涂层中的金属丝网的固定支撑下不会脱离锅体。
29.二、金属丝网、不粘涂层和内锅体三者互为固定为一体,增大了不粘涂层和内锅体的结合强度。不粘涂层因锅体的金属锈腐蚀而膨胀而脱离,不粘涂层有金属丝网的支撑固定,提高了不粘涂层的韧性强度,脱离后的不粘涂层在不粘涂层中的金属丝的支撑固定下不会脱离金属丝网,延长了不粘涂层的使用寿命。
30.三、内锅体的表面固定的金属丝网的金属丝是高低凹凸不平的,金属丝网的网孔内的不粘涂层面是凹面的,内锅体的表面由常规的面接触变为金属丝网的网孔的多点接触;金属丝网的表面金属丝使烹饪食物处于半悬浮状态,食物与凹凸面的不粘涂层面不会产生局部紧密接触,使食物与不粘涂层的粘附面积下降。
31.四、热源传导在外锅体上的热能通过多孔板材和导热工质传导在内锅体上,导热工质在多孔板材的多孔空腔的真空或负压下进行导热换热,内锅体上各部分的温度相差小,不会造成内锅体上的不粘涂层过热损坏。
32.五、传导在内锅体上的热能直接传导在不粘涂层上,热能也通过贴在内锅体上的金属丝传导在不粘涂层上,金属丝的传热便于热能的传导扩散。不粘涂层中的金属丝网的热传导可以将内锅体和不粘涂层中的热能均匀导热散热,提高了热能的传热散热速度。均热式不粘锅具备扩展热阻低,均匀的热通量,热量快速扩散,重量轻等优点。
33.六、停止加热后,外锅体和内锅体之间的多孔板材的多孔空腔起到对锅内的食物进行保温作用。
34.七、外锅体,内锅体和多孔板材组合构造固定为一体化锅体,一体化锅体的耐低压和抗高压得到加强,一体化锅体的构造使得其具有较好的导热性和均热性,且具有重量轻和易于加工等优点。
35.本发明与现有的不粘锅比有如下有益效果:一种均热式不粘锅包括内锅体,导热工质,外锅体,多孔板材,金属丝网,不粘涂层。外锅体、内锅体和多孔板材结合构造固定为一体化锅体。不粘涂料喷涂在有金属丝网的内锅体上,不粘涂料填充了金属丝没有贴在内
锅体之间的空隙;金属丝网将不粘涂层与内锅体固定为一体,不粘涂层不会被刮擦和剥落,从而保持不粘锅的持久不粘性能。一体化锅体的耐低压和抗高压得到加强,一体化锅体的构造使得其具有较好的导热性和均热性,且具有重量轻和易于加工等优点。导热工质在多孔板材的多孔空腔的真空或负压下进行导热换热,内锅体上各部分的温度相差小,不会造成内锅体上的不粘涂层过热损坏。均热式不粘锅具备扩展热阻低,均匀的热通量,热量快速扩散,重量轻等优点。
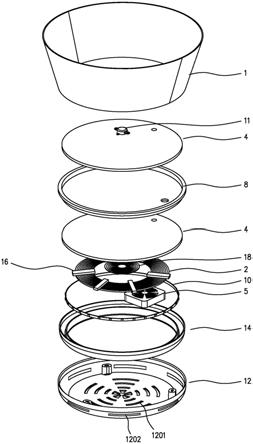
36.附图说明:图1、为本发明均热式不粘锅的结构示意图;图2、为本发明均热式不粘锅的剖视结构示意图。
37.图中:1、内锅体,2、导热工质,3、外锅体,4、多孔板材,5、金属丝,6、不粘涂层,7、多孔空腔,8、多层锅体。
38.具体实施方式:下面结合附图和实施例对本发明做进一步的说明。
39.实施例1:如图1,图2所示的一种均热式不粘锅包括内锅体1,导热工质2,外锅体3,多孔板材4,金属丝网,不粘涂层6。
40.所述的内锅体1和外锅体3的制作材料是金属板。通过模具将金属板压制成外锅体3和内锅体1,且所述外锅体3和所述内锅体1的规格相对应匹配。
41.所述的多孔板材4是金属网;多孔板材4的金属网的厚度是3mm,编制金属网的金属丝的直径是1.5mm,金属丝与金属丝的间距是3mm。
42.所述的导热工质2是水,水的体积占多孔板材4的多孔空腔7的容积的15%。
43.所述的金属丝网是由金属丝5编织而成的,编制金属丝网的金属丝5的直径是0.03mm,金属丝5与金属丝5的间距是1.5mm。
44.所述的内锅体1,外锅体3和多孔板材4组合构造固定为一体化锅体。
45.本发明提供均热式不粘锅的制作方法,包括以下步骤:步骤一、多孔板材4固定在外锅体3上。通过固定焊接技术,将多孔板材4固定在外锅体3的内表面上,外锅体3和多孔板材4固定连接为一体。
46.步骤二、金属丝网固定在内锅体1上。内锅体1的内表面进行喷砂粗化和硬质氧化工艺处理,增加内锅体1的内表面的粗糙度和加大附着力,从而加大不粘涂层6和内锅体1之间的附着牢度。通过焊接技术,将金属丝网和内锅体1的内表面焊接固定为一体。
47.步骤三、内锅体1放入在外锅体3的腔体中,内锅体1的外面贴在外锅体3上的多孔板材4上。通过焊接技术,外锅体3、内锅体1和多孔板材4结合固定为一体化锅体。
48.步骤四、外锅体3的上边沿与内锅体1的上边沿对齐后,在外锅体3和内锅体1的上边沿之间安装一个排气管,排气管的一端和多孔板材4相通,一端延伸出多层锅体8的上沿。
49.通过旋压设备将外锅体3、内锅体1和多孔板材4的上边沿压制固定贴合为一体,外锅体3、内锅体1和多孔板材4的上边沿贴合压成多层锅体8。多层锅体8的上沿通过焊接固定为一体,多层锅体8上沿焊接后的多孔板材4中的孔隙形成一个多孔空腔7,多孔空腔7的内部是相互通气的。
50.步骤五、在固定有金属丝网的内锅体1上喷涂不粘涂料,不粘涂料覆盖在金属丝网
和内锅体1的内表面上,不粘涂料填充了金属丝5没有贴在内锅体1之间的空隙,内锅体1上和金属丝网上涂覆有不粘涂层6。
51.不粘涂层6的厚度是0.05mm,金属丝网上的不粘涂层6表面是凹凸不平的,不粘涂层6中有金属丝网,金属丝网中有不粘涂层6,不粘涂层6在金属丝网和内锅体1的双重作用下,金属丝网、不粘涂层6和内锅体1三者固定为一体,增大了不粘涂层6和内锅体1的结合强度。
52.步骤六、导热工质2从排气管注入多孔板材4的多孔空腔7中后,由外设的真空设备通过排气管将多孔板材4的多孔空腔7进行抽真空,多孔板材4的多孔空腔7呈真空或负压状态。
53.排气管排出多孔空腔7中的空气后,排气管是通过焊接方式将排气管进行封堵,或者是在排气管上安装一个安全阀进行封堵,安全阀可以避免导热工质2过热造成的锅的损坏。排气管封堵后的多孔板材4的多孔空腔7呈真空或负压状态。
54.步骤七、根据产品的美观相应,对内锅体和外锅体进行表面处理。
55.步骤八、产品装配:锅体上装配如把手等其他配件,形成锅的成品后包装,完成生产。
56.实施例2:如图1,图2所示的一种均热式不粘饼铛包括内锅体1,导热工质2,外锅体3,多孔板材4,金属丝网,不粘涂层6。
57.本实施例2的一种均热式不粘饼铛与实施例1所介绍的一种均热式不粘锅的组合结构的相同之处就不再重述介绍了。
58.如图1,图2所示的金属丝网是由金属丝5编织而成的。
59.所述的多孔板材4是泡沫金属,泡沫金属的厚度是3mm。
60.所述的导热工质2是导热油。
61.所述的内锅体1,导热工质2,外锅体3和多孔板材4组合构造固定为一体化锅体。
62.步骤一、多孔板材4的泡沫金属贴在外锅体3上。
63.步骤二、金属丝网固定在内锅体1上。
64.步骤三、内锅体1放入在外锅体3的腔体中,内锅体1的外面贴在外锅体3上的多孔板材4的泡沫金属上。
65.将上述组合好的外锅体3、内锅体1和多孔板材4的泡沫金属在后续800℃高温氢还原气氛下烧结和焊接中采用外加重力,保温时间为40分钟。通过烧结技术,外锅体3、内锅体1和多孔板材4的泡沫金属组合件之间的烧结结合为一体化锅体,一体化锅体的耐低压和抗高压得到加强,一体化锅体的构造使得其具有较好的导热性和均热性,且具有重量轻和易于加工等优点。
66.步骤四、外锅体3的上边沿与内锅体1的上边沿对齐后,在外锅体3和内锅体1的上边沿之间安装一个排气管,排气管的一端和多孔板材4相通,一端延伸出多层锅体8的上沿。
67.步骤五、在固定有金属丝网的内锅体1上喷涂不粘涂料,内锅体1上和金属丝网上涂覆有不粘涂层6。
68.步骤六、导热工质2从排气管注入多孔板材4的多孔空腔7中后,由外设的真空设备通过排气管将多孔板材4的多孔空腔7进行抽真空,排气管排出多孔空腔7中的空气后,排气
管是通过焊接方式将排气管进行封堵。排气管封堵后的多孔板材4的多孔空腔7呈负压状态。导热工质2导热油的体积占多孔板材4的多孔空腔7的容积的30%。
69.以上实施例只是用于帮助理解本发明的制作方法及其核心思想,具体实施不局限于上述具体的实施方式,本领域的技术人员从上述构思出发,不经过创造性的劳动,所做出的变化,均落在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。