1.本发明涉及家具技术领域,特别是涉及一种实木班台的加工方法。
背景技术:
2.班台是高管或者企业高层用于办公的办公桌,是现代公司中必需的一种办公用品,现有的班台通常包括油漆班台、板式班台等,班台的设计通常以简单、大气为主,满足办公人员的日常办公需求。随着人们对艺术的追求,班台的设计形状不再局限于方正、大气,更多的追求自然、人文造型。
3.如图1中的班台所示,班台包括侧柜1、挡板3和台面2,挡板3和侧柜1相互垂直布置,台面2支撑布置在挡板3上,挡板3在支撑台面2的同时还具有遮挡人们视线、美化班台底部空间的效果。为了提高班台的视觉效果,挡板的外形会被制作成曲面形状,如图1中的挡板,外观造型似山似水曲折蜿蜒,以增加挡板的艺术性。
4.现有的挡板在制作时通常用成品的板材通过弯折等工艺加工成型,但是上述的挡板曲面的弯折角度较大,部分甚至超过了180度,已经超出了板材的折弯极限,由于挡板的高度过大,现有数控加工中心无法直接加工制造此零件,采用现有的折弯工艺无法满足加工需求。
技术实现要素:
5.本发明的目的是:提供一种实木班台的加工方法,以解决现有的班台的挡板折弯角度过大时现有的折弯工艺无法满足加工需求的问题。
6.为了实现上述目的,本发明提供了一种实木班台的加工方法,包括以下步骤,步骤一,以挡板的横截面为基准,将挡板沿高度方向分解成若干个具有厚度的曲线板件,由数控中心在板材上加工出各个曲线板件;步骤二,将步骤一中加工出的各个曲线板件叠加,复合成具有三维曲线造型的坯体;步骤三,对步骤二中的坯体进行精裁、铣加工、打磨后得到成型挡板;步骤四,将成型挡板与侧柜、台面进行组装,形成完整的班台。
7.优选地,步骤一中,采用建模软件建立挡板模型,对挡板模型分解形成各个曲线板件的图纸截面图,数控中心通过图纸截面图加工各个曲线板件。
8.优选地,步骤一中,挡板模型分解后的各个曲线板件的厚度相同。
9.优选地,步骤一中,各个曲线板件的厚度为20-30mm。
10.优选地,步骤二中,加工出的各个曲线板件的上下表面涂抹胶粘剂后叠落在一起,使用夹具进行上下夹紧,使各个曲线板件复合成型坯体。
11.优选地,曲线板件在叠落时,使用水平限位模具对曲线板件进行限位,水平限位模具与曲线板件贴合,使各个曲线板件在前后左右方向上对齐。
12.优选地,步骤三中,在坯体上使用模板画出挡板的底面轮廓的轮廓线,使用线锯、锣机进行精裁切割,使用铣刀进行铣加工。
13.优选地,步骤三中,铣好造型的坯体使用电动打磨机进行打磨,打磨时使用由粗至
细的砂纸进行整体打磨平整,并清理坯体表面的灰尘。
14.优选地,步骤四中,成型挡板在组装前,还采用胶粘剂在成型挡板上粘贴木皮,美化成型挡板的外观造型。
15.优选地,粘贴木皮时,采用加热烫压设备烫压木皮,消除木皮内部的气泡,平顺木皮的表面皱纹。
16.本发明实施例一种实木班台的加工方法与现有技术相比,其有益效果在于:挡板沿高度方向分解成曲线板件,以挡板的横截面为基准加工处各个曲线板件,各个曲线板件再叠加加工出坯体,对坯体进行后续的精裁、铣加工、打磨后即可得到成型挡板,各个曲线板件的高度远小于挡板的高度,满足数控中心的加工条件,从而使加工高度超出数控中心加工范围的挡板分成多个厚度减小的曲线板件,利用数控中心制作成型挡板,也不需要采用折弯工艺进行折弯板材,保证挡板的成型质量,满足人们对板材造型的多样化需求。
附图说明
17.图1是现有的实木班台的结构示意图;
18.图2是图1的实木班台的挡板的结构示意图;
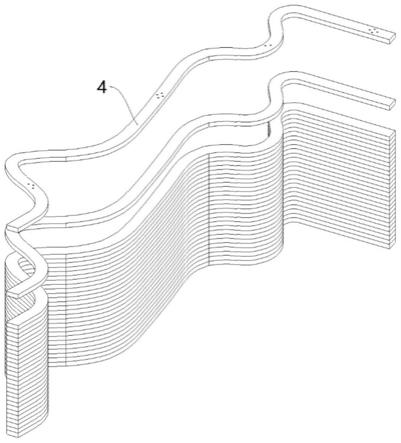
19.图3是本发明的实木班台的加工方法的挡板分解成曲线板件的结构示意图;
20.图4是本发明的实木班台的加工方法的分解后的曲线板件的结构示意图;
21.图5是图4的曲线板件叠加时的状态示意图;
22.图6是图4的叠加后的曲线板件与水平限位模具的装配状态图;
23.图7是图6的曲线板件与水平限位模具装配后的结构示意图;
24.图8是本发明的实木班台的加工方法的在坯体上绘制底面轮廓的轮廓线的结构示意图;
25.图9是本发明的实木班台的加工方法的坯体精裁、铣加工、打磨后成型后的结构示意图;
26.图10是本发明的实木班台的加工方法的坯体与木皮的贴合状态示意图;
27.图11是本发明的实木班台的加工方法的坯体与木皮贴合后的结构示意图。
28.图中,1、侧柜;2、台面;3、挡板;4、曲线板件;5、坯体;6、底面轮廓;7、木皮;8、水平限位模具;9、皮料装饰。
具体实施方式
29.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
30.本发明的一种实木班台的加工方法的优选实施例,如图1至图11所示,该实木班台的加工方法用于加工高度超过数控加工中心的加工范围、弯折角度超出板材的折弯极限的班台。
31.该实木班台的加工方法包括以下步骤:
32.步骤一,以挡板3的横截面为基准,将挡板3沿高度方向分解成若干个具有厚度的曲线板件4,由数控中心在板材上加工出各个曲线板件4。分解成的曲线板件4的厚度远小于挡板3的厚度,使曲线板件4满足数控中心加工的高度要求,利用数控中心加工曲线板件4,
数控中心可以精准加工得到外形弧度曲线与挡板3的横截面相同的多块曲线板件4。
33.优选地,步骤一中,采用建模软件建立挡板3的模型,对挡板3的模型分解形成各个曲线板件4的图纸截面图,数控中心通过图纸截面图加工各个曲线板件4。建模软件可以精准还原挡板3模型,得到的图纸截面图与设计的挡板3相同,尺寸精准如一;同时便于将模型中的数据输入数控中心进行自动加工,将图纸截面图布置在代加工的板材上,数控中心以图纸截面图为基准切割板材获得曲线板件4。
34.在本实施例中,建模软件为cad制图软件,在其他实施例中,建模软件也可以为catia、solidworks等三维建模软件。
35.优选地,步骤一中,挡板3模型分解后的各个曲线板件4的厚度相同。各个曲线板件4的厚度相同,数控中心可以重复加工出各个曲线板件4,提高加工速率。
36.优选地,步骤一中,各个曲线板件4的厚度为20-30mm。曲线板件4的厚度与单位板材的厚度相同,便于加工。
37.具体地,本实施例中,曲线板件4的厚度为25mm。以700mm高度的挡板3为例,挡板3分割成28件25mm厚度的曲线板件4,各个曲线板件4的外形、弧度相同,曲线板件4的形状与挡板3的横截面相同。
38.步骤二,将步骤一中加工出的各个曲线板件4叠加,复合成具有三维曲线造型的坯体5。叠加的形式得到坯体5,坯体5的高度不小于挡板3的最大高度,便于后续对坯体5进行精裁加工,同时叠加的加工方式简单,加工成本低。
39.优选地,步骤二中,加工出的各个曲线板件4的上下表面涂抹胶粘剂后叠落在一起,使用夹具进行上下夹紧,使各个曲线板件4复合成型坯体5。胶粘剂的复合方式外观美观,夹具可以增加各个曲线板件4之间的作用力,保证坯体5的结构强度。
40.优选地,曲线板件4在叠落时,使用水平限位模具8对曲线板件4进行限位,水平限位模具8与曲线板件4贴合,使各个曲线板件4在前后左右方向上对齐。水平限位模具8包括两个,两个水平限位模具8扣合后形成曲线板件4的型腔,与曲线板件4紧密接触,保证水平板件精准复合。利用曲线板件4的弧度,水平限位模具8可以对曲线板件4在前后、左右方向上同时限位;配合夹具可以使曲线板件4上下夹紧,保证每件板件能紧密贴合在一起,等待胶黏剂凝固成为一个新的整体。
41.步骤三,对步骤二中的坯体5进行精裁、铣加工、打磨后得到成型挡板。挡板3的底面通常为高低起伏的曲面,坯体5的底面的高度相同,精裁、铣加工、打磨可以切除坯体5上多余的部分,获得的成型挡板与设计的挡板3尺寸相同。
42.优选地,步骤三中,在坯体5上使用模板画出挡板3的底面轮廓6的轮廓线,使用线锯、锣机进行精裁切割,使用铣刀进行铣加工。画出底面轮廓6的轮廓线后,线锯、锣机的切割定型方式技术成熟,成本低。
43.优选地,步骤三中,铣好造型的坯体5使用电动打磨机进行打磨,打磨时使用由粗至细的砂纸进行整体打磨平整,并清理坯体5表面的灰尘。打磨平整的坯体5表面平整,光泽度好。
44.步骤四,将成型挡板3与侧柜1、台面2进行组装,形成完整的班台。
45.优选地,步骤四中,成型挡板3在组装前,还采用胶粘剂在成型挡板3上粘贴木皮7,美化成型挡板3的外观造型。粘贴木皮7可以使挡板3的外观表现更加丰富多彩。
46.优选地,粘贴木皮7时,采用加热烫压设备烫压木皮7,消除木皮7内部的气泡,平顺木皮7的表面皱纹。加热烫压设备可以清除木皮7内部的气泡,平顺木皮7表面的皱纹,保证木皮7与挡板3贴合紧密无气泡、皱痕等不良现象。
47.优选地,台面2在加工时,在台面2人体经常接触的主办公区域与会客区域设计植入皮料装饰9,皮料装饰9与台面2的基材采用冷压贴合的方式成型,挡板3与植入皮料装饰9的台面2进行组装。
48.综上,本发明实施例提供一种实木班台的加工方法,其挡板沿高度方向分解成曲线板件,以挡板的横截面为基准加工处各个曲线板件,各个曲线板件再叠加加工出坯体,对坯体进行后续的精裁、铣加工、打磨后即可得到成型挡板,各个曲线板件的高度远小于挡板的高度,满足数控中心的加工条件,从而使加工高度超出数控中心加工范围的挡板分成多个厚度减小的曲线板件,利用数控中心制作成型挡板,也不需要采用折弯工艺进行折弯板材,保证挡板的成型质量,满足人们对板材造型的多样化需求。
49.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

