1.本实用新型涉及压贴系统领域,尤其涉及一种三维真空压贴设备的送料托盘系统用小拼块。
背景技术:
2.三维真空贴面(也称全方位真空贴面)技术是一项人造板表面装饰层的贴压技术,它运用压缩空气将加热的pvc薄膜贴在已镂铣成凹凸几何图形的刨花板或中密度纤维板表面,使饰面图案极富立体感,犹如浮雕一般。在家具工业和建筑装潢行业中被广泛应用。其显著特点是:不需要模具,饰面和封边工艺能一次性完成。
3.现有的小拼块的撑杆底部顶柱大多铰接设置,操作时,阻力大,磨损高,使用寿命短,且弯折控制在工业上难度高。因此有必要设计一种使用寿命久,操作方便的三维真空压贴设备的送料托盘系统用小拼块。
技术实现要素:
4.本实用新型的目的是提供一种使用寿命久,操作方便的一种三维真空压贴设备的送料托盘系统用小拼块。
5.实现本实用新型目的的技术方案是:一种三维真空压贴设备的送料托盘系统用小拼块,包括支撑杆和固定在支撑杆上的导热支撑块;所述支撑杆内设有空腔,支撑杆底部设有通过孔;所述空腔内设有弹性件;所述弹性件的底部设置有可转动的转轴;所述转轴的顶部设有不能穿过通过孔的限位凸台;所述转轴下部穿过支撑杆的底部向外延伸;所述转轴下部位于支撑杆外部的部分设有卡块;所述卡块和通过孔在水平面上的投影形状及尺寸相匹配,并且该投影形状为非圆形。
6.进一步地,所述卡块和通过孔在水平面上的投影形状为长方形。
7.进一步地,所述弹性件为弹簧;所述弹簧的一端与转轴顶部抵接,另一端与支撑杆的空腔顶部抵接。
8.进一步地,所述转轴底部设有十字形接口。
9.进一步地,所述导热支撑块顶端面设有防滑垫。
10.进一步地,所述导热支撑块顶端为正方形,四角设有倒角。
11.采用了上述技术方案,本实用新型具有以下的有益效果:
12.(1)本实用新型通过控制转轴的转动,使导热支撑块能够处于高、低两个位置,控制方便、精准,接触面小,摩擦损失小,使用寿命长。
13.(2)本实用新型的卡块和通过孔在水平面上的投影形状为长方形,使控制更加方便。
14.(3)本实用新型通过弹簧控制转轴的弹力,稳定方便,使用寿命久。
15.(4)本实用新型的转轴底部设有十字形接口,方便与控制机构连接,不易滑动,控制精准灵敏。
16.(5)本实用新型的导热支撑块顶端面设有防滑垫,防止导热支撑块上的工件滑动。
17.(6)本实用新型的导热支撑块顶端为正方形,四角设有倒角,导热支撑块的横截面边长逐渐增加,方便多个拼块拼接成组,并缩小各小拼块导热支撑块的间距。
附图说明
18.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
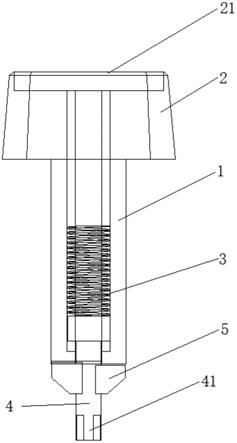
19.图1为本实用新型的结构示意图。
20.图2为本实用新型的仰视结构图。
21.附图中标号为:
22.支撑杆1,通过孔11,导热支撑块2,防滑垫21,弹性件3,转轴4,十字形接口41,卡块5。
具体实施方式
23.见图1和图2,本实施例的三维真空压贴设备的送料托盘系统用小拼块,包括支撑杆1和固定在支撑杆1上的导热支撑块2。支撑杆1内设有空腔,支撑杆1底部设有通过孔11。空腔内设有弹性件3。弹性件3的底部设置有可转动的转轴4。转轴4的顶部设有不能穿过通过孔11的限位凸台,防止转轴4从空腔中滑出。转轴4下部穿过支撑杆1的底部向外延伸。转轴4下部位于支撑杆1外部的部分设有卡块5。卡块5和通过孔11在水平面上的投影形状及尺寸相匹配,并且该投影形状为非圆形。作为优选,卡块5和通过孔11在水平面上的投影形状为长方形,更加方便控制。
24.弹性件3为弹簧。弹簧的一端与转轴4顶部抵接,另一端与空腔顶部抵接,通过弹簧控制转轴4的弹力,稳定方便,使用寿命久。
25.转轴4底部设有十字形接口41,通过十字形接口41与控制机构连接,不易滑动,控制精准灵敏。
26.导热支撑块2顶端面设有防滑垫21,防止导热支撑块2上的工件滑动,导热支撑块2采用耐热塑料,与传统的金属塑料复合件相比,形变更加均匀,使用寿命长。
27.导热支撑块2顶端为正方形,四角设有倒角,导热支撑块2的横截面边长逐渐增加,方便多个拼块拼接成组,并缩小各小拼块导热支撑块2的间距。
28.本实施例还提供三维真空压贴设备的送料托盘系统,包括孔板,纵横均匀排布在孔板上的多个小拼块,以及控制小拼块动作的控制机构。控制机构包括转动电机以及用于与十字形接口41配合的调节口,控制小拼块的转轴4的旋转运动和升降运动,使小拼块的导热支撑块2能够处于以下高、低两个位置:
29.当控制机构控制小拼块的转轴4旋转至卡块5和通过孔11在水平面上的投影重叠时,控制机构驱动转轴4上升,转轴将缩入支撑杆的空腔内,小拼块的导热支撑块2处于低位不动。
30.当控制机构控制小拼块的转轴4旋转至卡块5和通过孔11在水平面上的投影不重叠时,控制机构驱动转轴4上升,转轴4将带动支撑杆1向上运动,小拼块的导热支撑块2向上移动至高位。
31.本实施例的小拼块的工作过程为:当多块工件相间平铺于小拼块组成的送料托盘上后,将pvc薄膜覆盖在各工件上,然后控制整个送料托盘进入三维真空压贴设备。然后控制机构控制被各工件完全覆盖的小拼块的转轴4旋转至卡块5和通过孔11在水平面上的投影方向重合的位置,此时转轴4缩入空腔,工件位于低位。然后三维真空压贴设备执行真空贴面热压步骤,工件加工完成流转出三维真空压贴设备后,小拼块弹起,控制机构控制被各工件完全覆盖的小拼块的转轴4旋转至卡块5和通过孔11在水平面上的投影方向垂直的位置,控制机构控制被各工件完全覆盖的小拼块的转轴4旋转至卡块5和通过孔11在水平面上的投影方向垂直的位置。
32.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

