1.本发明涉及一种型钢加工生产装置,属于型钢加工技术领域。
背景技术:
2.现有技术中,型钢加工生产线通常包括进料料道、数控送料小车、型钢加工主机、成品料道,通过数控送料小车夹紧工件沿进料料道送进工件,通过型钢加工主机对型钢(角钢、h型钢、槽钢、钢板等)进行冲孔、打字、剪切等加工。现有的型钢加工生产线在上料的时候都是采用人工上料,即通过操作人员将型钢从码垛位置人工搬运到上料装置的链条上排列整齐,然后等待上料装置上料,导致设备自动化程度低。同时,现有的型钢加工设备在对型钢进行加工时,通常需要采用不同的加工设备或加工单元进行加工,如采用液压机进行冲孔、采用液压打字机进行打字、采用液压剪切机进行剪切加工。现有的型钢加工设备不仅结构复杂,设备成本高,而且存在如下缺陷:采用液压打字机打字时,需要按照不同的打字要求,对字头采用人工进行排列,费时费力;采用液压机进行冲孔时,不同的加工孔径需要对应不同的冲头,需要人工更换冲头,更换较复杂,而且冲头必须与相对应的凹模准确对应,否则会加工出废品;采用液压剪切机对角钢进行切肢切角时,当剪切角度不同,切肢长度不同时,需要制作相对应的切角刀及切肢刀,且当切肢切角相关尺寸变化较大时,所采用的切角切肢模具的相关部件也需要专门制作,费时费力,增加生产成本;采用液压剪切机对角钢进行剪断时,会产生剪切废料,浪费材料,增加生产成本。
技术实现要素:
3.针对现有技术中存在的上述缺陷,本发明提供了一种结构简单、成本低、加工方便的型钢加工生产装置。
4.本发明是通过如下技术方案来实现的:一种型钢加工生产装置,包括进料料道,设置在进料料道上的数控送料小车,型钢加工主机,其特征是:还包括设置自动上料装置,所述自动上料装置包括上料机构、上料台车,所述上料机构包括上料架、设置在所述上料架上的可水平移动及上下移动的移动机构、连接在所述移动机构的上下移动机构下端的连接杆、连接在所述连接杆上的至少一套工件抓取机构,所述移动机构位于所述进料料道的上方,所述上料架下方在所述进料料道的侧方设置有轨道,所述上料台车可移动地设置在所述轨道上;所述型钢加工主机包括底座支架,所述底座支架上设置有供工件通过的进料孔,所述底座支架上在所述进料孔的侧方设置有至少一套滑台机构,所述滑台机构包括滑台a、设置在滑台a的滑板上并与滑台a相垂直的滑台b、设置在滑台b的滑板上并与滑台b相垂直的至少一个滑台c,所述滑台c的滑板上设置有切割机构,所述切割机构为激光切割机构或等离子切割机构或火焰切割机构。
5.本发明中,自动上料装置中的上料台车用于将工件料垛运送到上料机构内的工作位置,自动上料装置中的移动机构可在上料架上水平移动及上下移动,同时带动工件抓取机构进行水平移动和上下移动,工件抓取机构用于抓取工件并在移动机构的带动下移动至
进料料道上,从而实现自动上料。本发明中的型钢加工主机通过切割机构可对工件进行刻字、割孔、切断等加工。待加工工件通过数控送料小车夹紧工件送进至进料孔处的待加工位置,通过滑台机构可带动切割机构进行运动,到达加工位置时,通过切割机构对工件进行刻字、割孔、切断等加工。
6.进一步的,为便于抓取工件,所述工件抓取机构为磁力上料装置。采用磁力吸附工件进行上料,结构简单且动作可靠。
7.进一步的,为便于抓取角钢工件,所述工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁或为截面呈凸v形的电永磁铁。其中,截面带有v形凹槽的电永磁铁可用于抓取开口朝下的角钢,截面呈凸v形的电永磁铁可用于抓取开口朝上的角钢。
8.进一步的,所述工件抓取机构包括第一工件抓取机构和第二工件抓取机构,所述第一工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁,所述第二工件抓取机构的抓取部为截面呈凸v形的电永磁铁,所述第一工件抓取机构/所述第二工件抓取机构设置有升降机构,所述升降机构与第一工件抓取机构的电永磁铁/第二工件抓取机构的电永磁铁连接。第一工件抓取机构用于抓取开口朝下的角钢,第二工件抓取机构用于抓取开口朝上的角钢。升降机构可带动第一工件抓取机构/第二工件抓取机构进行升降,可避免两种抓取机构在抓取工件时产生干涉。
9.进一步的,所述上料架下方在所述进料料道的侧方还设置有上料翻转装置,所述上料翻转装置包括多个间隔布置的支架、多个翻转架、驱动机构,所述翻转架的一端通过可转动地转轴与所述支架连接,所述转轴与所述驱动机构连接。当加工的型钢为角钢时,由于角钢坯料码垛的时候,基本上是一层角钢开口朝下,一层角钢开口朝上,交替码垛。当生产线采用角钢开口朝下放置时,遇到料垛中的角钢开口朝上放置时,则需要将角钢翻转使其开口朝下,当生产线采用角钢开口朝上放置时,遇到料垛中的角钢开口朝下放置时,则需要将角钢翻转使其开口朝上。上料翻转装置即用于将工件进行翻转至合适的加工位置。当生产线的角钢加工采用角钢开口朝向与角钢料垛内的角钢开口朝向不一致时,在移动机构的带动下工件抓取机构先将角钢抓取并移动至上料翻转装置上,再由上料翻转装置将角钢翻转到进料料道上,使角钢开口朝向与生产线的角钢加工方向一致。
10.进一步的,所述滑台机构为对称设置的两套。该种结构便于对角钢、槽钢等工件加工时,在工件一次定位的情况下对工件的两个加工面单独或同时进行加工。
11.进一步的,所述滑台c的滑板上设置有调高器,所述切割机构可动地连接在所述调高器上。通过将切割机构设置在调高器上,可控制切割头与工件之间高度,以避免因工件表面不平整而导致切割头与工件发生碰撞,损坏设备。
12.进一步的,所述底座支架的一侧固定设置有溜板,所述溜板上对应于所述底座支架上的进料孔也设置有进料孔,所述滑台机构设置在所述溜板上并位于所述溜板上的进料孔的侧方。
13.进一步的,所述底座支架的一侧设置有可旋转的溜板,所述溜板上对应于所述底座支架上的进料孔也设置有进料孔,所述滑台机构设置在所述溜板上并位于所述溜板上的进料孔的侧方。溜板旋转时可带动溜板上的滑台机构及切割机构一起旋转,从而便于实现对工件的不同位置进行加工。
14.进一步的,所述底座支架上对应于其上的进料孔设置有可转动的大齿轮,所述溜
板固定连接在大齿轮的端部,所述大齿轮与驱动齿轮啮合,驱动齿轮与设置在所述底座支架的动力机构连接。驱动齿轮通过动力机构带动其转动,驱动齿轮通过与大齿轮的啮合驱动大齿轮旋转,从而带动与大齿轮连接的溜板进行旋转。
15.进一步的,为便于及时发现不合格成品,在型钢加工主机的后侧设置有成品检测装置。通过成品检测装置可对加工完毕的工件的长度、孔径的大小及孔间距等进行检测。
16.进一步的,在所述成品检测装置后部设置有成品料道,所述成品料道设置有成品翻转装置。通过成品翻转装置可将加工完毕的工件由成品料道上翻转下料。
17.本发明的有益效果是:本发明结构简单,通过设置自动上料装置,可代替人工上料,实现工件的自动上料,可提高设备的自动化程度,提高生产效率及生产安全性。型钢加工主机采用激光切割机构或等离子切割机构或火焰切割机构作为切割机构,可以方便地对工件进行刻字、割孔、切角切肢、切断等加工。对工件进行刻字加工时,不需要制作众多的字头,不需要按要求人工排列字头,降低了生产成本,提高了加工的灵活性。对工件进行割孔、切角切肢及切断加工时,不需要根据孔径大小制作众多的冲头凹模,节省了生产成本,提高了生产效率。本发明可将孔加工、切角切肢加工及切断加工集成在一台加工主机上,省却了现有型钢加工设备中的切肢切角主机、切断主机,降低了生产成本,减少了占地面积,提高了生产效率。通过设置上料翻转装置可将开口朝向与生产线加工时采用的工件开口朝向不一致的角钢工件翻转至与加工时的开口方向一致,提高了设备的适应性及自动化程度。
附图说明
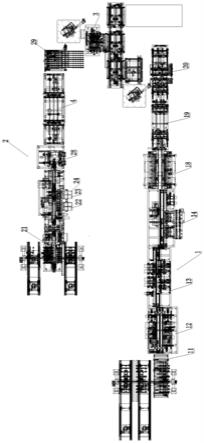
18.图1是具体实施方式中本发明的结构示意图;
19.图2是图1中的自动上料装置的主视示意图;
20.图3是图2的俯视示意图;
21.图4是图2的左视示意图;
22.图5是图2中的a
‑
a示意图;
23.图6是图2中的工件抓取机构部分的放大示意图;
24.图7是抓取部为截面带有v形凹槽的电永磁铁的工件抓取机构的侧视图;
25.图8是抓取部为截面呈凸v形的电永磁铁的工件抓取机构的侧视图;
26.图9是型钢加工主机的立体结构示意图;
27.图10是型钢加工主机的主视示意图;
28.图11是图10的俯视示意图;
29.图12是图10的左视示意图;
30.图13是图10的右视示意图;
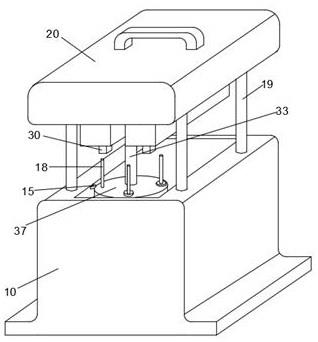
31.图14是型钢加工主机中的滑台的结构示意图;
32.图15是型钢加工主机的另一种结构示意图;
33.图16是成品料道的示意图;
34.图中,1、数控送料小车,2、自动上料装置,3、型钢加工主机,4、进料料道,5、成品检测装置,6、成品料道,7、电气柜,8、成品翻转装置;
[0035]2‑
1、上料机构,2
‑
101、上料架,2
‑
102、第一工件抓取机构,2
‑
103、第二工件抓取机构,2
‑
104、连接杆,2
‑
105、移动横梁,2
‑
106、导轨支架,2
‑
107、上下移动机构,2
‑
1071、升降
杆,2
‑
1072、齿条,2
‑
1073、减速机,2
‑
1074、齿轮,2
‑
1075、传动轴,2
‑
108、升降气缸,2
‑
109、电永磁铁,2
‑
2、上料翻转装置,2
‑
201、翻转架,2
‑
202、转轴,2
‑
203、支架,2
‑
204、翻转装置电机,2
‑
205、气缸,2
‑
3、上料台车,2
‑
5、轨道;
[0036]3‑
1、底座支架,3
‑
2、溜板,3
‑
3、滑台a,3
‑
4、滑台b,3
‑
5、滑台c,3
‑
6、调高器,3
‑
7、激光切割头,3
‑
8、进料孔,3
‑
9、工件,3
‑
10、驱动齿轮,3
‑
11、大齿轮,3
‑
12、滑台底座,3
‑
13、轴承座,3
‑
14、伺服电机安装板,3
‑
15、伺服电机,3
‑
16、联轴器,3
‑
17、丝杠,3
‑
18、滑板,3
‑
19、轴承座,3
‑
20、伺服电机,3
‑
21、减速箱;
[0037]6‑
1、滚轮,6
‑
2、链条;8
‑
1、转动轴,8
‑
2、翻转臂。
具体实施方式
[0038]
下面通过非限定性的实施例并结合附图对本发明作进一步的说明:
[0039]
如附图1所示,一种型钢加工生产装置,包括进料料道4、设置在进料料道4上的数控送料小车1、型钢加工主机3、成品料道6,还包括设置自动上料装置2。进料料道4和数控送料小车1均为现有技术,进料料道4用于放置待加工工件,数控送料小车1可夹紧进料料道4上的待加工工件并可沿进料料道4移动进行数控送料。
[0040]
如图2
‑
图8所示,所述自动上料装置2包括上料机构2
‑
1、上料台车2
‑
3,所述上料机构2
‑
1包括上料架2
‑
101、设置在所述上料架2
‑
101上的可水平移动及上下移动的移动机构、连接在所述移动机构的上下移动机构下端的连接杆2
‑
104、连接在所述连接杆2
‑
104上的至少一套工件抓取机构,所述移动机构位于所述进料料道4的上方。移动机构为现有技术。上料架2
‑
101上部设置有两根导轨支架2
‑
106,导轨支架2
‑
106的两侧均设置有导轨,其中一侧的导轨下部连接有齿条,所述移动机构包括设置在两根导轨支架2
‑
106之间的移动横梁2
‑
105、设置在移动横梁2
‑
105上的上下移动机构,移动横梁2
‑
105的两端与导轨支架2
‑
106上的导轨配合。移动横梁2
‑
105在驱动机构的驱动下可沿导轨支架2
‑
106上的导轨移动。移动横梁的移动采用齿轮齿条传动机构驱动。上下移动机构通过连接座与移动横梁2
‑
105连接。上下移动机构包括两组,每组包括一竖向设置的升降杆2
‑
1071,升降杆2
‑
1071上设置有齿条2
‑
1072,连接座上设置有与齿条2
‑
1072啮合的齿轮2
‑
1074,两组上下移动机构的齿轮2
‑
1074通过传动轴2
‑
1075连接,传动轴2
‑
1075由减速机2
‑
1073驱动。通过减速机2
‑
1073可驱动齿轮2
‑
1074转动,通过齿轮2
‑
1074与升降杆2
‑
1071上设置的齿条2
‑
1072的啮合传动带动升降杆2
‑
1071进行上下移动。本发明中的上下移动机构根据需要也可设计为可沿移动横梁2
‑
105进行横向移动。连接杆2
‑
104连接在两组上下移动机构的升降杆2
‑
1071的下端,工件抓取机构连接在连接杆2
‑
104的下部。为保证可靠抓取工件,工件抓取机构可以设置多个。工件抓取机构可以为现有技术中的各种结构形式的抓取机构,例如可以为机械手或采用磁铁吸附上料。本实施例中优选采用磁力上料装置,即采用磁铁吸附上料。对于不同的型钢工件,用于吸附工件的磁铁可根据工件采用不同的结构形式。为便于吸附角钢工件,优选所述工件抓取机构的抓取部为截面带有v形凹槽的电永磁铁或为截面呈凸v形的电永磁铁,其中,截面带有v形凹槽的电永磁铁用于吸附开口朝下的角钢工件,截面呈凸v形的电永磁铁用于吸附开口朝上的角钢工件。所述上料架2
‑
101下方在所述进料料道4的侧方设置有轨道2
‑
5,所述上料台车2
‑
3可移动地设置在所述轨道2
‑
5上,上料台车2
‑
3下部带有车轮可与轨道2
‑
5配合,上料台车2
‑
3在电机减速机的驱动下可沿轨道2
‑
5移动。自动上料装置2工作时,
的滑板上设置有切割机构,所述切割机构为激光切割机构或等离子切割机构或火焰切割机构。激光切割机构、等离子切割机构、火焰切割机构均为现有技术。
[0044]
如图14所示,本发明中的滑台a、滑台b、滑台c的结构相同,均包括滑台底座3
‑
12、丝杠3
‑
17、伺服电机3
‑
15,丝杠3
‑
17的两端通过轴承座3
‑
13和轴承座3
‑
19安装在滑台底座3
‑
12上,伺服电机3
‑
15通过伺服电机安装板3
‑
14安装在滑台底座3
‑
12上,伺服电机3
‑
15的电机轴与丝杠3
‑
17的一端通过联轴器3
‑
16连接,滑板3
‑
18通过丝母与丝杠3
‑
17配合连接。滑板3
‑
18可在丝杠3
‑
17和伺服电机3
‑
15的驱动下往复移动。
[0045]
本实施例以加工角钢为例,切割机构为激光切割机构,激光切割机构为现有技术,其采用激光切割头3
‑
7对工件进行加工。为便于对角钢的两个肢边进行加工,本实施例中在底座支架3
‑
1的一侧设置有可旋转的溜板3
‑
2,溜板3
‑
2上对应于所述底座支架3
‑
1上的进料孔也设置有进料孔3
‑
8,溜板3
‑
2上设置有一套所述滑台机构,所述滑台机构位于进料孔3
‑
8的侧方。驱动溜板3
‑
2旋转的机构可采用现有技术中的任何结构形式,例如可由气缸或油缸提供旋转动力,本实施例中采用的是齿轮驱动机构。该齿轮驱动机构包括大齿轮3
‑
11、驱动齿轮3
‑
10、与驱动齿轮3
‑
10连接的减速箱3
‑
21及伺服电机3
‑
20。大齿轮3
‑
11对应于底座支架3
‑
1上的进料孔3
‑
8通过回转支承可转动地安装在底座支架3
‑
1上,溜板3
‑
2固定连接在大齿轮3
‑
11的端部,减速箱3
‑
21及伺服电机3
‑
20固定安装在底座支架13
‑
上,驱动齿轮3
‑
10与大齿轮3
‑
11相啮合。
[0046]
考虑到工件加工表面的不平整,为避免激光切割头7与工件发生碰撞,本实施例中在滑台c3
‑
5的滑板上连接有调高器3
‑
6,激光切割头3
‑
7可移动地连接在所述调高器3
‑
6上。调高器3
‑
6为现有技术,其可自市场采购得到,例如可采用深圳市万顺兴科技有限公司的调高器。
[0047]
工作时,待加工工件通过进料孔进入加工主机的待加工位置,控制装置控制伺服电机3
‑
20,驱动溜板3
‑
2旋转,带动激光切割头3
‑
7到达需要切割的角钢一个肢边的上方、使激光切割头3
‑
7与角钢的一各肢边垂直,然后滑台a3
‑
3、滑台b3
‑
4、滑台c3
‑
5相互配合,在各伺服电机及丝杠的驱动下,带动激光切割头3
‑
7到达加工位置时,由调高器3
‑
6配合,对角钢进行刻字、割孔、切角切肢、切断等加工,加工完一个角钢肢边后,再加工角钢的另一个肢边。
[0048]
上述实施例中的切割机构也可为等离子切割机构或火焰切割机构。
[0049]
上述实施例中,为便于对角钢的不同肢边或不同位置进行加工,滑台机构设置在可旋转的溜板3
‑
2上,通过溜板3
‑
2的旋转带动滑台机构及切割机构到达工件的待加工位置。如附图15所示,为便于对角钢的不同肢边进行加工,本发明也可不设置溜板3
‑
2,而是在底座支架3
‑
1上对应送进料道上的角钢的两个肢边对称设置两套所述滑台机构,每套滑台机构上各安装一个所述切割机构。滑台机构及切割机构与上述实施例相同。滑台机构的滑台a3
‑
3安装在底座支架3
‑
1上。两个切割机构分别对对应的角钢肢边进行加工。工作时,待加工工件通过进料孔进入加工主机的待加工位置,控制装置根据加工需要可同时或按加工顺序分别控制两套滑台机构的滑台a3
‑
3、滑台b3
‑
4、滑台c3
‑
5相互配合,带动激光切割头3
‑
7到达加工位置,由调高器3
‑
6配合,对角钢的两个肢边进行刻字、割孔、切角切肢、切断等加工。
[0050]
本实施例中的滑台机构安装在底座支架3
‑
1上,作为另一个实施例,本发明也可将
两套滑台机构安装在溜板3
‑
2上,溜板3
‑
2固定在底座支架3
‑
1上。
[0051]
考虑到当工件较大时,由于刻字和割孔等加工所需动力不同,本发明也可以在所述滑台b的滑板上设置两个滑台c,两个滑台c的滑板上均设置有所述切割机构。两个滑台c上可根据需要分别配置切割机构,两个切割机构可分别对工件进行切割和刻字加工。
[0052]
本发明的型钢加工主机不仅可以加工角钢,也可加工槽钢、h型钢、钢板等型钢。
[0053]
本发明的型钢加工主机结构简单,可将孔加工、切角切肢加工及切断加工集成在一台加工主机上,降低了生产成本,减少了占地面积,提高了生产效率。
[0054]
为便于及时发现不合格成品,本发明还可在型钢加工主机3的后侧设置成品检测装置5。通过成品检测装置5可对加工完毕的工件的长度、孔径的大小及孔间距等进行检测。成品检测装置5采用视频检测装置,其为现有技术,包括图像采集系统、图像处理系统及检测结果处理系统。
[0055]
如图16所示是成品料道的示意图。所述成品料道6设置在成品检测装置5后部。成品料道6上设置有若干滚轮6
‑
1,滚轮通过链条传动装置带动转动。成品料道6侧面设置有成品翻转装置8,成品翻转装置8包括转动轴8
‑
1、连接在转动轴8
‑
1上的翻转臂8
‑
2,转动轴8
‑
1在驱动机构驱动下转动,从而带动翻转臂8
‑
2转动,可将成品料道6上的工件翻转至下料位置。为便于将经过检测的工件分选出来,可在成品料道6两侧分别设置翻转装置8,通过不同的翻转装置将分选出的工件分别下料。
[0056]
本实施例中的其他部分均为现有技术,在此不再赘述。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。