1.本发明涉及金属型材热成形技术领域,尤其涉及一种大截面钛合金型材高温蠕变成形工装及其使用方法。
背景技术:
2.国内外新一代大型宽体飞机和军用运输机为了实现长寿命和高性能等目标,使得碳纤维增强复合材料整体结构得到更多的应用。由于钛合金具有高比强度、耐高温和耐腐蚀等特点,且与复合材料壁板装配时的电势相容性和耐冲击性较好,因此,利用钛合金曲面框替代传统铝合金框与复材整体壁板进行装配。此外,为了降低机体装配误差,提高机身结构的整体刚强度,国内外均开始在机身承力框、长桁和舱门框等部位应用越来越多的复杂异型大截面钛合金曲面框。因此,钛合金曲面框的成形精度和质量将直接影响到飞机的装配精度、整体气动外形和使用寿命,成为影响飞机制造周期、成本和效益的主要因素之一。
3.由于钛合金室温成形塑性差且变形抗力大,通常需将其加热到较高的温度进行拉伸弯曲成形。复杂异型大截面钛合金曲面构件一般具有大截面、高截面、大厚度、变厚度、大半径、大包角和截面非对称等几何形状特点。这些特殊的几何特征导致型材弯曲成形后的截面应力状态呈现明显的梯度分布(即远离模具一侧为塑性拉伸应力,紧贴模具一侧为塑性压缩应力)。这种复杂的应力状态会使型材卸载后发生显著的回弹,严重影响了曲率构件的成形精度。钛合金在高温下发生的蠕变可以使其内部应力迅速衰减,因此,型材上的复杂应力梯度状态可以通过高温蠕变工艺得到很好地改善。由于国内外均基于焦耳定律的原理采用通电的方式加热型材,复杂异型截面型材中的电流分布呈现截面大的部位电流密度大而截面小的分叉电流密度小的趋势,这种不均匀的电流分布导致型材出现明显的温度梯度分布(最大温差高达100度)。高温型材弯曲成形贴模后会和模具、空气容易发生严重的接触换热和对流换热,这也会导致型材表面与心部出现较大温差。这种极不均匀的温差梯度会导致型材在蠕变过程中发生不均匀的应力衰减,进而影响到曲率构件的成形精度和后续切削加工效率和质量。
4.现有的型材保温工装主要是针对截面较小且几何特征简单的型材拉弯和蠕变设计的,并不能很好地考虑到复杂异型大半径、大包角及大截面型材蠕变过程中不均匀电流密度、与外界接触换热以及对流换热导致严重的型材内外温差。因此,需要提出一种可以有效降低接触换热、对流换热、改善型材内外温差的辅助加热工装及系统,为复杂异型大截面钛合金曲面构件的精确成形提供有力的技术支撑。
技术实现要素:
5.有鉴于此,本发明提供了一种大截面钛合金型材高温蠕变成形工装及其使用方法,用以有效地降低复杂异型大截面钛合金曲率构件蠕变过程中与模具的接触换热以及与外界的对流换热,改善复杂异型大截面钛合金型材弧长方向和截面上的温度不均匀现象。
6.本发明提供的一种大截面钛合金型材高温蠕变成形工装,包括:工作台、安装于所
述工作台上的移动机构、随所述移动机构移动的辅助加热柔性调形控温装置以及固定于所述工作台上的型材模具及预热装置;其中,
7.所述移动机构,用于带动所述辅助加热柔性调形控温装置靠近、远离所述型材模具及预热装置;
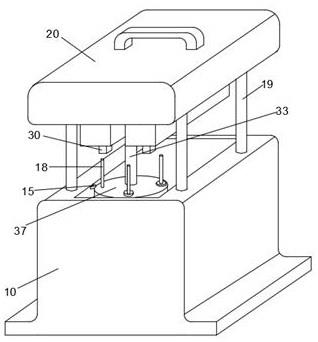
8.所述辅助加热柔性调形控温装置,位于型材的外侧,包括:具有与所述型材相同弧度的弧形的调形垫板、固定于所述调形垫板上的依次首尾相连的多个控温单元以及在每相邻两个控温单元之间间隙处包裹的耐高温纤维布;其中,每个所述控温单元包括开口朝向所述型材的耐高温方形壳,位于所述耐高温方形壳内面向所述型材依次层叠的隔热纳米板、耐高温纤维板和内嵌电阻丝的多晶纤维炉衬,安装于所述耐高温方形壳外与所述电阻丝电性连接的电阻丝插座,插入所述控温单元内腔的热电偶,位于所述耐高温方形壳外可上下活动的隔热活动块,安装于所述隔热活动块上的红外传感器,以及在所述耐高温方形壳正面开设的观察窗口;其中,所述耐高温方形壳固定于所述调形垫板上,所述耐高温纤维布将相邻两个控温单元之间间隙包裹成开口朝向所述型材的腔;所述热电偶用于在所述型材的预热阶段测量所述耐高温方形壳内腔的温度,所述红外传感器用于在所述型材的蠕变阶段测量所述型材的温度;所述隔热活动块与所述红外传感器对应的区域为镂空结构,所述耐高温方形壳、所述隔热纳米板、所述耐高温纤维板、所述多晶纤维炉衬与所述隔热活动块活动区域对应的区域为镂空结构,所述红外传感器的射线穿过所述隔热活动块和所述耐高温方形壳的镂空区域射到所述型材上,所述隔热活动块用于带动所述红外传感器上下移动以测量所述型材不同部位的温度;所述隔热纳米板、所述耐高温纤维板、所述多晶纤维炉衬与所述观察窗口对应的区域为镂空结构;
9.所述型材模具及预热装置,位于所述型材的内侧,包括:模具上层板、模具中层板和模具下层板,所述模具上层板、所述模具中层板和所述模具下层板依次连接形成型材型面,还包括:位于所述型材型面处的隔热陶瓷纤维垫层、固定于所述模具上层板上方的上层预热板、固定于所述模具下层板下方的下层预热板以及贯穿所述模具中层板且沿周向排列的多个加热棒;其中,所述上层预热板包括开口朝向所述模具上层板的耐高温弧形壳和位于所述耐高温弧形壳内的内嵌电阻丝的纤维板,所述下层预热板包括开口朝向所述模具下层板的耐高温弧形壳和位于所述耐高温弧形壳内的内嵌电阻丝的纤维板;
10.各所述控温单元、每相邻两个控温单元之间间隙处包裹的耐高温纤维布、所述上层预热板、所述模具上层板、所述模具中层板、所述模具下层板以及下层预热板围成一个密封腔,所述型材位于所述密封腔内。
11.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,所述移动机构,包括:固定于所述工作台上的步进电机线性模组和底部导轨、以及通过滑块在所述底部导轨上滑动的顶部导轨;其中,
12.所述步进电机线性模组和所述顶部导轨的延伸方向与所述辅助加热柔性调形控温装置的移动方向相同,所述底部导轨的延伸方向与所述辅助加热柔性调形控温装置的移动方向垂直;
13.所述辅助加热柔性调形控温装置通过滑块在所述步进电机线性模组和所述顶部导轨上滑动。
14.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形
工装中,在每个控温单元中,所述红外传感器通过法兰安装座与所述隔热活动块连接,所述隔热活动块在所述法兰安装座的两侧分别设有一个长方形活动孔,在所述耐高温方形壳外与两个活动孔对应区域内固定有螺杆结构,通过所述活动孔与所述螺杆结构的配合使所述隔热活动块上下移动。
15.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,所述模具上层板、所述模具中层板和所述模具下层板的材料为镍基高温合金。
16.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,所述模具中层板上设有多个安装孔,所述模具中层板通过各所述安装孔安装在底座上,所述底座固定于所述工作台上;
17.所述模具中层板设有与各所述加热棒一一对应的通孔,所述模具下层板设有与各所述加热棒一一对应的盲孔,所述加热棒穿过所述模具中层板上的通孔固定在所述模具下层板上的盲孔内。
18.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,所述隔热陶瓷纤维垫层通过耐高温胶水粘贴在所述型材型面处。
19.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,所述上层预热板通过陶瓷螺栓安装在所述模具上层板的上方;
20.所述下层预热板通过陶瓷螺栓安装在所述模具下层板的下方。
21.本发明还提供了一种大截面钛合金型材高温蠕变成形工装的使用方法,包括如下步骤:
22.s1:在型材拉伸弯曲之前,调节移动机构,使辅助加热柔性调形控温装置远离型材模具及预热装置;将所述辅助加热柔性调形控温装置切换至热电偶闭环温控模式,所有控温单元的电阻丝均以最大输出功率对辅助加热柔性调形控温装置进行预热;利用上层预热板、下层预热板和加热棒对所述型材模具及预热装置的型面进行预热;
23.s2:将通过通入直流电加热到第一预设温度的型材完全与模具上层板、模具中层板、模具下层板形成的型材型面贴合,调节所述移动机构,使所述辅助加热柔性调形控温装置向所述型材模具及预热装置移动,直至所述辅助加热柔性调形控温装置与所述上层预热板、所述下层预热板完全贴合;将所述辅助加热柔性调形控温装置切换至红外传感器闭环温控模式,按照所述第一预设温度调节所有控温单元的电阻丝的输出功率对所述型材的表面进行辅助加热,并将通入所述型材的直流电降低预设值,同时对所述型材进行预设时长的蠕变过程;
24.s3:待蠕变过程结束后,利用所述辅助加热柔性调形控温装置按照预设降温速率进行控温冷却;待所述型材冷却至第二预设温度后,控制所述辅助加热柔性调形控温装置和所述型材模具及预热装置停止加热;
25.s4:调节所述移动机构,使所述辅助加热柔性调形控温装置远离所述型材模具及预热装置,卸下所述辅助加热柔性调形控温装置和所述型材,完成高温蠕变成形。
26.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装的使用方法中,步骤s2中,通过通入5000a~7000a的直流电将型材加热至650℃~750℃后,将所述型材完全与模具上层板、模具中层板、模具下层板形成的型材型面贴合;
27.待所述辅助加热柔性调形控温装置与所述上层预热板、所述下层预热板完全贴合
后,将通入所述型材的直流电降低500a~1000a,同时对所述型材进行20min~30min的蠕变过程。
28.在一种可能的实现方式中,在本发明提供的上述大截面钛合金型材高温蠕变成形工装的使用方法中,步骤s3中,所述预设降温速率为每分钟降低5℃~15℃,所述第二预设温度为200℃~350℃。
29.本发明提供的上述大截面钛合金型材高温蠕变成形工装及其使用方法,针对异型大截面钛合金曲面构件弯曲成形后的高温蠕变温度不均匀问题,使用具有红外测温闭环控制、多层保温结构、辐射加热的保温单元,应用具有保温结构、辐射加热的模具、预热板和隔热垫层,可以有效地降低复杂异型大截面钛合金曲率构件蠕变过程中与模具的接触换热以及与外界的对流换热,改善复杂异型大截面钛合金型材弧长方向和截面上的温度不均匀现象,从而实现高温下钛合金型材拉压应力状态的应力松弛,保证型材在温度均衡环境下的高温蠕变,进而使型材的成形精度得到提高,为后续的切削工艺设计打下夯实的基础。
附图说明
30.图1为现有的y型材的截面温度分布图;
31.图2为本发明提供的一种大截面钛合金型材高温蠕变成形工装的结构示意图;
32.图3为本发明提供的一种大截面钛合金型材高温蠕变成形工装中辅助加热柔性调形控温装置的结构示意图;
33.图4为图2的剖视图;
34.图5为本发明提供的一种大截面钛合金型材高温蠕变成形工装中控温单元的背面结构示意图;
35.图6为本发明提供的一种大截面钛合金型材高温蠕变成形工装中控温单元的正面结构示意图;
36.图7为本发明提供的一种大截面钛合金型材高温蠕变成形工装中型材模具的正视图;
37.图8为本发明提供的一种大截面钛合金型材高温蠕变成形工装中型材模具的侧视图;
38.图9为本发明提供的一种大截面钛合金型材高温蠕变成形工装中型材模具及预热装置的结构示意图;
39.图10为本发明提供的一种大截面钛合金型材高温蠕变成形工装中上层预热板的结构示意图;
40.图11为本发明提供的一种大截面钛合金型材高温蠕变成形工装中下层预热板的结构示意图;
41.图12为本发明提供的一种大截面钛合金型材高温蠕变成形工装的工作原理图;
42.图13为本发明提供的一种大截面钛合金型材高温蠕变成形工装中型材模具的俯视图;
43.图14为本发明提供的一种大截面钛合金型材高温蠕变成形工装中型材模具的仰视图。
44.附图标记说明:工作台1;移动机构2;辅助加热柔性调形控温装置3;型材模具及预
热装置4;型材5;调形垫板6;控温单元7;耐高温纤维布8;耐高温方形壳9;隔热纳米板10;耐高温纤维板11;电阻丝12;多晶纤维炉衬13;电阻丝插座14;热电偶15;隔热活动块16;红外传感器17;观察窗口18;模具上层板19;模具中层板20;模具下层板21;隔热陶瓷纤维垫层22;上层预热板23;下层预热板24;加热棒25;耐高温弧形壳26;纤维板27;角片28;铰链29;镂空结构30;步进电机线性模组31;底部导轨32;顶部导轨33;法兰安装座34;活动孔35;螺杆结构36;安装孔37;通孔38;盲孔39;螺纹孔40。
具体实施方式
45.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整的描述,显然,所描述的实施方式仅仅是作为例示,并非用于限制本发明。
46.本发明以y型大截面钛合金型材为例进行说明。需要说明的是,本发明并非仅适用于y型大截面钛合金型材,也适用于其他形状的大截面钛合金型材,在此不做限定。
47.由于y型材截面积大且复杂,型材通电后截面心部和外表面的温差极大。为了保证型材在蠕变过程中的温度均匀性,本发明通过abaqus电热模块(abaqus是一种商用的有限元仿真软件,可以在计算机中建立型材通电模型,模拟实际的加热和温度分布情况)模拟型材实际的温度分布,从而设计整个工装的热源分布,其中,自然对流换热系数为4~12,y型材的表面发射率为0.9,钛合金密度为4.44g
·
cm
‑
3,焦耳热系数为1,电流密度为1.6a/mm2,热导率、电阻率和比热容按表1~3设置。
48.表1不同温度下tc4钛合金的热导率
[0049][0050]
表2不同温度下tc4钛合金的电阻率
[0051][0052]
表3不同温度下tc4钛合金的比热容
[0053][0054]
当y型材的温度达到稳定平衡时,y型材的截面温度分布如图1所示,截面上的三个分叉与心部的温差高达190℃,其中底部分叉温度最低。为了缩小y型材截面上的温差,所采用的蠕变成形工装需要具有以下几方面特点:
[0055]
1)该蠕变成形工装具有一定的调形能力,使其适用于不同半径、不同角度的y型截面钛合金曲面框高温蠕变;
[0056]
2)该蠕变成形工装能够同时对y型材的三个分叉进行补热,降低y型材与模具的热损耗并弥补截面上的巨大温差,从而改善y型材截面上的温度均匀性,避免y型材热处理后残余应力分布不均匀的现象;
[0057]
3)该蠕变成形工装在y型材长度方向上具有较好的封闭效果和保温隔热效果,降低y型材与外界气氛的热损耗,改善y型材的温度均匀性。
[0058]
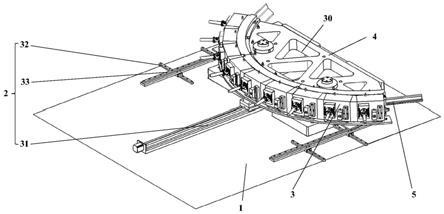
基于此,本发明提供一种大截面钛合金型材高温蠕变成形工装,如图2所示,包括:工作台1(即机床台面)、安装于工作台1上的移动机构2、随移动机构2移动的辅助加热柔性
调形控温装置3以及固定于工作台1上的型材模具及预热装置4;其中,
[0059]
移动机构2,用于带动辅助加热柔性调形控温装置3靠近、远离型材模具及预热装置4;
[0060]
辅助加热柔性调形控温装置3,位于型材5的外侧,如图3所示,包括:具有与型材5相同弧度的弧形的调形垫板6、固定于调形垫板6上的依次首尾相连的多个控温单元7以及在每相邻两个控温单元7之间间隙处包裹的耐高温纤维布8;其中,每个控温单元7,如图4所示,图4为图2的剖视图,包括开口朝向型材5的耐高温方形壳9(材料可选不锈钢)以及位于耐高温方形壳9内面向型材5依次层叠的隔热纳米板10(可选950型隔热纳米板)、耐高温纤维板11和内嵌电阻丝12(如图4和图5所示)的多晶纤维炉衬13,上述多层结构形成一个内腔,多层结构可以有效阻止热量向外界传递,最外侧的耐高温方形壳9的大部分区域的温度可以在内腔高达800℃时仍保持室温,如图6所示,还包括安装于耐高温方形壳9外与电阻丝12电性连接的电阻丝插座14(电源线通过插头插在电阻丝插座14上实现对电阻丝12供电),如图4和图5所示,还包括插入(可以从耐高温方形壳9的顶部插入)控温单元7内腔的热电偶15,如图6所示,还包括位于耐高温方形壳9外可上下活动的隔热活动块16、安装于隔热活动块16上的红外传感器17以及在耐高温方形壳9正面开设的观察窗口18;其中,耐高温方形壳9固定于调形垫板6上,耐高温纤维布8将相邻两个控温单元7之间间隙包裹成开口朝向型材5的腔,可以阻隔腔内热量向外传递;热电偶15用于在型材5的预热阶段测量耐高温方形壳9内腔的温度,红外传感器17用于在型材5的蠕变阶段测量型材5的温度;隔热活动块16与红外传感器17对应的区域为镂空结构,耐高温方形壳9、隔热纳米板10、耐高温纤维板11、多晶纤维炉衬13与隔热活动块16活动区域对应的区域为镂空结构,红外传感器17的射线穿过隔热活动块16和耐高温方形壳9的镂空区域射到型材5上,隔热活动块16用于带动红外传感器17上下移动以测量型材5不同部位的温度;隔热纳米板10、耐高温纤维板11、多晶纤维炉衬13与观察窗口18对应的区域为镂空结构,观察窗口18可打开,观察窗口18可以安装有可透射红外光波长的、耐高温的硒化锌(znse)玻璃,这样,便于使用其他非接触式的方法(例如红外测温方法)测温以及人为观察;
[0061]
型材模具及预热装置4,位于型材5的内侧,如图4、图7和图8所示,包括:模具上层板19、模具中层板20和模具下层板21,模具上层板19、模具中层板20和模具下层板21依次连接形成型材5的型面(如图7和图8所示为y型面),如图4和图9所示,还包括:位于型材5的型面处的隔热陶瓷纤维垫层22、固定于模具上层板19上方的上层预热板23、固定于模具下层板21下方的下层预热板24以及贯穿模具中层板20且沿周向排列的多个绝缘的大功率加热棒25;其中,上层预热板23,如图10所示,包括开口朝向模具上层板19的耐高温弧形壳26(材料优选不锈钢)和位于耐高温弧形壳26内的内嵌电阻丝12的纤维板27,下层预热板24,如图11所示,包括开口朝向模具下层板21的耐高温弧形壳26和位于耐高温弧形壳26内的内嵌电阻丝12的纤维板27;
[0062]
如图4所示,各控温单元7、每相邻两个控温单元7之间间隙处包裹的耐高温纤维布8、上层预热板23、模具上层板19、模具中层板20、模具下层板21以及下层预热板24围成一个密封腔,型材5位于密封腔内,这样,可以有效降低型材5与型材模具、外界气氛的接触换热和对流换热,有效地补偿型材5表面与外界气氛的热损耗,从而改善型材5在长度方向和截面上的温度均匀性。
[0063]
本发明提供的上述大截面钛合金型材高温蠕变成形工装,分为运动系统和加热系统两部分。如图12所示,运动系统通过电机控制器实现人机交互并将控制信号发送给步进电机驱动器,驱动移动机构中的步进电机从而使移动机构运动,进而使辅助加热柔性调形控温装置按照指令靠近或远离型材模具;加热系统按功能可以分为模具预热部分和控温单元加热部分,上层预热板温控表和下层预热板温控表各自连接1根热电偶,控温单元温控表
①
~
⑨
分别连接1个热电偶,控温单元温控表
⑩
~分别连接1个红外传感器,控温单元在预热阶段使用温控表
①
~
⑨
进行控温,在蠕变阶段切换至温控表
⑩
~进行控温,上层预热板温控表和下层预热板温控表通过热电偶检测型材模具的温度,并将控温信号发送给电力控制器
①
~
②
来实时调节上层预热板、下层预热板和加热棒(加热棒可与上层预热板连接,或者,加热棒也可与上层预热板连接)的输出功率,温控表
①
~
⑨
(温控表
⑩
~)通过热电偶(红外传感器)检测控温单元空腔或型材的温度,并将控温信号发送给电力控制器
③
~来实时调节控温单元
①
~
⑨
的输出功率。
[0064]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,如图5和图6所示,可以在每个耐高温方形壳9底部的两侧焊接角片28,在调形垫板6上对应设计螺纹孔,通过螺栓穿过角片28与螺纹孔配合将耐高温方形壳9固定在调形垫板6上,并且,为了方便对各控温单元7调形,可以在每个耐高温方形壳9的两侧通过螺栓安装一对相互配合的铰链29,从而将每相邻两个控温单元7通过铰链29连接。为了减轻调形垫板6的重量,调形垫板6可以选用铝板,并且,还可以在调形垫板6上设计多个镂空结构。
[0065]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,如图2、图7、图9、图13和图14所示,可以在型材模具及预热装置4中的模具中层板20上设计多个镂空结构30,这样,可以减轻模具中层板20的重量;模具上层板19与模具中层板20之间以及模具中层板20与模具下层板21之间可以通过螺纹孔配合螺栓连接。
[0066]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,如图2所示,移动机构2,包括:固定于工作台1上的步进电机线性模组31和底部导轨32、以及通过滑块在底部导轨32上滑动的顶部导轨33;其中,步进电机线性模组31和顶部导轨33的延伸方向与辅助加热柔性调形控温装置3的移动方向相同,底部导轨32的延伸方向与辅助加热柔性调形控温装置3的移动方向垂直;通过步进电机的旋转带动辅助加热柔性调形控温装置3(通过滑块)在步进电机线性模组31和顶部导轨33上滑动。并且,顶部导轨33也可以通过滑块在底部导轨32上滑动,从而可以适用于不同弧度、不同尺寸的大截面钛合金型材的高温蠕变成形。
[0067]
当然,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,移动机构的结构并非局限于此,还可以为能够带动辅助加热柔性调形控温装置移动的其他结构,在此不做限定。
[0068]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,在每个控温单元中,如图6所示,红外传感器17通过法兰安装座34与隔热活动块16连接,隔热活动块16在法兰安装座34的两侧分别设有一个长方形活动孔35,在耐高温方形壳9外与两个活动孔35对应区域内固定有螺杆结构36,通过活动孔35与螺杆结构36的配合使隔热活动块16上下移动。
[0069]
当然,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,使隔热活动块移动的结构并非局限于此,还可以为能够使隔热活动块移动的其他结构,例如,滑块与导轨配合的结构,在此不做限定。
[0070]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,模具上层板、模具中层板和模具下层板的材料优选镍基高温合金,镍基高温合金在高温下与其他金属相比具有高强度、抗磨损、使用寿命长等特点。
[0071]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,如图13所示,模具中层板20上设有多个安装孔37,模具中层板20通过各安装孔37安装在底座上,底座固定于工作台1上;如图4和图14所示,模具中层板20设有与各加热棒25一一对应的通孔38,模具下层板21设有与各加热棒25一一对应的盲孔39,加热棒25穿过模具中层板20上的通孔38固定在模具下层板21上的盲孔39内,加热棒25可以降低型材模具与型材5之间的温差,减缓型材5与型材模具之间的热传递。
[0072]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,隔热陶瓷纤维垫层可以通过耐高温胶水粘贴在型材型面处,隔热陶瓷纤维垫层可以减缓型材与模具上层板、模具中层板、模具下层板之间的接触热损耗,起到绝缘隔热的效果。
[0073]
在具体实施时,在本发明提供的上述大截面钛合金型材高温蠕变成形工装中,为了实现上层预热板与模具上层板的连接,以及下层预热板与模具下层板的连接,如图10和图11所示,可以在上层预热板23和下层预热板24上焊接多个角片28,如图13和图14所示,可以在模具上层板19和模具下层板21上对应设计螺纹孔40,上层预热板23通过陶瓷螺栓穿过角片28与螺纹孔40配合安装在模具上层板19的上方,下层预热板24通过陶瓷螺栓穿过角片28与螺纹孔40配合安装在模具下层板21的下方。上层预热板和下层预热板分别对型材模具的顶部和底部起到辅助加热的作用,从而可以补偿型材与型材模具的接触热损耗,并对各控温单元的移动起到限位作用。特别需要注意的是,上层预热板和下层预热板可以有效地提高型材模具的顶部和底部的温度,极大地补偿y型材上下分叉与型材模具的接触热损耗,从而可以进一步改善y型材的截面温度的不均匀性。
[0074]
基于同一发明构思,本发明还提供了一种大截面钛合金型材高温蠕变成形工装的使用方法,包括如下步骤:
[0075]
s1:在型材拉伸弯曲之前,调节移动机构(步进电机线性模组开始运动,通过顶部导轨带动辅助加热柔性调形控温装置移动),使辅助加热柔性调形控温装置远离型材模具及预热装置;将辅助加热柔性调形控温装置切换至热电偶闭环温控模式,所有控温单元的电阻丝均以最大输出功率对辅助加热柔性调形控温装置进行预热;利用上层预热板、下层预热板和加热棒对型材模具及预热装置的型面进行预热;
[0076]
s2:将通过通入直流电加热到第一预设温度的型材完全与模具上层板、模具中层板、模具下层板形成的型材型面贴合,调节移动机构,使辅助加热柔性调形控温装置向型材模具及预热装置移动,直至辅助加热柔性调形控温装置与上层预热板、下层预热板完全贴合;将辅助加热柔性调形控温装置切换至红外传感器闭环温控模式,按照第一预设温度调节所有控温单元的电阻丝的输出功率对型材的表面进行辅助加热,并将通入型材的直流电降低预设值,同时对型材进行预设时长的蠕变过程;蠕变过程中辅助加热柔性调形控温装置与型材模具形成一个相对封闭的空间,可以保证空间和型材的温度具有良好的均匀性;
[0077]
s3:待蠕变过程结束后,利用辅助加热柔性调形控温装置按照预设降温速率进行控温冷却;待型材冷却至第二预设温度后,控制辅助加热柔性调形控温装置和型材模具及预热装置停止加热;
[0078]
s4:调节移动机构,使辅助加热柔性调形控温装置远离型材模具及预热装置,卸下辅助加热柔性调形控温装置和型材,完成高温蠕变成形。
[0079]
在具体实施时,在执行本发明提供的上述大截面钛合金型材高温蠕变成形工装的使用方法中的步骤s2时,通过通入5000a~7000a的直流电将型材加热至650℃~750℃后,将型材完全与模具上层板、模具中层板、模具下层板形成的型材型面贴合;待辅助加热柔性调形控温装置与上层预热板、下层预热板完全贴合后,将通入型材的直流电降低500a~1000a,同时对型材进行20min~30min的蠕变过程。
[0080]
在具体实施时,在执行本发明提供的上述大截面钛合金型材高温蠕变成形工装的使用方法中的步骤s3时,预设降温速率为每分钟降低5℃~15℃,第二预设温度为200℃~350℃。
[0081]
本发明提供的上述大截面钛合金型材高温蠕变成形工装及其使用方法,针对异型大截面钛合金曲面构件弯曲成形后的高温蠕变温度不均匀问题,使用具有红外测温闭环控制、多层保温结构、辐射加热的保温单元,应用具有保温结构、辐射加热的模具、预热板和隔热垫层,可以有效地降低复杂异型大截面钛合金曲率构件蠕变过程中与模具的接触换热以及与外界的对流换热,改善复杂异型大截面钛合金型材弧长方向和截面上的温度不均匀现象,从而实现高温下钛合金型材拉压应力状态的应力松弛,保证型材在温度均衡环境下的高温蠕变,进而使型材的成形精度得到提高,为后续的切削工艺设计打下夯实的基础。
[0082]
本发明主要应用于复杂异型(例如y型)大尺寸大截面钛合金曲面构件弯曲成形后的蠕变工艺,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围,例如,也可以进一步推广应用到其他复杂大截面、大半径和大包覆角度的钛合金或其他难成形合金曲面构件的蠕变工艺,这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。