1.本发明属于车辆组装技术领域,具体涉及一种后部抓手夹具组件。
背景技术:
2.随着激烈的汽车制造市场竞争,汽车制造企业要求在不同产品之间共用技术平台,以最小的投入推出新的车型,且能够生产更多车型。
3.现有技术中,汽车车型主要分为suv车型、mvp车型以及轿车车型,三款车型的车身长度和宽度不同,车身装配的定位点也不同。对于轿车车型,相较于suv车型和mpv车型多出后行李箱隔板总成零件,此零件需要在合拼工位进行定位焊接,但现有技术中的后部抓手夹具组件没有此零件定位规划。在不影响现有suv车型和mpv车型生产的工况下,如何满足轿车车型的模块化定位,是现有技术需要解决的技术问题。
技术实现要素:
4.为解决上述技术问题,本发明提供一种后部抓手夹具组件,以在不影响现有车型生产及车身品质精度的前提下,满足轿车车型的模块化定位。
5.本发明的技术方案为:
6.一种后抓手夹具组件,其特征在于,所述后部抓手夹具组件包括:
7.用于对车身后部以及后围板总成进行定位的后部夹具本体,所述后部夹具本体上可拆卸地设置有用于对行李箱隔板定位的第二定位模块。
8.进一步地,所述后部夹具本体包括第三龙门架,所述第三龙门架包括两个相对设置的第二支撑梁、连接两个所述第二支撑梁的顶部之间的第二横梁以及连接两个所述第二支撑梁的第三横梁,每个所述第二支撑梁上均设置有用于对车身后部以及后围板总成进行定位的第五夹体,所述第二定位模块可拆卸地设置在所述第三龙门架上。
9.更进一步地,所述第五夹体包括气缸和定位销,其中,所述气缸固定设置在第三龙门架上的相应位置上,所述定位销设置在所述气缸的输出端上。
10.进一步地,所述第二定位模块包括两个相对设置的第六夹体,所述第六夹体可沿竖向伸缩地设置在所述第二横梁上,所述第六夹体用于定位后行李箱隔板。
11.更进一步地,每个所述第六夹体上均具有第三定位块以及第二定位销,当所述第六夹体定位后行李箱隔板时,所述第三定位块以及所述第二定位销均顶靠在所述后行李箱隔板的顶部。
12.进一步地,所述第六夹体通过第二双导柱气缸可伸缩地设置在所述第一固定架上。
13.进一步地,每个所述第六夹体还具有第二固定架,所述第二固定架可拆卸地连接在所述第二横梁上。
14.更进一步地,所述第二固定架上设置有第三限位块,所述第二双导柱气缸的伸缩端活动穿过所述第三限位块,所述第二双导柱气缸的伸缩端上固定设置有第四限位块,所
述第四限位块设置在所述第三限位块的上方,所述第四限位块可操作地设置在所述第三限位块的顶部。
15.进一步地,所述第三龙门架面向所述白车身的一侧设置有多个第二定位推块。
16.本发明的有益效果至少包括:
17.本发明所提供的一种后部抓手夹具组件,由于其包括用于对车身后部以及后围板总成进行定位的后部夹具本体,后部夹具本体上可拆卸地设置有用于对行李箱隔板定位的第二定位模块,当对suv和mpv车身组装时,可只采用不具有第二定位模块的后部抓手夹具组件对suv车身和mpv车身的后部进行定位,当对轿车车身组装时,由于轿车车身相比于suv车身和mpv车身增加了后行李箱隔板,因此,可采用具有第二定位模块的后部抓手夹具组件对轿车车身进行组装,其中的第二定位模块可对后行李箱隔板进行定位。
18.即本发明所示的一种后部抓手夹具组件,可通过第二定位模块的切换,实现不同平台的车身组装,在不影响现有车型生产及车身品质精度的前提下,进行改造,以满足三款车型的生产,从而可减少生产线的建设,降低成本,具有很好的实用价值和推广价值。
附图说明
19.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
20.图1为本实施例提供一种跨平台柔性组装装置的结构示意图;
21.图2为本实施例的侧部抓手夹具组件的结构示意图;
22.图3为图2中的第一定位模块的结构示意图;
23.图4为本实施例中对第一双导柱气缸进行限位的结构示意图;
24.图5为本实施例的上部抓手夹具的结构示意图;
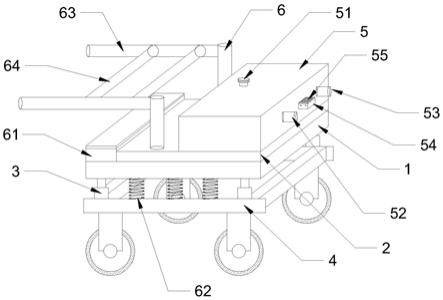
25.图6为本实施例的后部抓手夹具组件的结构示意图;
26.图7为本实施例的第二定位模块的结构示意图。
27.附图中:
[0028]1‑
组装平台,2
‑
侧部抓手夹具组件,3
‑
上部抓手夹具,4
‑
后部抓手夹具组件,5
‑
第一定位模块,501
‑
第一固定架,502
‑
第一夹体,503
‑
第二夹体,504
‑
第一定位销,505
‑
第一定位块,506
‑
定位横梁,507
‑
第二定位块,508
‑
第一限位块,509
‑
第二限位块,6
‑
第二定位模块,601
‑
第六夹体,602
‑
第三定位块,603
‑
第二定位销,604
‑
第二固定架,7
‑
第一龙门架,701
‑
第一横梁,702
‑
第一支撑梁,703
‑
第二支撑梁,704
‑
连接梁,705
‑
第一支梁,706
‑
第二支梁,8
‑
第一夹具,9
‑
第二夹具,10
‑
第一双导柱气缸,11
‑
翻转气缸,12
‑
第一定位推块,13
‑
第二龙门架,14
‑
第三夹体,15
‑
第四夹体,16
‑
第三龙门架,1601
‑
第三支撑梁,1602
‑
第二横梁,1603
‑
第三横梁,1604
‑
第五夹体,17
‑
第二双导柱气缸,18
‑
第二定位推块。
具体实施方式
[0029]
为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。
[0030]
本实施例提供一种跨平台柔性组装装置,以在不影响现有车型生产及车身品质精度的前提下,满足三款车型生产组装
[0031]
图1为本实施例的一种跨平台柔性组装装置的结构示意图。结合图1,本实施例所提供的一种跨平台柔性组装装置,主要包括组装平台1、侧部抓手夹具组件2、上部抓手夹具3以及后部抓手夹具组件4。
[0032]
本实施例的组装平台1用于定位待组装白车身,在该组装平台上设置有滚床,通过滚床将待组装的白车身输送至组装平台上,并通过组装平台对待组装的白车身进行支撑定位。
[0033]
图2为本实施例的侧部抓手夹具组件的结构示意图。结合图2,本实施例的侧部抓手夹具组件2用于对车身侧部的a立柱和b立柱定位,侧部抓手夹具组件2沿组装平台的宽度方向相对设置有两个,每个侧部抓手夹具组件2均包括用于对车身侧部的a立柱和b立柱定位的侧部夹具本体,每个所述侧部夹具本体上均可拆卸地设置有用于对顶盖前横梁定位的第一定位模块5,第一定位模块5可根据待组装的白车身的车型选择性地使用,具体实现方式参加下文描述。
[0034]
本实施例的上部抓手夹具3横跨设置在待组装白车身的顶部,其用于对车身顶盖横梁定位。
[0035]
本实施例的后部抓手夹具组件4设置在组装平台1的长度方向的一侧,后部抓手夹具组件4包括用于对车身后部以及后围板总成进行定位的后部夹具本体,后部夹具本体上还可拆卸地设置有用于对行李箱隔板定位的第二定位模块6,第二定位模块6可根据待组装的白车身的车型选择性地使用,具体实现方式参加下文描述。
[0036]
结合图1以及图2,本实施例的侧部夹具本体包括第一龙门架7,第一龙门架7设置在组装平台1宽度方向的一侧,第一龙门架7包括第一横梁701、第一支撑梁702、第二支撑梁703、连接梁704、第一支梁705以及第二支梁706,第一支撑梁702和第二支撑梁703沿组装平台1长度方向间隔设置,第一支撑梁702的顶端和第二支撑梁703的顶端通过第一横梁701连接,连接梁704的上端连接在第一横梁701的中部,连接梁704的下端向下延伸,第一支梁705的一端以及第二支梁706的一端均连接在连接梁704的下端,第一支梁705的另一端连接在第一支撑梁702的中部,第二支梁706的另一端连接在第二支撑梁703的中部,即连接梁704、第一支梁705、第一支撑梁702以及第一横梁701围成一个和白车身的前门大致一致的形状,而连接梁704、第二支梁706、第二支撑梁703以及第一横梁701围成一个和白车身的后门大致一致的形状,第一支撑梁702对应白车身的a柱,连接梁704对应白车身的b柱。
[0037]
进一步地,结合图2,本实施例的第一支撑梁702上设置有用于对待组装白车身的a柱定位的第一夹具8,第一横梁701在对应连接梁704的部位设置有用于对b柱定位的第二夹具9。
[0038]
本实施例的第一夹具8和第二夹具9主要包括气缸和定位销,其中,气缸固定设置在第一龙门架上的相应位置上,定位销设置在气缸的输出端上,通过控制气缸伸缩,使定位销对应设置在a柱和b柱上的定位孔中,即完成对白车身的a柱和b柱定位夹紧。
[0039]
图3为图2中的第一定位模块的结构示意图。结合图2以及图3,本实施例的第一定位模块5可拆卸地设置在第一横梁701上,且第一定位模块5设置在第一支撑梁702和连接梁704之间,其可以根据白车身的车型,有选择地安装在第一横梁701上。
[0040]
结合图3,本实施例的第一定位模块5包括第一固定架501以及第三夹具,其中,第一固定架501可通过螺栓等方式可拆卸地固定设置在第一横梁701上,第三夹具包括第一夹体502以及第二夹体503,第一夹体502可沿竖向伸缩地设置在第一固定架501的上部,第二夹体503可翻转地设置在第一固定架501的下部,第一夹体502和第二夹体503可操作地对接,以用于定位顶盖前横梁。
[0041]
进一步地,本实施例的第一夹体502具有第一定位销504和两个相对的第一定位块505,第一定位销504设置在两个第一定位块505之间,第二夹体503具有定位横梁506以及两个分别与第一定位块505对应设置的第二定位块507,两个第二定位块507设置在定位横梁506的两端,第一定位销504可操作地设置在定位横梁506的上方,当第一定位模块5定位顶盖前横梁时,顶盖前横梁被第一定位块505和对应的第二定位块507夹持,且,顶盖前横梁通过第一定位销504压紧。
[0042]
本实施例中,由于顶盖前横梁的中部的高度高度顶盖前横梁的端部的高度,因此,本实施例中,两个第一定位块505和对应的第二定位块夹持507后形成的位置高度也具有高度差,以适应顶盖前横梁的外形,而第一定位销505的头部可定位在顶盖前横梁顶盖开设的定位孔中,以对顶盖前横梁进行夹持。
[0043]
结合图3,本实施例的第一夹体502可通过第一双导柱气缸10可伸缩地设置在第一固定架501上,通过控制第一双导柱气缸10的升降,即可带动第一夹体502的升降动作。
[0044]
图4为本实施例中对第一双导柱气缸进行限位的结构示意图,结合图4,本实施例的第一固定架501上设置有第一限位块508,第一双导柱气缸10的伸缩端活动穿过第一限位块508,第一双导柱气缸10的伸缩端上固定设置有第二限位块509,第二限位块509设置在第一限位块508的上方,第二限位块509可操作地设置在第一限位块508的顶部,第二限位块509随着第一双导柱气缸10的伸缩端同步升降,当第二限位块509顶靠在第一限位块508上时,第一双导柱气缸10停止伸缩,第一夹体502的两个第一定位块505即处于工作位置。本实施例的第一限位块509和第二限位块509的配合可限制第一双导柱气缸10的伸缩端的伸缩位移,并为第一双导柱气缸10的伸缩停止提供参考依据。
[0045]
进一步地,结合图3,本实施例中,第二夹体503可通过翻转气缸11可翻转地设置在第一固定架501上,通过控制翻转气缸11的翻转角度,可控制第二夹体503的第二定位块507的翻转位置。
[0046]
本实施例的翻转气缸11优选为90
°
翻转气缸,当该翻转气缸11由竖向翻转到水平向时,第二夹体503的第二定位块507即处于工作位。
[0047]
进一步地,结合图2,本实施例中,连接梁704、第一支梁705以及第二支梁706面向白车身的一侧均设置有至少一个第一定位推块12,通过第一定位推块12可对白车身的侧部的其余位置进行定位。至于第一定位推块12的数量和位置,可根据白车身的具体结构进行适应性设置。本实施例对此不作赘述。
[0048]
图5为本实施例的上部抓手夹具的结构示意图。结合图5,本实施例的上部抓手夹具2包括两个第二龙门架13,两个第二龙门架13沿组装平台1的长度方向依次设置,两个第二龙门架13上分别设置有用以对白车身的中横梁总成定位的第三夹体14以及用于对白车身的后横梁总成定位的第四夹体15。
[0049]
本实施例的第三夹体14和第四夹体15主要包括气缸和定位销,通过控制气缸伸
缩,使第三夹体14的定位销和第四夹体15的定位销对应设置在中横梁总成和后横梁总成的定位孔中,以完成对中横梁总成和后横梁总成的定位夹紧。此为现有技术,本实施例对此不作赘述。
[0050]
图6为本实施例的后部抓手夹具组件的结构示意图,结合图5,本实施例的后部夹具本体包括第三龙门架16,第三龙门架16设置在组装平台1的长度方向的一侧,第三龙门架16包括两个相对设置的第三支撑梁1601、连接两个第三支撑梁1601的顶部之间的第二横梁1602以及连接两个第三支撑梁1601的中部的第三横梁1603,每个第三支撑梁1601上均设置有用于对车身后部以及后围板总成进行定位的第五夹体1604,第二定位模块6可拆卸地设置在第三龙门架16上。
[0051]
本实施例中,第五夹体1604主要包括气缸和定位销,气缸固定设置在第三龙门架的相应位置处,定位销设置在气缸的输出端上,通过控制气缸伸缩,使对应的定位销对应设置在车身后部以及后围板总成的定位孔中,以完成对中横梁总成和后横梁总成的定位夹紧。此为现有技术,本实施例对此不作赘述。
[0052]
图7为本实施例的第二定位模块的结构示意图。结合图6以及图7,本实施例的第二定位模块6包括两个相对设置的第六夹体601,第六夹体601可沿竖向伸缩地设置在第二横梁1602上,第六夹体601以用于定位后行李箱隔板。
[0053]
结合图6以及图7,本实施例中,每个第六夹体601上均具有第三定位块602以及第二定位销603,当第六夹体601定位后行李箱隔板时,第三定位块602以及第二定位销603均顶靠在后行李箱隔板的顶部,其中,第二定位销603设置在后行李箱隔板的顶面上的定位孔中,以实现对后行李箱隔板的定位夹紧。
[0054]
结合图6以及图7,本实施例第六夹体602通过第二双导柱气缸17可伸缩地设置在第二横梁1602上。通过控制第二双导柱气缸17的伸缩位置,即可使第三定位块602以及第二定位销603处于工作位。
[0055]
本实施例中,每个第六夹体601还具有第二固定架604,第二固定架604可通过螺栓可拆卸地连接在第二横梁1602上。
[0056]
本实施例中,第二固定架604上设置有第三限位块,第二双导柱气缸17的伸缩端活动穿过第三限位块,第二双导柱气缸17的伸缩端上固定设置有第四限位块,第四限位块设置在第三限位块的上方,第四限位块可操作地设置在第三限位块的顶部。第四限位块随着第二双导柱气缸17的伸缩端同步升降,当第四限位块顶靠在第三限位块上时,第二双导柱气缸17停止伸缩,第六夹体601的第三定位块602以及第二定位销603即处于工作位置。本实施例的第三限位块和第四限位块的配合可限制第二双导柱气缸17的伸缩端的伸缩位移,并为第二双导柱气缸17的伸缩停止提供参考依据,其和第二双导柱气缸10的控制结构类似。
[0057]
结合图5,本实施例中,第三龙门架16面向白车身的一侧设置有多个第二定位推块18,通过第二定位推块18可对白车身的后部的其余位置进行定位。至于第二定位推块的数量和位置,可根据白车身的具体结构进行适应性设置。本实施例对此不作赘述。
[0058]
现有技术中,某一两侧suv车型的顶盖横梁跨度为2200mm,相对于mpv车型的顶盖横梁跨度(2990mm)的长度短790mm,上部抓手夹具框架对于mpv车型制作尺寸过大,上部抓手夹具的负载不满足此项抓手框架。而对于轿车车型,相较于suv车型和mpv车型多出后行李箱隔板总成零件,此零件需要在合拼工位进行定位焊接,但后部抓手夹具没有此零件定
位规划。在不不影响现有suv车型生产的工况下,采用本实施例所示的跨平台柔性组装装置可满足mvp和轿车车型的模块化定位方案,具体地:
[0059]
对suv车身组装时,可只采用上部抓手夹具3、不具有第一定位模块5的侧部抓手夹具组件2、以及不具有第二定位模块6的后部抓手夹具组件4对suv车身进行组装;
[0060]
当对mpv车身组装时,由于mpv车身相比suv车身的顶盖横梁数量多,且车身顶盖长度尺寸大,因此,可采用上部抓手夹具3、具有第一定位模块5的侧部抓手夹具组件2、以及不具有第二定位模块6的后部抓手夹具组件4对mpv车身进行组装,通过侧部抓手夹具组件的第一定位模块可对顶盖前横梁进行定位,以减轻上部抓手夹具的负载;
[0061]
当对轿车车身组装时,由于轿车车身相比于suv车身增加了后行李箱隔板,因此,可可采用上部抓手夹具3、不具有第一定位模块5的侧部抓手夹具组件2、以及具有第二定位模块6的后部抓手夹具组件4对轿车车身进行组装,第二定位模块可对后行李箱隔板进行定位。
[0062]
综上所述,本发明所示的一种跨平台柔性组装装置,可通过定位模块的切换,实现不同平台的车身组装,在不影响现有车型生产及车身品质精度的前提下,进行改造,以满足三款车型的生产,从而可减少生产线的建设,降低成本,具有很好的实用价值和推广价值。
[0063]
尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0064]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。