1.本发明涉及车辆领域,具体涉及方向盘领域,如机动车辆的方向盘。
2.方向盘通常由骨架组成,而骨架包括轮毂,从轮毂延伸出多条轮辐,轮辐连接轮毂和内芯或轮辋,从而构成方向盘的圆形或近似圆形结构。构成方向盘的骨架采用铝或镁等轻金属压铸而成。然后,使用例如由聚氨酯弹性体(pu或pur)制成的聚氨酯泡沫塑料包覆骨架。
3.根据本领域技术人员的说法,骨架的模制包覆成型指方向盘的发泡成型操作。将骨架放入通常由上、下两部分组成的发泡模具中,即可成型。发泡模具包括方向盘模腔。在预设温度和压力条件下,通过注料通道,向模腔内加压注入发泡料(一种或多种液态化学品)。通过化学反应,在预设条件下,发泡料变为泡沫状态并在一定时间后凝固并硬化,从而构成骨架的未修边包覆结构。
4.该包覆结构基本上覆盖了方向盘圆形或近似圆形结构,有时也可以延伸至轮辐。从模具中取出该包覆结构,进行修边,以尤其去除方向盘四周的多余泡沫。最后,可以使用通常由天然或人造皮革制成的护套包覆方向盘。方向盘护套安装操作通常由操作人员手动完成,主要包括下列步骤:在包覆层上涂抹胶粘剂;拉伸、调整皮革护套;缝皮等。
5.众所周知,方向盘通常配备控制按钮,有时还会配备传感器,尤其方便驾驶人员在使用某些功能时无需将手从方向盘上移开,这样可以提高驾驶安全性。配备的控制按钮和其他设备由设置在方向盘中的隐藏式电缆供电和连接。这些电缆特别设置在包覆结构中,更具体地说,设置为完成骨架发泡成型而在包覆结构表面预留的通道中。
6.然而,这些通道可能会引起以下问题:将护套套上方向盘时,护套自动拉伸以匹配方向盘,因此,可以隔着护套感觉到设置在通道中的电线。如果电线或电缆从通道伸出,或是设置在距离护套表面太远的位置或甚至未能填满整个安装通道,那么,将护套套上方向盘后,可能会出现褶皱或变形。
7.此外,发泡料注入过程中,由于注料方法和模具(两个部分)运动的限制,方向盘上的这些通道不一定设置在最隐蔽的位置。因为,它们的位置必须确保方向盘的脱模,并且必须遵守最小注料厚度相关要求。
8.从功能性角度来看,方向盘的质量必须优良,以免危及用户安全,这一点非常重要。同时,方向盘还应触感舒适并符合美学和人体工程学设计,这样才能让驾驶员感到愉悦、舒适。在所有情况下,方向盘都是连接车辆转向机构和驾驶员的重要构件。
背景技术:
9.专利us2003/0075003公开了一种采用天然木材纹理并具有天然木材质感的方向盘,从视觉和触觉上让人印象深刻。在实施例中,该专利所述方向盘的包覆结构包括两部分:第一部分是主体部分,断面呈c形,以便其可以插入骨架的内芯或轮辋。第一部分构成了包覆结构的正面;第二部分位于包覆结构的的背面,主要包括用于封堵第一部分留下的c形开口的嵌入件。
10.尽管我们一直在寻求提升方向盘的舒适度,但由于包覆结构内的凹槽或通道中设置有电线等部件,安装在包覆结构上的方向盘套会出现褶皱或变形。然而,现有技术的解决方案并不能有效解决这些问题。
11.因此,亟需寻求一种有效且更合适的解决方案,至少可以部分地解决上述弊端。
技术实现要素:
12.为此,本发明提供一种方向盘制造方法,所述方向盘包括骨架和包覆结构,所述包覆结构包括包覆骨架的模制成型主体部和至少一个嵌入件;所述制造方法包括下列步骤:
13.‑
所述包覆结构内至少设置一个凹槽;
14.‑
制造所述嵌入件,使得嵌入件和包覆结构的主体部组装在一起并至少覆盖部分凹槽,
15.其特征在于,所述嵌入件与包覆结构的主体部一体成型。
16.有利地,设置在包覆结构内的凹槽构成了一个空间,其中,部分空间可以容纳一个或多个非结构性构件,如电线。然而,这个空间也可以被完全占用或留空。无论该空间被这种构件占用的程度如何,在组装时,嵌入件将覆盖该空间,从而使得包覆结构具有连续或均匀形状表面。将方向盘套安装到包覆结构上并进行拉伸调整后,这样的表面可以确保方向盘套没有任何褶皱、折叠、凹陷或其他变形。
17.更有利地,包覆结构的制造方法也特别高效,可以以最少的支出或工作来获得预期结果。事实上,由于嵌入件和包覆结构的主体部是一体成型的,可以同时制造出骨架包覆结构和至少一个嵌入件,无需采取一项以上模制成型操作来制造包覆结构的所有零部件。更有利地,由于一体成型的嵌入件和包覆结构的主体部相互连接并且在模具内构成同一个模腔,因此,无需增加注料通道。此外,嵌入件和其他发泡材料同时注料,因此,可以确保发泡的所有元件都具有相同的柔韧性以及相似特性。此外,在装卸和运输方向盘时,有利地,嵌入件不会自动脱离包覆结构的主体部,因此可以避免嵌入件丢失。最后,采用本发明所述制造方法,我们仅需制造一个零件,因此仅需管理一个零件标准。
18.在优选实施例中,嵌入件通过至少一个连接件连接到包覆结构的主体部。
19.在另一个实施例中,在包覆结构的主体部和/或嵌入件还设有一个凹部,其结构能够容纳整个或部分连接件。
20.根据本发明所述制造方法的特定步骤,从嵌入件和/或包覆结构的主体部上拆下所述连接件。
21.根据优选实施例,连接件还插入到所述凹部中。例如,更具体地说,连接件可以插入到所述凹部中,并且通过运动将嵌入件折叠到包覆结构的主体部上。优选地,在这种情况下,所述凹部位于连接件的右侧。在该实施例中,减少了连接件的修边操作,从而节省时间和材料,无需处置废弃物。
22.优选地,所述连接件用于铰接包覆结构的主体部和嵌入件;所述方向盘制造方法包括通过折叠用作铰链的连接件,将嵌入件嵌入到凹槽中。在该实施例中,无需进行连接件修边操作,从而简化了组装操作。
23.优选地,凹槽设置在包覆结构的主体部中。然而,所述凹槽可以设置在嵌入件中,或者部分设置在包覆结构的主体部中且部分设置在嵌入件中。因此,在一个实施例中,所述
凹槽至少部分设置在所述嵌入件中。
24.更优选地,在包覆结构模制成型时,获得凹部和/或凹槽。
25.在一个实施例中,嵌入件的部分形状与所述凹槽互补匹配。
26.在一个实施例中,嵌入件至少部分地插入到凹槽。这有助于嵌入件的定位并保证不同部件之间更好的对接。
27.在本发明的一个实施例中,所述方法还包括:在嵌入件与包覆结构的主体部进行所述组装之前,将至少一个构件安装到所述凹槽中。优选地,所述构件是电气构件。因此,本发明所述方法能够以简单的方式在方向盘的发泡中集成电线或电缆的电气构件,并提供很大的设计自由度。
28.在优选实施例中,所述方向盘包括多个嵌入件。多个嵌入件的使用,可以覆盖凹槽的更大表面,同时由于轮缘的大体曲率而限制注塑模具的尺寸。
29.在一个实施例中,一个或多个嵌入件与包覆结构的主体部一体成型期间,固定在包覆结构的外围。
30.在一个实施例中,包覆结构的主体部具有分型面,并且所述连接件设置在分型面处。该实施例简化了包覆结构模具的设计。
31.即是说,嵌入件和包覆结构的主体部在相同的工艺步骤中制造,因此形成一个相同的部件。即是说,嵌入件和包覆结构的主体部由相同的材料制成。
32.因此,在制造嵌入件和包覆结构的主体部的单个步骤结束时,获得材料在嵌入件和包覆结构的主体部之间连续的部分。
33.例如,制造是通过模制成型进行的,脱模时,嵌入件和包覆结构的主体部是一个且相同的部分,第一部分用于形成嵌入件,第二部分用于形成包覆结构的主体部,例如,这两个部分可能通过连接件互连。
34.在第二方面,本发明还提供一种采用本发明和任一实施例所述的制造方法制得的方向盘。优选地,该第二部分涉及包括骨架和包覆结构的方向盘,所述包覆结构包括包覆骨架的模制成型主体部和至少一个嵌入件。所述方向盘的特征在于,所述嵌入件与包覆结构的主体部一体成型。
35.在一个实施例中,嵌入件的一端与包覆结构的护套凹槽相邻。护套凹槽是中空形状,用于承受护套的接缝,例如由天然或合成皮革制成,胶合和/或缝合到包覆结构的外围。当嵌入件的端部与这样的凹槽相邻时,由于该区域中的护套的接缝,这限制了接合部的可见性风险。
36.在一个实施例中,嵌入件的两端与包覆结构的护套凹槽相邻。
37.在第三方面,本发明涉及一种机动车辆,包括根据本发明第二方面所述方向盘。
38.在第四方面,本发明涉及根据该方法的任一实施例或根据这些实施例的任一可能组合来实施本发明第一方面的方法、目的的注塑模具。
附图说明
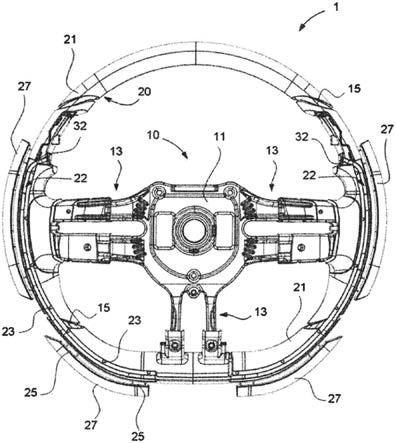
39.图1示出了根据本发明的方向盘的后视图,其中嵌入件仍然连接到包覆结构的主体;
40.图2以透视图示出了方向盘的在所述嵌入件之一的右侧的更详细的部分;
41.图3类似于图1,图示出了方向盘;但在后期阶段,嵌入件已组装到凹槽的主体,以覆盖凹槽;
42.图4展示了车辆方向盘沿图3的轴线iv
‑
iv的剖面图。
具体实施方式
43.参照图1,其示出了包括骨架10和包覆结构20的方向盘1的平面图。该方向盘通常通过用包覆结构20包覆成型骨架10来获得。由合金或轻金属制成,例如镁或铝,骨架10通常构成方向盘的骨架或骨架。该骨架包括轮毂11,轮辐13从轮毂11延伸,轮辐13将轮毂11连接到芯部或轮缘15。后者构成为方向盘赋予圆形或大致圆形形状的结构的一部分。
44.包覆结构20基本上由包覆成型在骨架10上的主体部21和至少一个嵌入件27形成。骨架上的包覆结构的至少部分包覆成型通过模制成型获得。为此,将骨架10放置在包括方向盘1模腔的模具中。该模具通常由两部分形成,通常为上半部和下半部,并且包括注射通道,该注射通道使得可以注射诸如聚氨酯泡沫(pu、pur)之类的材料。方向盘模制成型操作,即其骨架的至少部分包覆成型,也被本领域技术人员称为发泡成型。经过一定的时间和一定的温度和压力条件下,注入的泡沫会凝固,然后变硬。
45.参照图1,可以注意到包覆结构20不仅由主体部21形成,而且还由至少一个嵌入件27形成,优选地为多个嵌入件,在该示例中,数量为四个。这些嵌入件27构成包覆结构的主体部的互补部分并且连接到后者以便能够完成它。
46.本发明的方向盘的制造方法,具体包括以下步骤:
47.‑
所述包覆结构20内至少设置一个凹槽22;
48.‑
制造至少一个所述嵌入件27,使得嵌入件27和包覆结构的主体部21组装在一起并至少覆盖部分凹槽22。
49.根据本发明所述制造方法,所述嵌入件27与包覆结构的主体部21一体成型。这个特性,如图2所示。该图代表方向盘1的一部分,更准确地说是方向盘的在某一嵌入件27右侧的一部分的透视图。
50.凹槽22(如图2所示)将允许至少一个构件32布置在方向盘包覆结构的主体部21中。如图1所示,该构件32由电线组成,特别是由一股电线组成,其可以连接到例如方向盘1的控制按钮35(图3)。这种控制按钮35通常可以用于控制车辆的设备以激活例如音频功能、远程无线连接、巡航控制、车载计算机或任何其他设备。
51.有利地,设置在包覆结构20中的凹槽22提供了一个空间,该空间可以被至少一个构件32放空或无差别地占据,即部分地或全部地占据,而不会在包覆结构20的表面上产生不期望的影响。因此,施加在包覆结构20上的任何护套41(如图4所示)将不会显示或感觉到任何变形,例如皱纹、裂缝或折叠。
52.更有利地,凭借本发明的制造方法,还可以以特别有效的方式获得前述益处。这特别是由于在骨架的包覆成型期间,即在单次操作期间,包覆结构的每个嵌入件27可以有利地与骨架一体成型。获得增强体的整体结构也不需要任何额外的材料注入。同样有利地,获得该包覆结构的单件,包括能够从主体部21拆下嵌入件27,有利于包覆结构的元件在生产链中的运输、处理、储存和追踪。通常,嵌入件(或多个嵌入件)和主体的整体生产是通过模制成型生产的。
53.如图2所示的优选实施例中,嵌入件27通过至少一个连接件25连接到包覆结构20的主体部21。连接件可被视为通道或连接元件,其使得能够以单件形式获得由主体部21和连接到该主体的至少一个嵌入件27形成的包覆结构。如该图中所示,在用该主体生产该嵌入件的过程中,优选地使用两个连接件接件25将每个互补部分或嵌入件27连接至该包覆结构的主体部。更优选地,连接件25具有两个端部,一个与主体邻接,另一个与嵌入件邻接。然而,作为变型,可以获得具有多于两个端部的连接件,例如具有3个端部的y形连接件或具有四个端部的h形连接部。根据另一种变型,如果连接件是i的形式并且因此将被简化为沿主体和嵌入件纵向布置的线,则还可以考虑在一端处的连接件,在此处嵌入。
54.在图2所示实施例中,主体部21的外围处形成凹部24并且其结构能够容纳或插入全部或部分连接件25。应当理解,优选地,在包覆结构20中存在与附连桥接部数量一样多的凹部24。该凹部可以是凹口,具有与连接件的形状互补的形状或至少具有这样的形状,使得当嵌入件27组装到主体部21以覆盖凹槽22时,连接件25可以成为一体,优选地自由地,在主体部21中对应。
55.作为变型,出于相同目的,凹部24可以在嵌入件27的外围处制成,或者甚至部分地在主体部21的外围处并且部分地在嵌入件27的外围处制成。
56.在一个实施例中,本发明的方法还包括将连接件25从嵌入件27和/或从包覆结构的主体部21拆下的步骤。事实上,为了能够组装嵌入件27和主体部21,可以设想几种情况。
57.在第一种情况下,主体部21可以从连接件25拆下,例如通过切断与主体部21相邻的该桥的一个或多个端部。在该第一种情况下,由于主体部21包括允许精确承受连接件25的凹部24的事实,有利地不必进一步将连接件25与嵌入件27分开。保持连接到嵌入件27。如图2所示,每个连接件25的一个端部被切断。在这种情况下是与主体部21相邻的端部,从而可以按照图中箭头f所示方向抵靠主体部21安放嵌入件27,以实现嵌入件与主体部21的组装。为此,凹部24将优选地与连接至嵌入件27的连接件25对应设置。
58.在第二种情况下,嵌入件27可以从连接件25上拆下,例如通过切断与嵌入件27相邻的该桥的一个或多个端部。在该第二种情况下,可以在主体部21中靠近连接件25的位置提供凹槽24。因此,后者可以折叠到这些凹槽24中,特别是在随后的方向盘套套操作期间。如果需要,每个连接件还可以设置有促进其折叠的颈缩或弱化线,以便抵靠其在包覆结构的主体部的外围处通常相应地形成的凹部折叠。
59.在第三种情况下,嵌入件27和主体部21都可以从连接件25上拆下。该操作通常需要两个切片以获得每个连接件25的完全拆下。优选地,这些连接件将被丢弃,但是如果为了这个目的而在包覆结构中设置了凹部24,则仍然可以将其插入到凹部24中。
60.在第四种情况下,进一步注意到嵌入件27和主体部21不能从连接件25上拆下。在这种情况下,后者将以这样的方式布置:一方面,嵌入件可以在其与主体部21组装期间折叠或折叠在主体部21上,另一方面,在该组装位置,每个连接件25可以至少部分地容纳在相应制成的凹槽24中。因此,可以存在这样的实施例,其中连接件部25例如根据包括抵靠包覆结构的主体部21折叠或折叠嵌入件27的运动而插入到凹部24中。
61.在一个实施例中,所述连接件25用于铰接包覆结构的主体部21和嵌入件27;所述方向盘制造方法包括通过折叠用作铰链的连接件25,将嵌入件27嵌入到凹槽22中。
62.这些情形中的每一个都使得获得嵌入件27与主体部21的组件成为可能,使得嵌入
件的表面位于主体的表面的延伸部中。这同样适用于连接件25的表面相对于主体部21的表面,因为在这些情况中的每一种情况下,连接件都可以插入为此目的而设置的凹部24中。因此,主体部的表面、嵌入件的表面以及在适当情况下连接连接件的表面可以有利地彼此连续,使得在这样的组装之后包覆结构20具有平坦的或均匀的表面,其隐藏了凹槽22,而不会在护套上留下任何变形,一旦执行了对方向盘进行护套的后续操作。
63.特别地,当主体部21和嵌入件27没有从连接件25上拆下时,将提到凹部24将优选地制造成与连接连接件成一直线,以便它可以容易地在那里使用。在组装时插入嵌入件与套管主体。
64.优选地,凹槽22设置在包覆结构的主体部21中。然而,所述凹槽22可以设置在嵌入件27中,或者部分设置在包覆结构的主体部21中且部分设置在嵌入件27中。为此,将提到凹槽可以至少部分地设置在嵌入件27中。
65.在一个实施例中,嵌入件27至少部分地插入到凹槽22。根据优选实施例,嵌入件和主体的组装通过装配在一起和/或通过胶合来实现。为此,包覆结构的主体部和嵌入件也可以构造成组装在一起。例如,嵌入件27可具有至少部分地与凹槽22互补的形状。作为变型,主体部21可包括盲孔23(如图1、2和4所示),用于容纳在相应轴颈或与嵌入件27上的其他突出部28中(如图4所示)。盲孔23可以形成在主体部21上用于承受嵌入件的承受表面中,通常靠近凹槽22,如图4所示。然而,这些盲孔也可以在嵌入件中制造,然后销可以形成包覆结构的主体部的一部分。当然,其他互锁装置可以优选用于将嵌入件与主体组装。这种互补、匹配的形状助于嵌入件的定位并保证不同部件之间更好的对接。
66.优选地,凹槽22在包覆结构的模制成型期间,即在发泡操作期间获得。有利地,因此可以在不需要后续操作的情况下获得该凹槽,该后续操作旨在例如铣削包覆结构20的一部分以在其中形成凹槽。更优选地并且出于相同的原因,同样适用于凹槽24。
67.本发明的方法还可包括旨在在将嵌入件与包覆结构的主体部组装之前将至少一个构件32放置在凹槽22中的步骤。优选地,该构件32是电气构件,通常是一根或多根导体或电线。
68.还将提到的是,在一个实施例中,方向盘1优选地包括多个嵌入件27。
69.本发明的方法可以进一步包括在将构件32布置在凹槽22中并且已经进行嵌入件27与主体部21的组装之后包覆方向盘1,特别是包覆结构20的步骤。更准确地说,该包覆步骤旨在借助护套41(图4)包覆所获得的包覆结构或其一部分。该护套通常围绕包覆结构20拉伸布置,即围绕嵌入件27与主体部21的组件或围绕该组件的一部分。这种护套41通常由柔性材料制成,例如皮革。
70.在另一个实施例中,护套41的护套步骤之前可以是另一元件的护套,例如加热元件或存在传感器。在凹槽和外护套之间存在这样的元件可以掩盖在嵌入件和凹槽之间的接合处可能残留的任何缺陷。
71.在第二方面,本发明还涉及通过实施第一方面的方法获得的方向盘1,更准确地说,通过该方法的任何一个实施例或这些实施例的任何一个可能的组合。优选地,本发明所述方向盘1包括骨架10和包覆结构20,所述包覆结构20包括包覆骨架10的模制成型主体部21和至少一个嵌入件27。本发明所述方向盘1的特征在于,所述嵌入件27与包覆结构20的主体部21一体成型。
72.在第三方面,本发明涉及一种车辆,特别是机动车辆,包括根据本发明的第二方面的方向盘1。
73.在最后一个方面,本发明还涉及一种用于实施根据该方法的任一实施例或根据这些实施例的任一可能组合的方法的注塑模具。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。