1.本实用新型涉及防水卷材生产领域,尤其涉及一种防水卷材胎基圆网烘干固化装置。
背景技术:
2.防水卷材主要是用于建筑墙体、屋面以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲呈卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用。防水卷材胎基在使用之前需要进行烘干,现有设计是采用燃烧煤加热锅炉中的蒸汽来进行烘干,由于胎基布的移动速度较快,这种烘干方式的烘干效果较差。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种烘干效果良好的防水卷材胎基圆网烘干固化装置。
4.为解决上述技术问题,本实用新型的技术方案是:防水卷材胎基圆网烘干固化装置,包括高温风箱和烘干室,所述烘干室的顶端设置有与所述高温风箱的出风口连接的高温进风口,所述烘干室内水平布置有多个烘干圆网,所述烘干室的一端设置有利于防水卷材胎基进入至所述烘干室内的胎基进料口,所述烘干室的另一端设置有利于防水卷材胎基由所述烘干室内排出的胎基出料口,防水卷材胎基由所述胎基进料口进入后、依次正反交替缠绕各所述烘干圆网后由所述胎基出料口排出;
5.所述烘干圆网包括烘干筒体,所述烘干筒体的内部设置有筒体空腔,所述烘干筒体的表面布置有若干与所述筒体空腔连通的筒体通风孔,所述烘干筒体的一端固定安装有用于将所述筒体空腔一端封闭的驱动轴安装板,所述驱动轴安装板的外端中心固定安装有筒体驱动轴,所述筒体驱动轴上安装有与驱动电机传动连接的驱动链轮;所述烘干筒体的另一端固定安装有抽风管安装板,所述抽风管安装板的中心设置有与所述筒体空腔连通的筒体出风口,所述筒体出风口外对应安装有高压抽风轴,所述高压抽风轴为中空轴,所述高压抽风轴通过法兰固定在所述抽风管安装板上,所述高压抽风轴外还转动连接有高压抽风管,所述高压抽风管伸出所述烘干室外且连接有抽风机,所述筒体驱动轴与所述高压抽风轴上还分别安装有轴承支座,所述轴承支座固定在圆网架体上。
6.作为优选的技术方案,所述胎基进料口与胎基出料口处分别设置有承托辊,所述承托辊固定在所述烘干室的外壁上。
7.作为优选的技术方案,所述高压抽风轴与所述高压抽风管之间通过轴承转动连接。
8.作为优选的技术方案,所述烘干圆网的直径为1400mm
‑
2600mm。
9.由于采用了上述技术方案,本实用新型的有益效果是:烘干作业时,所述抽风机工作,将所述烘干室内的气体向外排出,此时所述烘干室内的高温风会通过所述筒体通风孔
进入至所述筒体空腔内,然后再由所述筒体出风口、所述高压抽风轴进入至所述高压抽风管,最后经过所述抽风机排出;所述抽风机抽气过程中,会使得所述烘干圆网的内部形成一个负压真空条件,这样在所述烘干圆网表面的防水卷材胎基会在负压作用下贴服在所述烘干圆网表面,当高温风经过防水卷材胎基表面进入至所述烘干圆网内部时,会对防水卷材胎基进行烘干,将防水卷材胎基表面的水分携带走,水分被排出至所述烘干室外;
10.(1)当防水卷材胎基经过第一个所述烘干圆网时,高温风是从防水卷材胎基的上表面进入至所述烘干圆网内的,而当防水卷材不断向后运动经过第二个所述烘干圆网时,高温风是从防水卷材胎基的下表面进入至所述烘干圆网的,由此可知,防水卷材胎基是依次正反交替烘干,且由于烘干圆网是成对设计的,因此正反烘干的次数相等,本实用新型通过此种正反交替烘干方式,避免防水卷材胎基由于单面烘干而造成的烘干不均匀的现象;
11.(2)防水卷材胎基在负压作用下贴服在所述烘干圆网表面时,所述驱动电机带动各所述烘干圆网转动,使得贴服在所述烘干圆网上的防水卷材胎基跟随所述烘干圆网运动,即带动防水卷材胎基逐渐向所述胎基出料口方向运动,实现防水卷材胎基的水平输送效果,实现边输送边烘干的目的;此外,由于防水卷材胎基是在负压作用下贴服在所述烘干圆网表面的,防水卷材胎基与所述烘干圆网之间是浮动接触关系,因此所述烘干圆网转动时,不对防水卷材胎基表面进行拉扯,可实现无张力输送、烘干;
12.(3)本实用新型结构简单、设计合理,通过设置烘干圆网实现了无张力输送与烘干,并且采用高温风进行烘干,不仅烘干效果良好且不会对防水卷材胎基造成损害,具有市场推广价值。
附图说明
13.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
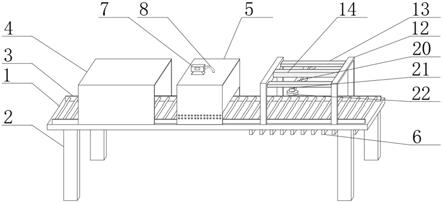
14.图1是本实用新型实施例的结构示意图;
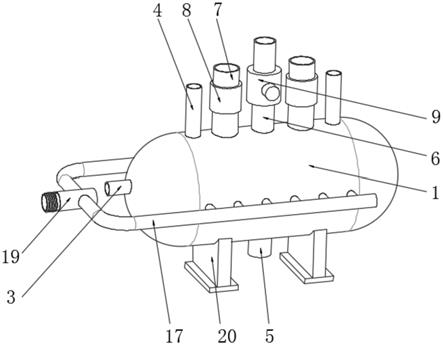
15.图2是本实用新型实施例烘干室外部示意图;
16.图3是本实用新型实施例烘干圆网的结构示意图;
17.图4是本实用新型实施例烘干圆网的结构原理图;
18.图中:1
‑
烘干室;2
‑
防水卷材胎基;3
‑
高温进风口;4
‑
烘干圆网;41
‑
烘干筒体;42
‑
筒体空腔;43
‑
筒体通风孔;44
‑
驱动轴安装板;45
‑
筒体驱动轴;46
‑
驱动链轮;47
‑
抽风管安装板;48
‑
筒体出风口;49
‑
高压抽风轴;410
‑
高压抽风管;411
‑
抽风机;412
‑
轴承支座;413
‑
圆网架体;415
‑
承托辊;416
‑
轴承;5
‑
胎基出料口;6
‑
胎基进料口。
具体实施方式
19.下面结合附图和实施例,进一步阐述本实用新型。在下面的详细描述中,只通过说明的方式描述了本实用新型的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
20.如图1和图2所示,防水卷材胎基圆网烘干固化装置,包括高温风箱和烘干室1,所
述高温风箱未在图中示出,所述高温风箱内产生的高温风通入至所述烘干室1内,用于为经过所述烘干室1内的防水卷材胎基2烘干,所述高温风箱为现有技术,在此不再赘述;所述烘干室1为箱式厂房结构,进入至所述烘干室1的防水卷材胎基2被高温风烘干。
21.如图1和图2所示,所述烘干室1的顶端设置有与所述高温风箱的出风口连接的高温进风口3,所述烘干室1内水平布置有多个烘干圆网4,所述烘干室1的一端设置有利于防水卷材胎基进入至所述烘干室1内的胎基进料口6,所述烘干室1的另一端设置有利于防水卷材胎基由所述烘干室1内排出的胎基出料口5,防水卷材胎基由所述胎基进料口6进入后、依次正反交替缠绕各所述烘干圆网4后由所述胎基出料口5排出。
22.参见图3和图4,所述烘干圆网4包括烘干筒体41,所述烘干筒体41的厚度为3mm,且为不锈钢板制作,所述烘干筒体41的内部设置有筒体空腔42,所述烘干筒体41的表面布置有若干与所述筒体空腔42连通的筒体通风孔43,使得透气率达50%,所述烘干筒体41的一端固定安装有用于将所述筒体空腔42一端封闭的驱动轴安装板44,所述驱动轴安装板44的外端中心固定安装有筒体驱动轴45,所述筒体驱动轴45上安装有与驱动电机传动连接的驱动链轮46;所述烘干筒体41的另一端固定安装有抽风管安装板47,所述抽风管安装板47的中心设置有与所述筒体空腔42连通的筒体出风口48,所述筒体出风口48外对应安装有高压抽风轴49,所述高压抽风轴49为中空轴,所述高压抽风轴49通过法兰固定在所述抽风管安装板47上,所述高压抽风轴49外还转动连接有高压抽风管410,所述高压抽风管410伸出所述烘干室1外且连接有抽风机411,所述筒体驱动轴45与所述高压抽风轴49上还分别安装有轴承支座412,所述轴承支座412固定在圆网架体413上,所述圆网架体413安装在所述烘干室1内,所述圆网架体413作为所述烘干圆网4的支撑架体,所述筒体驱动轴45与所述高压抽风轴49通过所述轴承支座412转动安装在所述支撑架体上。
23.在本实施例中,设置有四个烘干圆网4且水平排列,依次正反交替烘干。当然所述烘干圆网4的数量可以为两个、四个、六个、八个等成对设计,设计时根据实际需要选用具体数量,属于本领域普通工程技术人员所公知的,在此不再赘述。各所述烘干圆网4的结构相同,且每个所述烘干圆网4配备有一个抽风机411,且各抽风机411均设置在所述烘干室1外,参见图2。各所述抽风机411独立控制,可根据工艺需要调整风量,实现节能效果。
24.各所述烘干圆网4之间的驱动链轮46通过链条传动连接,其中一所述筒体驱动轴45与驱动电机连接,当所述驱动电机带动一所述筒体驱动轴45转动时,各所述烘干圆网4同步转动。所述驱动电机设置在所述烘干室1的外部,避免由于高温使得使用寿命缩短。
25.所述烘干室1的外壁上还设置有可开启的观察门,当设备出现故障后,维修人员可以通过开启所述观察门进入至所述烘干室1内,维修完成或设备运行时,将观察门关闭,使得所述烘干室1内保持密封状态,用于为所述烘干室1内提供负压环境。
26.所述胎基进料口6与胎基出料口5处分别设置有承托辊415,所述承托辊415固定在所述烘干室1的外壁上。所述承托辊415是用于防止防水卷材胎基2经过所述胎基进料口6、胎基出料口5处与所述烘干室1表面接触发生刮蹭,影响到防水卷材胎基的质量。
27.所述高压抽风轴49与所述高压抽风管410之间通过轴承416转动连接,所述轴承416的外圈固定在所述高压抽风轴49的内壁上,所述轴承416的内圈固定在所述高压抽风管410的外壁上。所述高压抽风管410通过支架固定安装,作业时不发生转动,但是所述高压抽风轴49是间接固定在所述烘干筒体41上的,当所述高压抽风轴49随着所述烘干筒体41转动
时,所述高压抽风管410不跟随转动。所述轴承416采用耐高温自润滑石墨轴承,无需保养,使用寿命长。
28.所述烘干圆网4的直径为1400mm
‑
2600mm,具体可以为1400mm、1900mm、2600mm。
29.本实用新型的工作原理为:
30.烘干作业前,将防水卷材胎基2由上一工序经过所述胎基进料口6引导进入所述烘干室1后,依次正反交替缠绕在各所述烘干圆网4表面,防水卷材胎基2与烘干圆网4之间缠绕方式参见图1和图2,最后由所述胎基出料口5排出;防水卷材胎基缠绕在所述烘干圆网4上时,应避免防水卷材胎基拉扯,且防水卷材胎基是非紧密缠绕在所述烘干圆网4上的,保证防水卷材胎基与所述烘干圆网4之间具有浮动间隙,即不工作时防水卷材胎基与所述烘干圆网4之间无张紧力;
31.烘干作业时,所述抽风机411工作,将所述烘干室1内的气体向外排出,此时所述烘干室1内的高温风会通过所述筒体通风孔43进入至所述筒体空腔42内,然后再由所述筒体出风口48、所述高压抽风轴49进入至所述高压抽风管410,最后经过所述抽风机411排出;所述抽风机411抽气过程中,会使得所述烘干圆网4的内部形成一个负压真空条件,这样在所述烘干圆网4表面的防水卷材胎基会在负压作用下贴服在所述烘干圆网4表面,当高温风经过防水卷材胎基表面进入至所述烘干圆网4内部时,会对防水卷材胎基进行烘干,将防水卷材胎基表面的水分携带走,水分被排出至所述烘干室1外;
32.参见图1,当防水卷材胎基经过第一个所述烘干圆网4时,高温风是从防水卷材胎基的上表面进入至所述烘干圆网4内的,而当防水卷材不断向后运动经过第二个所述烘干圆网4时,高温风是从防水卷材胎基的下表面进入至所述烘干圆网4的,由此可知,防水卷材胎基是依次正反交替烘干,且由于烘干圆网4是成对设计的,因此正反烘干的次数相等,本实用新型通过此种正反交替烘干方式,避免防水卷材胎基由于单面烘干而造成的烘干不均匀的现象;
33.防水卷材胎基在负压作用下贴服在所述烘干圆网4表面时,所述驱动电机带动各所述烘干圆网4转动,使得贴服在所述烘干圆网4上的防水卷材胎基跟随所述烘干圆网4运动,即带动防水卷材胎基逐渐向所述胎基出料口5方向运动,实现防水卷材胎基的水平输送效果,实现边输送边烘干的目的;此外,由于防水卷材胎基是在负压作用下贴服在所述烘干圆网4表面的,防水卷材胎基与所述烘干圆网4之间是浮动接触关系,因此所述烘干圆网4转动时,不对防水卷材胎基表面进行拉扯,可实现无张力输送、烘干。
34.以上显示和描述了本实用新型的基本原理、主要特征及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。