1.本技术属于空调系统技术领域,具体涉及一种导风板组件及变形度压紧装置和空调系统。
背景技术:
2.目前市场上的壁挂式分体机空调器出风口导风板结构,多为单层和双层导风板结构。
3.单层形式的导风板结构多用于中低档机型,单层导风板材质多选用abs材料,此种形式的导风板结构为确保导风板闭合后的外观效果,一般在导风板的左、中、右均设计有配合的装配支撑结构,确保导风板在发生轻微变形的情况也可以保证外观的美观性。
4.双层导风板多用在中高档机上,且双层导风板多采用驱动机构驱动导风板的运转,目前双层导风板存在两种形式,一种是左、中、右三处均有配合结构的双层导风板形式,此种形式的双层导风板其外层导风板和内层导风板导风板均采用普通的材料成型,一般外层导风板材质选择abs pc,内层导风板材质选择pc
‑
gf20,如此选材的目的一方面是确保导风板的外观效果,另一方面是内层选择使用玻纤材料,确保导风板组件的强度和刚度;另外一种是导风板组件只有左、右端设计配合结构,中间为确保风口的外观美观性不设计配合结构,此种形式的导风板为确保外观美观性,必须确保导风板组件整体的变形度,确保到风板组件闭合后整体的闭合缝隙,此种形式的内层导风板选材为pc
‑
gf20,外层导风板材质为铝型材,因外层导风板材质为铝型材,中间需要经过冲裁、折弯等多道工序,最后还要进行打磨喷涂处理,此种形式的导风板组件一方面生产效率较为低下,另一方面生产成本较高。
5.外层铝导风板生产工序繁琐,生产效率低,且成型后需要进行二次喷涂处理,生产成本高,且二次喷涂处理后与其他配合外观件之间存在明显的色差,影响空调器的整体外观美观性;铝质导风板料厚一般较薄,在受到外界冲击力时其外观面容易发生凹坑或鼓包变形,影响导风板组件整体外观效果,且铝质导风板较难保护,在运输过程中会出现刮碰其他配合结构的现象。
技术实现要素:
6.因此,本技术要解决的技术问题在于提供一种导风板组件及变形度压紧装置和空调系统,能够提高导风板的生产效率。
7.为了解决上述问题,本技术提供一种导风板组件,包括:
8.第一层导风板,由2
‑
2.5mm厚的尼龙加玻纤材料制成,其中,玻纤含量为45%
‑
58%;
9.第二层导风板,由1.8
‑
2mm厚的abs pc材料制成;
10.所述第一层导风板和所述第二层导风板按所述导风板组件的厚度方向上叠加设置。
11.可选地,所述第一层导风板的厚度为2.3mm。
12.可选地,所述第一层导风板的预留变形量为5
‑
10mm。
13.根据本技术的另一方面,提供了一种变形度压紧装置,用于第一层导风板的预变形处理,包括:
14.固定座、杠杆结构和压紧板,所述杠杆结构的支点设在所述固定座上;所述压紧板设在所述杠杆结构的一端上,所述压紧板抵接于所述第一层导风板的中部。
15.可选地,所述变形度压紧装置还包括有调节杆,所述调节杆活动地设在所述杠杆结构一端上,所述压紧板设在所述调节杆上。
16.可选地,所述调节杆包括螺杆和螺母,所述螺杆经所述螺母设在杠杆结构上。
17.可选地,所述变形度压紧装置还包括有支撑于所述第一层导风板端部下方的支撑结构。
18.可选地,所述支撑结构包括第一支撑部和第二支撑部,所述第一支撑部设为台阶状,设在所述第一层导风板的端头下方,所述第二支撑部设有支撑平面,所述支撑平面设在所述第一层导风板的端头与中部之间的下方。
19.根据本技术的另一方面,提供了一种空调系统,包括如上所述的导风板组件。
20.可选地,所述空调系统包括壳体,所述壳体上设有出风口,所述导风板组件经两个连接结构设在所述出风口上。
21.本技术提供的一种导风板组件,包括:第一层导风板,由2
‑
2.5mm厚的尼龙加玻纤材料制成,其中,玻纤含量为45%
‑
58%;第二层导风板,由1.8
‑
2mm厚的abs pc材料制成;所述第一层导风板和所述第二导风板按所述导风板组件的厚度方向上叠加设置。采用全塑材质的双层结构,可直接注塑成型,有效解决需二次喷涂带来的色差问题,生产效率高,成本低。
附图说明
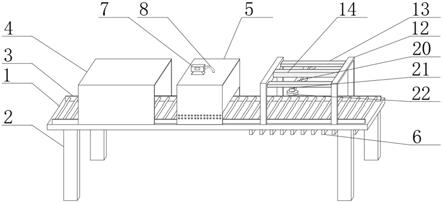
22.图1为本技术实施例的空调系统的结构示意图;
23.图2为本技术实施例的变形度压紧装置的结构示意图;
24.图3为本技术实施例的变形度压紧装置的工作状态示意图。
25.附图标记表示为:
26.1、壳体;11、出风口;2、导风板组件;21、第一层导风板;22、第二层导风板;3、连接结构;41、杠杆结构;42、固定座;43、螺杆;44、螺母;45、压紧板;46、第一支撑部;47、第二支撑部。
具体实施方式
27.结合参见图1至图3所示,根据本技术的实施例,一种导风板组件,包括:
28.第一层导风板21,由2
‑
2.5mm厚的尼龙加玻纤材料制成,其中,玻纤含量为45%
‑
58%;
29.第二层导风板22,由1.8
‑
2mm厚的abs pc材料制成;
30.所述第一层导风板21和所述第二层导风板22按所述导风板组件2的厚度方向上叠加设置。
31.采用两层结构形成导风板,其中第二层导风板22材质选用abs pc,确保导风板组
件2的外观效果,第一层导风板21选用高刚性的尼龙加玻纤材料lcpa
‑
gf55,其中第一层导风板21玻纤含量为45%
‑
58%,第二层导风板22、第一层导风板21均采用塑料材质。
32.本技术有效解决了上述传统铝质导风板组件2生产效率低下,生产成本高、色差等问题,同时第一层导风板21创新式选用玻纤含量为45%
‑
58%的尼龙材料,第二层导风板22、第一层导风板21组成的全塑料导风板组件2实现了中间无配合支撑结构的情况下完美配合。
33.在一些实施例中,第一层导风板21的厚度为2.3mm。以及,在具体制作中,第一层导风板21存在变形的问题,由于第一层导风板21采用含玻纤的尼龙材料,其注塑成型后零件的刚度较大,冷却后零件的变形度很难改变,为确保样件冷却后的变形度在要求的范围内,内层导风板设计时需要做预变性处理,预变形量在5mm至10mm之间。
34.为确保内层导风板冷却后的变形度在要求的范围内,针对内层导风板同步设计有变形度压紧装置,此压紧装置两端支撑内层导风板两端,内层导风板中间部分由可调节的压紧装置压紧,确保内层导风板变形度的均匀度。
35.根据本技术的另一方面,提供了一种变形度压紧装置,用于第一层导风板21的预变形处理,包括:
36.固定座42、杠杆结构41和压紧板45,所述杠杆结构41的支点设在所述固定座42上;所述压紧板45设在所述杠杆结构41的一端上,所述压紧板45抵接于所述第一层导风板21的中部。
37.杠杆结构41的运动,使得压紧板45对第一层导风板21进行压紧,操作简便,结构简单。
38.在一些实施例中,变形度压紧装置还包括有调节杆,所述调节杆活动地设在所述杠杆结构41一端上,所述压紧板45设在所述调节杆上。
39.通过调节杆作用来调控对第一层导风板21的压紧度,即压紧后第一层导风板21距离底部的距离可以调节,并不固定一个具体数值。
40.在一些实施例中,调节杆包括螺杆43和螺母44,所述螺杆43经所述螺母44设在杠杆结构41上。
41.通过调节螺母44,实现螺杆43的移动,达到调节的目的。
42.在一些实施例中,变形度压紧装置还包括有支撑于所述第一层导风板21端部下方的支撑结构。
43.为保证第一层导风板21的形变,在第一层导风板21的端部下方设置支撑结构,使第一层导风板21形成桥式结构,压紧板45作用于中部,作用力最小,效果最佳。
44.在一些实施例中,第一层导风板21的支撑结构包括第一支撑部46和第二支撑部47,所述第一支撑部46设为台阶状,设在所述第一层导风板21的端头下方,所述第二支撑部47设有支撑平面,所述支撑平面设在所述第一层导风板21的端头与中部之间的下方。
45.采用端头的台阶状第一支撑部46能防止形变过程中,出现晃动,起到限位作用;而通过调整第二支撑部47的位置,结合其上的平面结构,精准地调整变形的位置以及变形均匀度。
46.根据本技术的另一方面,提供了一种空调系统,包括如上所述的导风板组件2。
47.在一些实施例中,空调系统包括壳体1,所述壳体1上设有出风口11,所述导风板组
件2经两个连接结构3设在所述出风口11上。
48.导风板的中间部分没有与壳体1上存在配合的结构,只有在其两端上设置配合结构,稳定性好。
49.如图1
‑
3所示的空调导风结构,导风板的两端经配合结构与壳体1连接,中间部分同样无与其他零件的配合结构,导风板采用内外层的双层结构,其中第一层导风板21为内层导风板,第二层导风板22为外层导风板。
50.外层导风板的材质选用材料abs pc,确保导风板组件2的外观效果,内层导风板选用高刚性的尼龙加玻纤材料lcpa
‑
gf55,其中内层导风板玻纤含量为45%
‑
58%,优选为55%,外层、内层导风板均采用塑料材质。尤其是玻纤含量为55%的尼龙材料属于行业内首次应用在空调器出风口11导风板零件上。
51.外层导风板为料厚为1.8至2mm的abs pc材料,外层导风板两端头有较大的弧度,为确保外层导风板配合后的整体外观效果,外层导风板变形控制器在拱形变形范围内,考虑到实际存放等外界条件的影响,外层导风板可允许轻微的反翘变形,但反翘变形量控制在0.5mm内。
52.内层导风板料厚为2.3mm,因内层导风板采用含玻纤的尼龙材料,其注塑成型后零件的刚度较大,冷却后零件的变形度很难改变,为确保样件冷却后的变形度在要求的范围内,内层导风板设计时需要做预变性处理,预变形量在5mm
‑
10mm之间,预变形方向与实际内层导风板需要的变形度相反。
53.为确保内层导风板冷却后的变形度在要求的范围内,针对内层导风板同步设计有变形度压紧装置,此压紧装置两端头设计有支撑结构,中间部分可以同步压紧内层导风板,确保内层导风板变形度的均匀度。且本压紧装置压紧内层导风板的压紧度,即压紧后内层导风板距离底部的距离可以调节,但并不固定一个具体数值,可根据实际需求进行调节。
54.压紧装置采用普通的螺母44调节间距的方式,此时调节方式对于调节内层导风板的压紧度非常方便,即实际内层导风板需要多大的压紧度(压紧后内层导风板距离底部的距离)只需要上下调节螺母44位置即可,确保内层导风板的变形度在要求的范围内。同时,压紧装置两端头支撑结构为阶梯式分布的支撑结构,再往里是平齐式支撑结构,左、右两端的支撑结构相同,确保内层导风板左、右两端的变形均匀度。压紧装置中间部分包含有底座、操作手柄、压紧板45、螺杆43等结构,其中底座用于支撑整个压紧装置,操作手柄用来操作压紧装置中间部分压紧或松开内层导风板,在压紧装置上设计有压紧板45,压紧板45非金属材料,直接和内层导风板压紧接触,拧动螺母44可以使螺杆43上下移动,螺杆43往上走代表松开内层导风板,往下走说明压紧内层导风板。
55.本技术中,内层、外层导风板全部采用塑料材料注塑成型,在确保结构装配的情况下又可以确保整体外观效果,有效避免铝质导风板因二次处理工艺带来的色差问题。
56.本技术中,因内层、外层导风板组成的导风板组件2中间无其他配合支撑结构,空调器出风口11处导风板组件2中间部分的外观闭合缝隙及其重要,闭合缝隙需要控制在0.6mm内,确保空调器出风口11处整体的外观闭合效果,保证外观美观性。如上文所述,在确保外观闭合缝隙的情况下,材质为abs pc的外层导风板最好控制在拱形变形范围内,内层导风板材料选择的是高刚性材料(材料的拉伸强度达220mpa,弯曲模量大于14000),即导风板组件2整体的刚度情况直接由内层导风板的刚度来决定。因此,为确保整个导风板组件2
的刚度情况,内层导风板变形度只能控制在反翘变形1mm至3.5mm之间,且内层导风板变形不能出现拱形变形。
57.本领域的技术人员容易理解的是,在不冲突的前提下,上述各实施方式可以自由地组合、叠加。
58.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。以上所述仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本技术的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。