一种冷却芯的装配工艺
【技术领域】
1.本发明涉及换热设备领域,特别涉及一种冷却芯的装配工艺。
背景技术:
2.冷却器是换热设备的一类,用以冷却流体。冷却器主要可以分为列管式冷却器、板式冷却器和风冷式冷却器,其中,列管式冷却器目前仍居于重要位置。散热片是列管式冷却器的重要器件,散热片不仅能够增加散热面积,而且能够对散热管起到支撑作用,并使各散热管之间保持所需的间距。在冷却器生产中,需要将散热片与散热管装配在一起形成冷却芯;但是,现有的散热片都采用在片体上挖孔,在将散热管装配到散热片上时,挖孔位置容易开裂损坏,散热管装配后牢固性差,且散热片与散热片之间的间距不好把控。有鉴于此,本发明人针对现有技术中的上述缺陷深入研究,遂有本案产生。
技术实现要素:
3.本发明要解决的技术问题,在于提供一种冷却芯的装配工艺,解决现有散热管与散热片装配后牢固性差,且散热片与散热片之间间距不好把控的问题,能够使散热管与散热片装配后牢固结合在一起,并且能够很好地把控散热片与散热片之间的间距。
4.本发明是这样实现的:一种冷却芯的装配工艺,包括如下步骤:
5.①
预制出若干片散热片和若干根换热管;其中,所述散热片上通过冲压形成若干个散热管穿孔,且每所述散热管穿孔均具有翻边;
6.②
将若干片所述散热片整齐排列在一起,使各所述散热片上的散热管穿孔对齐,所述散热片与散热片之间通过所述翻边保持间距;
7.③
将所述换热管插入到各所述散热片上对齐的散热管穿孔中,使换热管将各所述散热片串起来;
8.④
从所述换热管的一端插入牵引杆或者牵引绳,并使所述牵引杆或者牵引绳从所述换热管的另一端伸出;所述牵引杆或者牵引绳的一端与牵引装置相连接,牵引杆或者牵引绳的另一端连接牵引珠;
9.⑤
通过所述牵引装置将牵引杆或者牵引绳往外拉出,所述牵引珠在通过所述换热管时将换热管的管壁向外撑开,使换热管与散热片连接在一起。
10.进一步的,所述牵引珠的外径大于所述换热管的内径,且所述牵引珠的外径小于所述换热管的外径。
11.进一步的,所述换热管的外径等于所述散热管穿孔的孔径。
12.进一步的,所述牵引珠的中心位置开设有螺栓穿孔;所述牵引杆或者牵引绳的另一端具有牵引珠连接部,所述牵引珠连接部上设置有螺纹孔;通过螺栓将所述牵引珠与牵引珠连接部锁固连接在一起。
13.进一步的,所述螺栓上套设有调节套筒,所述调节套筒的外径小于所述换热管的内径。
14.进一步的,各所述散热管穿孔的翻边的高度相等,每所述散热片上的翻边均位于散热片的同一个表面上;在排列所述散热片时,使各所述散热片统一朝向。
15.进一步的,所述散热片上沿着长度方向分布有若干排所述散热管穿孔,且相邻的两排所述散热管穿孔相互错开设置。
16.进一步的,所述散热片为铝片或者不锈钢片。
17.通过采用本发明的技术方案后,至少具有如下有益效果:
18.1、通过对传统的生产工艺进行改进,在将换热管装配到散热片上时,利用牵引装置拉动牵引珠从换热管的内部穿过,使换热管在牵引珠的挤压力作用下向外胀开,从而使换热管与散热片牢固地结合在一起,确保换热管与散热片之间不会松动,能够提升整个冷却芯的装配质量和后续的使用寿命。
19.2、在制备散热片时,采用冲压的方式直接在散热片上形成散热管穿孔和翻边,翻边能够增大与换热管的接触面积,且翻边的边缘位置不与换热管接触,能够保证在将换热管装配到散热管穿孔上以及在牵引装置拉动牵引珠穿过换热管的内部时,散热管穿孔不会出现开裂、损坏的情况,进而可以减少装配时更换损坏的散热片所带来的麻烦和保障生产出的冷却芯质量。
20.3、通过冲压方式直接形成翻边,能够很好地控制翻边的高度,装配时可以利用翻边来使散热片与散热片之间保持固定的间距。
21.4、使用螺栓将牵引珠与牵引珠连接部锁固连接在一起,不仅能够保证连接时的牢固性,而且能够方便装配前的安装和装配后的拆卸。
【附图说明】
22.下面参照附图结合实施例对本发明作进一步的说明。
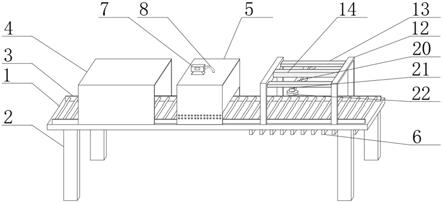
23.图1是本发明装配过程中在牵引装置拉动牵引珠进入换热管前的结构示意图;
24.图2是本发明装配过程中在牵引装置拉动牵引珠进入换热管时的结构示意图;
25.图3是本发明装配过程中在牵引装置拉动牵引珠离开换热管时的结构示意图;
26.图4是本发明中散热片的结构示意图;
27.图5是图4中沿着a
‑
a方向的剖视图;
28.图6是本发明中牵引珠的端部结构示意图。
29.附图标记说明:
[0030]1‑
散热片,11
‑
散热管穿孔,12
‑
翻边,13
‑
加强部,2
‑
换热管,3
‑
牵引杆,4
‑
牵引装置,5
‑
牵引珠,51
‑
螺栓穿孔,52
‑
贴合平面,6
‑
牵引珠连接部,7
‑
螺栓,71
‑
调节套筒,8
‑
工艺孔,81
‑
翻片,9
‑
扰流部,91
‑
凸起部,92
‑
凹陷部,10
‑
外框架。
【具体实施方式】
[0031]
为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
[0032]
请参阅图1至图6所示,本发明一种冷却芯的装配工艺,包括如下步骤:
[0033]
①
预制出若干片散热片1和若干根换热管2;其中,所述散热片1上通过冲压形成若干个散热管穿孔11,且每所述散热管穿孔11均具有翻边12;
[0034]
②
将若干片所述散热片1整齐排列在一起,使各所述散热片1上的散热管穿孔11对齐,以便于通过换热管2将各所述散热片1串起来,所述散热片1与散热片1之间通过所述翻边12保持间距,以便于换热时介质(如空气等)的通过;在具体实施时,需要将各所述散热片1整齐排列并安装到外框架10内;
[0035]
③
将所述换热管2插入到各所述散热片1上对齐的散热管穿孔11中,使换热管2将各所述散热片1串起来;
[0036]
④
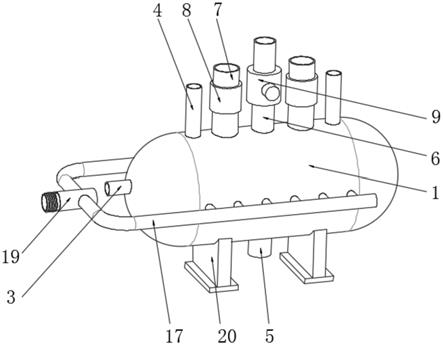
从所述换热管2的一端插入牵引杆3或者牵引绳(未图示),并使所述牵引杆3或者牵引绳从所述换热管2的另一端伸出;所述牵引杆3或者牵引绳的一端与牵引装置4相连接,牵引杆3或者牵引绳的另一端连接牵引珠5;
[0037]
⑤
通过所述牵引装置4将牵引杆3或者牵引绳往外拉出,所述牵引珠5在通过所述换热管2时将换热管2的管壁向外撑开,使换热管2与散热片1连接在一起,即可制得冷却芯。
[0038]
本发明通过对传统的生产工艺进行改进,在将换热管2装配到散热片1上时,利用牵引装置4拉动牵引珠5从换热管2的内部穿过,使换热管2在牵引珠5的挤压力作用下向外胀开,从而使换热管2与散热片1牢固地结合在一起,确保换热管2与散热片1之间不会松动,能够提升整个冷却芯的装配质量和后续的使用寿命。在制备散热片1时,采用冲压的方式直接在散热片1上形成散热管穿孔11和翻边12,翻边12能够增大与换热管2的接触面积,且翻边12的边缘位置不与换热管2接触,能够保证在将换热管2装配到散热管穿孔11上以及在牵引装置4拉动牵引珠5穿过换热管2的内部时,散热管穿孔11不会出现开裂、损坏的情况,进而可以减少装配时更换损坏的散热片1所带来的麻烦和保障生产出的冷却芯质量。同时,通过冲压方式直接形成翻边12,能够很好地控制翻边12的高度,装配时可以利用翻边12来使散热片1与散热片1之间保持固定的间距。
[0039]
优选地,所述牵引珠5的外径大于所述换热管2的内径,且所述牵引珠5的外径小于所述换热管2的外径。其中,牵引珠5的外径大于换热管2的内径,保证牵引珠5在穿过换热管2内部时,能够将换热管2的管壁向外撑开,使换热管2与散热片1牢固地结合在一起;牵引珠5的外径小于换热管2的外径,保证牵引珠5能够更好地进入和穿过换热管2的内部,并保证不会将换热管2撑破。
[0040]
优选地,所述换热管2的外径等于所述散热管穿孔11的孔径。通过设置换热管2的外径等于散热管穿孔11的孔径,使得在将换热管2穿过散热管穿孔11时,散热管穿孔11的内壁面与换热管2的外表面会紧密贴合在一起,这样在牵引装置4拉动牵引珠5穿过换热管2的内部将换热管2的管壁向外撑开时,换热管2就能够与散热片1牢固地结合在一起,保证换热管2与散热片1之间不会松动。
[0041]
优选地,所述牵引珠5的中心位置开设有螺栓穿孔51;所述牵引杆3或者牵引绳的另一端具有牵引珠连接部6,所述牵引珠连接部6上设置有螺纹孔(未图示);通过螺栓7将所述牵引珠5与牵引珠连接部6锁固连接在一起。通过使用螺栓7将牵引珠5与牵引珠连接部6锁固连接在一起,不仅能够保证连接时的牢固性,而且能够方便装配前的安装和装配后的拆卸。
[0042]
优选地,所述螺栓7上套设有调节套筒71,所述调节套筒71的外径小于所述换热管2的内径。当牵引珠5与牵引珠连接部6之间存在有间距时,可以通过调节套筒71来填充牵引珠5与牵引珠连接部6之间的间距,实现对牵引珠5进行限位,保证牵引珠5不会在螺栓7的螺
杆上窜动。
[0043]
优选地,所述牵引珠5采用不锈钢钢珠,以保证牵引珠5能够将换热管2向外撑开;同时,所述牵引珠5的两端形成有贴合平面52,这样在安装后,牵引珠5的两端可以分别与螺栓7的头部和调节套筒71的端部贴在一起。
[0044]
优选地,所述牵引珠5的外径由中间向两端逐渐缩小,从而方便牵引时牵引珠5的前端更好地进入至换热管2内以及牵引珠5的后端更好地离开换热管2。
[0045]
优选地,各所述散热管穿孔11的翻边12的高度相等,每所述散热片1上的翻边12均位于散热片1的同一个表面上;在排列所述散热片1时,使各所述散热片1统一朝向,从而使相邻的两片所述散热片1之间都能够保持间距,方便换热时介质(如空气等)的通过。
[0046]
优选地,所述散热片1上沿着长度方向分布有若干排所述散热管穿孔11,且相邻的两排所述散热管穿孔11相互错开设置,使散热管穿孔11在散热片1上的分布更加均匀,保证换热效果更好。
[0047]
优选地,在每所述散热片1上,同一排上的相邻两个所述散热管穿孔11之间均设置有工艺孔8。由于散热片1的尺寸比较大,散热管穿孔11需要分多次进行冲压,而在冲压的过程中冲压位置具有向外的挤压力,因此与冲压位置相邻的散热管穿孔11在向外挤压力的作用下容易变形,进而会影响到换热管2的安装;通过在同一排上的相邻两个散热管穿孔11之间设置工艺孔8,能够使冲压位置产生的挤压力几乎不会影响到散热管穿孔11,进而保证散热管穿孔11不会变形。所述工艺孔8具有翻片81,所述翻片81与所述翻边12位于所述散热片1的同一个表面上,且所述翻片81的高度小于等于翻边12的高度,保证不会影响到翻边12对两个换热管2之间间距的控制。所述工艺孔8和翻片81也可以采用冲压直接形成,且由于工艺孔8只是起到缓冲的作用,因此工艺孔8的尺寸比较小。
[0048]
在预制所述散热片1时,所述工艺孔8需要在冲压所述散热管穿孔11之前先冲压出来,以使得在冲压所述散热管穿孔11时,可以利用工艺孔8进行缓冲,保证散热管穿孔11不会受挤压变形。
[0049]
优选地,在每所述散热片1上,相邻的两排所述散热管穿孔11之间均设置有至少一排扰流部9,以利用扰流部9对通过的介质起到干扰的效果。
[0050]
优选地,相邻的两排所述散热管穿孔11之间设置有两排所述扰流部9,且每一排所述扰流部9均与相邻的一排所述散热管穿孔11相互错开设置,从而起到更好的干扰作用,实现更好的换热效果。
[0051]
优选地,所述扰流部9为设于所述散热片1的一表面上的凸起部91,介质在凸起部91的阻挡下会向周围扩散,所述散热片1的另一表面上在对应所述凸起部91的位置为凹陷部92,在具体实施时,可以通过压力机将散热片1的另一表面向下压,从而在散热片1的一表面上形成凸起部91,在散热片1的另一表面上形成凹陷部92;所述凸起部91与所述翻边12位于所述散热片1的同一个表面上,且所述凸起部91的高度小于翻边12的高度,保证不会影响到翻边12对两个换热管2之间间距的控制。
[0052]
优选地,所述散热片1为铝片或者不锈钢片,所述散热片1的两侧边缘设置有加强部13,以提高散热片1的边缘位置的强度。
[0053]
在本发明的一较佳实施例中,所述散热片1为铝片,如采用铝片3003(o)。在散热片1采用铝片时,所述散热片1的厚度为0.20mm;所述散热管穿孔11的直径为18.28
‑
18.32mm,
优选为18.30mm;所述翻边12的高度为2.0mm;为了对散热片1起到保护的作用,所述散热片1的表面喷涂有酚醛涂层,涂层的厚度为7
‑
9μm。
[0054]
在本发明的另一较佳实施例中,所述散热片1为不锈钢片,如采用不锈钢s30480(m)。在散热片1采用不锈钢片时,所述散热片1的厚度为0.12mm;所述散热管穿孔11的直径为18.28
‑
18.32mm,优选为18.30mm;所述翻边12的高度为2.2mm。
[0055]
优选地,当采用牵引杆3时,所述牵引装置4可以采用牵引小车;当采用牵引绳时,所述牵引装置4可以采用钢丝绳牵引机。
[0056]
虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。