1.本发明涉及钢绞线张拉领域,具体涉及一种用于调节钢绞线张紧度的液压夹持装置及其使用方法。
背景技术:
2.在跨度较大的公路、桥梁等施工建设工程中,作为拉索的钢绞线均需要在安装时采用第一千斤顶进行预应力张拉,使得其产生一定的形变,能承受钢构件本身所受到的荷载,增加钢构件的使用耐久性。随着科技的发展,市场上使用新型公路桥梁钢绞线张拉用第一千斤顶来进行拉索的钢绞线进行预应力张拉处理。
3.在穿梭钢绞线的时候,现有工艺中通常是利用钢绞线穿梭机或者钢绞线牵引头将若干根钢绞线依次穿梭安装到预制梁的预设安装位置,对于若干根钢绞线依次穿梭安装到预制梁的预设安装位置的这种钢绞线安装方式,会出现在后穿梭的钢绞线受到的摩擦力会越来越高,从而导致部分钢绞线穿梭到预制梁的预安装位置后发生钢绞线的弯曲从而导致在后安装的钢绞线和在前穿梭的钢绞线穿梭长度差值过大,若干根钢绞线穿梭长度差异过大会导致若干根钢绞线钢绞线被张紧的程度不一样,若干根钢绞线中穿梭长度较短的钢绞线在张拉后会存在受力过高而导致的张拉过度从而导致若干根钢绞线之间受力不均匀,在受到外力作用后,若干根钢绞线中被过度张拉的钢绞线更容易断裂,这就会导致预制梁桥梁整体承载能力达不到设计标准导致预制梁断裂的技术问题。
技术实现要素:
4.针对现有技术的不足,本发明提供一种能够对多根钢绞线的穿梭长度进行调整的用于调节钢绞线张紧度的液压夹持装置及其使用方法,用于克服现有技术中缺陷。
5.本发明采用的技术方案为:一种用于调节钢绞线张紧度的液压夹持装置,包括安装架,安装架的一端设置有第一多孔圆锚,安装架的另一端上设置有第一千斤顶,所述的第一千斤顶和第一多孔圆锚之间的安装架上设置有第二千斤顶,第二千斤顶的输出端上设置有第二多孔圆锚,所述的第一千斤顶包括第一千斤顶缸体,第一千斤顶缸体上设置有缸体进油管和缸体回油管,第一千斤顶缸体内设置有第一液压驱动单元,缸体进油管和缸体回油管均分别与所述的第一液压驱动单元相连通,所述的第一液压驱动单元上设置有第三多孔圆锚,第三多孔圆锚的锚孔上设置有单孔锚,单孔锚和所述的第一液压驱动单元的输出端相连接,第一多孔圆锚锚孔的数量、第二多孔圆锚锚孔的数量、单孔锚的数量和所述的第一液压驱动单元的数量均分别与第三多孔圆锚锚孔的数量相应。
6.优选的,所述的第一多孔圆锚锚孔上、第二多孔圆锚锚孔上、单孔锚上均分别设置有工具夹片组,所述的工具夹片组包括至少两个工具夹片,第一多孔圆锚朝向第二千斤顶的一侧、第二多孔圆锚朝向所述的第一千斤顶的一侧以及第三多孔圆锚远离所述的第一千斤顶的一侧均分别设置有夹片复位装置,第一千斤顶缸体上设置有第二液压驱动单元,所述的第二液压驱动单元同与第三多孔圆锚临近所述的夹片复位装置传动连接。
7.优选的,所述的第一液压驱动单元和所述的第二液压驱动单元包括活塞驱动管,第一千斤顶缸体上设置有驱动管安装槽,活塞驱动管位于驱动管安装槽内,活塞驱动管上开设有回油槽和进油槽,回油槽上套装有回油槽盖,进油槽上套装有进油槽盖,回油槽盖和进油槽盖均固定安装在驱动管安装槽内,回油槽和进油槽之间的活塞驱动管上套装有第一密封圈,回油槽和缸体回油管相连通,进油槽和缸体进油管相连通。
8.优选的,所述的夹片复位装置包括压板,压板上活动套装有限位管,限位管上设置有复位弹簧,限位管的数量以及复位弹簧的数量均分别与第三多孔圆锚上安装的所述的工具夹片组数量相应,限位管远离压板的一端和所述的工具夹片组相连接,第一多孔圆锚同与第一多孔圆锚临近压板之间以及第二多孔圆锚同与第二多孔圆锚临近压板之间均分别通过压板固定杆相连接,第三多孔圆锚上活动套装有压板驱动杆,压板驱动杆的一端和所述的第二液压驱动单元的输出端相连接,压板驱动杆的另一端和与第三多孔圆锚临近的压板相连接。
9.优选的,所述的所述的回油槽盖和驱动管安装槽之间的回油槽盖上以及进油槽盖和驱动管安装槽之间的进油槽盖上均分别设置第二密封圈,回油槽盖和活塞驱动管之间的回油槽盖上以及进油槽盖和活塞驱动管之间的进油槽盖上均分别设置第三密封圈。
10.优选的,所述的限位管的远离压板的一端上设置有限位板翼板,所述的复位弹簧安装在限位板翼板和压板之间的限位管上。
11.一种如上所述的用于调节钢绞线张紧度的液压夹持装置的使用方法,其特征在于:包括以下步骤:
12.s1、所述的第二液压驱动单元的输出端驱动压板驱动杆朝向第一千斤顶缸体方向运动,与第一千斤顶缸体临近的压板随着压板驱动杆做同步运动并且压缩若干根复位弹簧。
13.s2、所述的第二液压驱动单元驱动与第一千斤顶缸体临近的压板朝着远离第一千斤顶缸体方向运动。
14.s3、部分所述的第一液压驱动单元带动相应的单孔锚以及相应的所述的工具夹片组朝压板的方向运动,相应的复位弹簧被压缩。
15.s4、所述的第二液压驱动单元驱动压板朝着靠近第一千斤顶缸体方向运动;s3中所述的第一液压驱动单元再带动相应的单孔锚以及相应的所述的第一工具夹片组朝第一千斤顶缸体的方向运动,在此过程中相应的复位弹簧处于先被压缩后复位再次被压缩的过程。
16.s5、当所有单孔锚不能做同步运动时,反复依次执行s1至s4;当所有的单孔锚能做同步运动时,将所有的单孔锚同步复位至第三多孔圆锚上。
17.本发明有益效果是:首先,本发明实现了在多根钢绞线进行同时张拉之前对多根钢绞线的穿梭长度进行调整的用于调节,在调节后使得多根钢绞线用于穿梭过预制桥梁孔洞的部分长度一致,并且受力近似相等,降低了在同时对多根钢绞线进行张拉的过程中因多根钢绞线之间因未张拉之前的穿梭长度不一样从而导致的张拉程度不一样的技术问题。
18.其次,本发明一个第一密封圈采用由橡胶材质制成的o形密封圈,其中另一个第一密封圈采用由橡胶材质制成的y形密封圈,采用o形密封圈和y形密封圈的相结合形式使得两个第一密封圈结合作为所述的第一液压驱动单元的活塞部分的密封液压油的效果更好。
19.最后,本发明所述的第一液压驱动单元的数量采用若干个,若干个回油槽均和缸体回油管相连通,若干个进油槽均和缸体进油管相连通。相邻的两个进油槽之间相连通,相邻的两个回油槽之间相连通。使得本产品能够多根钢绞线进行等力的预调节,尽量降低多根钢绞线直接因收到的调节所用的牵引力不同而导致的钢绞线的用于穿梭部分长度不相同,降低了多根之间因钢绞线的用于穿梭部分从而导致的张拉程度不相同的技术问题,增强了张拉后预制桥梁使用的的稳定性;本发明具有结构简单,操作方便,设计巧妙,大大提高了工作效率,具有很好的社会和经济效益,是易于推广使用的产品。
附图说明
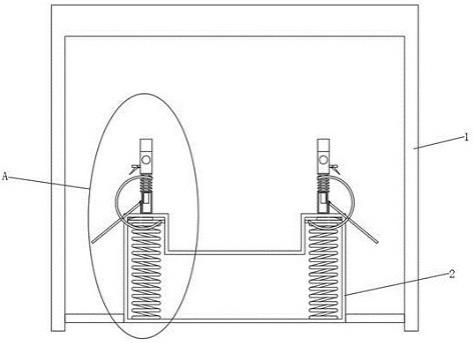
20.图1为本发明的结构示意图。
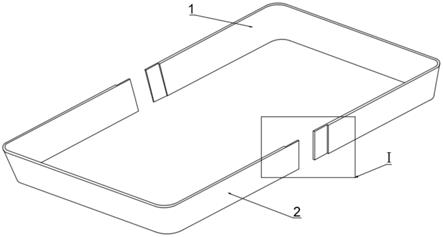
21.图2为图1细节a的局部放大示意图。
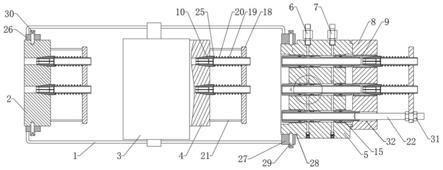
22.图3为本发明部件的结构示意图。
具体实施方式
23.如图1、2、3所示,一种用于调节钢绞线张紧度的液压夹持装置,包括安装架1,安装架1的一端设置有第一多孔圆锚2,安装架1的另一端上设置有第一千斤顶,所述的第一千斤顶和第一多孔圆锚2之间的安装架1上设置有第二千斤顶3,第二千斤顶3的输出端上设置有第二多孔圆锚4,所述的第一千斤顶包括第一千斤顶缸体5,第一千斤顶缸体5上设置有缸体进油管6和缸体回油管7,第一千斤顶缸体5内设置有第一液压驱动单元,缸体进油管6和缸体回油管7均分别与所述的第一液压驱动单元相连通,所述的第一液压驱动单元上设置有第三多孔圆锚8,第三多孔圆锚8内腔采用凸字形结构或者柱状结构,第三多孔圆锚8安装在第一千斤顶缸体5上。第三多孔圆锚8的锚孔上设置有单孔锚9,单孔锚9和所述的第一液压驱动单元的输出端相连接,第一多孔圆锚2锚孔的数量、第二多孔圆锚4锚孔的数量、单孔锚9的数量和所述的第一液压驱动单元的数量均分别与第三多孔圆锚8锚孔的数量相应。
24.所述的安装架1靠近第一多孔圆锚2的一端上设置有第一安装环26,所述的安装架1靠近第一千斤顶缸体5的一端上设置有第二安装环27,第一千斤顶缸体5朝向第二千斤顶3的一端上开设有千斤顶安装槽28,第二安装环27安装在千斤顶安装槽28上,第一千斤顶缸体5和第二安装环27上套装有第一固定螺栓29,第一固定螺栓29的数量采用若干个,若干个第一固定螺栓29呈星形均匀分布在第二安装环27中轴线的外侧。第一安装环26和第一多孔圆锚2上设置有第二固定螺栓30,第二固定螺栓30的数量采用若干个,若干个第二固定螺栓30呈星形均匀分布在第二安装环27中轴线的外侧。
25.所述的第一多孔圆锚2锚孔上、第二多孔圆锚4锚孔上、单孔锚9上均分别设置有工具夹片组,所述的工具夹片组包括至少两个工具夹片10,第一多孔圆锚2朝向第二千斤顶3的一侧、第二多孔圆锚4朝向所述的第一千斤顶的一侧以及第三多孔圆锚8远离所述的第一千斤顶的一侧均分别设置有夹片复位装置,第一千斤顶缸体5上设置有第二液压驱动单元,所述的第二液压驱动单元同与第三多孔圆锚8临近所述的夹片复位装置传动连接。
26.所述的夹片复位装置包括压板18,压板18上活动套装有限位管19,限位管19上设置有复位弹簧20,限位管19的数量以及复位弹簧20的数量均分别与第三多孔圆锚8上安装的所述的工具夹片组数量相应,限位管19远离压板18的一端和所述的工具夹片组相连接,
第一多孔圆锚2同与第一多孔圆锚2临近压板18之间以及第二多孔圆锚4同与第二多孔圆锚4临近压板18之间均分别通过压板固定杆21相连接,第三多孔圆锚8上开设有驱动杆通过孔32,驱动杆通过孔32上活动套装有压板驱动杆22,压板驱动杆22的一端和所述的第二液压驱动单元的输出端相连接,压板驱动杆22的另一端和与第三多孔圆锚8临近的压板18相连接。压板驱动杆22临近压板18的一部分采用螺纹杆状结构,与压板驱动杆22相应的压板18两侧的压板驱动杆22上均安装有压板固定螺母31,通过调节压板18在压板驱动杆22上的位置并通过压板固定螺母31加以固定,来实现调整与第一千斤顶缸体5临近所述的夹片复位装置上的复位弹簧20的初始压缩度。所述的第二液压驱动单元的数量采用至少三个,三个所述的第二液压驱动单元呈星形分布在第一千斤顶缸体5上,驱动杆通过孔32的数量、压板驱动杆22的数量和所述的第二液压驱动单元的数量相应。这样能够保持与所述的第二液压驱动单元传动连接的压板18在运动过程中保持受力均匀不发生偏转。
27.所述的第一液压驱动单元和所述的第二液压驱动单元包括活塞驱动管11,第一千斤顶缸体5上设置有驱动管安装槽12,活塞驱动管11位于驱动管安装槽12内,活塞驱动管11上开设有回油槽13和进油槽14,回油槽13上套装有回油槽盖15,进油槽14上套装有进油槽盖16,回油槽盖15和进油槽盖16均固定安装在驱动管安装槽12内,回油槽13和进油槽14之间的活塞驱动管11上套装有第一密封圈17,第一密封圈17和驱动管安装槽12活动连接,回油槽13和缸体回油管7相连通,进油槽14和缸体进油管6相连通。第一密封圈17的数量采用两个,其中一个第一密封圈17采用由橡胶材质制成的o形密封圈,其中另一个第一密封圈17采用由橡胶材质制成的y形密封圈,采用o形密封圈和y形密封圈的相结合形式使得两个第一密封圈17结合作为所述的第一液压驱动单元的活塞部分的密封液压油的效果更好。
28.所述的所述的回油槽盖15和驱动管安装槽12之间的回油槽盖15上以及进油槽盖16和驱动管安装槽12之间的进油槽盖16上均分别设置第二密封圈23,第二密封圈23采用橡胶材质制成的o形密封圈,回油槽盖15和活塞驱动管11之间的回油槽盖15上以及进油槽盖16和活塞驱动管11之间的进油槽盖16上均分别设置第三密封圈24。第三密封圈24采用橡胶材质制成的y形密封圈,设置第二密封圈23和第三密封圈24降低了液压油从进油槽盖16和驱动管安装槽12之间以及回油槽盖15和活塞驱动管11之间的渗漏。
29.所述的限位管19的远离压板18的一端上设置有限位板翼板25,所述的复位弹簧20安装在限位板翼板25和压板18之间的限位管19上。
30.本产品使用方法如下:如图1、2、3所示,先将本产品安装至预设位置,将穿过预制桥梁的成束钢绞线按照编号依次对应穿过第一多孔圆锚2上的相应锚孔、第二多孔圆锚4上的相应锚孔以及相应位置的单孔锚9,然后将压板18固定到预设位置。
31.当完成上述操作后,即可开始进行钢绞线张紧度的调整,将不同张紧度的钢绞线调整呈一致;步骤1,向缸体回油管7输送液压油,所述的液压油进入所述的第二液压驱动单元与所述的缸体回油管7相应的连通部分并驱动所述的第二液压驱动单元的输出端带动压板驱动杆22朝向第一千斤顶缸体5方向运动至预设压缩位置,与第一千斤顶缸体5临近的压板18随着压板驱动杆22做同步运动并且压缩若干根复位弹簧20,此时,位于单孔锚9上的所述的工具夹片组夹紧了穿过单孔锚9的钢绞线。
32.步骤2,向缸体回油管7输送液压油,所述的第二液压驱动单元驱动与第一千斤顶缸体5临近的压板18朝着远离第一千斤顶缸体5方向运动;当压板18运动至预设位置后,完
成步骤2。
33.步骤3,部分所述的第一液压驱动单元带动相应的单孔锚9以及相应的所述的工具夹片组朝压板18的方向运动,所述的工具夹片组夹紧相应的钢绞线做同步运动,此时位于所述钢绞线上第二多孔圆锚4和第一多孔圆锚2上的工具夹片组和所述的钢绞线呈滑动连接的状态,部分所述的第一液压驱动单元上连接的钢绞线由于在预制梁孔内处于弯曲的未张紧状态,当若干个所述的第一液压驱动单元均收到朝向远离第一千斤顶缸体5方向的力,由于在预制梁孔内呈弯曲状的处于未张紧状态的钢绞线其受到的阻力相对于呈直线状的处于张紧状态的钢绞线受到的阻力更小,因此,处于弯曲的未张紧状态的所连接的所述的第一液压驱动单元首先被驱动。当首先被驱动的所述的第一液压驱动单元运动到预设运动位置时,停止向缸体回油管7输送液压油。
34.步骤4,向缸体回油管7输送液压油,所述的第二液压驱动单元驱动压板18朝着靠近第一千斤顶缸体5方向运动;所述的步骤2中处于预设运动位置的所述的第一液压驱动单元首先朝向第一千斤顶缸体5方向运动因此因为处于预设运动位置的所述的第一液压驱动单元相应的复位弹簧20相对于其他的复位弹簧20被压缩的程度最大,所述的第一液压驱动单元带动相应的单孔锚9以及相应的所述的工具夹片组朝第一千斤顶缸体5的方向运动,所述的工具夹片沿着所述的钢绞线滑动,此时所述钢绞线上第二多孔圆锚4和第一多孔圆锚2上的工具夹片组均夹紧了所述的钢绞线,当单孔锚9复位后,所述的第二液压驱动单元驱动压板18朝着靠近第一千斤顶缸体5再次运动到至预设压缩位置,当再次再次运动到至预设压缩位置后复位弹簧20再次被压缩,所述的单孔锚9上的工具夹片组再次夹紧所述的钢绞线。
35.步骤5、当所有单孔锚9不能做同步运动时,反复依次执行步骤1至步骤4;当所有的单孔锚9能做同步运动时,将所有的单孔锚9同步复位至第三多孔圆锚8上。完成钢绞线张紧度的调整的步骤。
36.当进行整体张拉时,首先第二千斤顶3驱动第二多孔圆锚4朝向所述的第一千斤顶缸体5运动,第二多孔圆锚4上的所述的工具夹片组夹紧所述的钢绞线做同步运动,此时若干个单孔锚9上的所述的工具夹片组以及第一多孔圆锚2上的所述的工具夹片组均与所述的钢绞线呈滑动连接的状态,然后第二千斤顶3复位,第二多孔圆锚4朝向所述的第一多孔圆锚2运动,第二多孔圆锚4上的所述的工具夹片组和所述的钢绞线之间呈滑动连接的状态,若干个单孔锚9上的所述的工具夹片组以及第一多孔圆锚2上的所述的工具夹片组均夹紧所述的钢绞线,反复多次,当第二千斤顶3将若干根所述的钢绞线同步拉伸至预设拉伸长度时,完成张拉过程。
37.通过实施例,实现了在多根钢绞线进行同时张拉之前对多根钢绞线的穿梭长度进行调整的用于调节,在调节后使得多根钢绞线用于穿梭过预制桥梁孔洞的部分长度一致,并且受力近似相等,降低了在同时对多根钢绞线进行张拉的过程中因多根钢绞线之间因未张拉之前的穿梭长度不一样从而导致的张拉程度不一样从而导致多根钢绞线中部分被过度张拉进而造成的预制桥梁在张拉后承力打不到预定设计标准而导致的质量事故。
38.本发明是满足于钢绞线张拉领域工作者需要的一种用于调节钢绞线张紧度的液压夹持装置及其使用方法,使得本发明具有广泛的市场前景。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。