1.本实用新型涉及蒸汽技术领域,具体而言,涉及一种加热组件、烹饪器具和衣物处理装置。
背景技术:
2.目前,加热组件在家电产品上使用的越来越广泛。相关技术中,加热组件的流道内部通常存在缝隙。加热组件在使用一端时间后容易在缝隙处发生缝隙腐蚀,并且容易在缝隙处产生水垢,影响加热组件的使用寿命和产品性能。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。
4.为此,本实用新型第一方面提供了一种加热组件。
5.本实用新型第二方面提供了一种烹饪器具。
6.本实用新型第三方面提供了一种衣物处理装置。
7.本实用新型第一方面提供了一种加热组件,包括:基板;流道结构,设置于基板上,流道结构与基板围合出流道;填充件,至少部分填充件设置于流道内,并位于流道结构与基板的结合处;加热件,被配置为用于为流道供热。
8.本实用新型提出的加热组件包括基板、流道结构、填充件和加热件。其中,流道结构设置在基板上,并与基板共同形成流道;流道位于基板与流道结构之间,介质可在流道内流动。加热件在运动过程中可对流道内的介质进行加热。此外,填充件至少部分设置在流道内,并且处于流道结构与基板的结合处,该部分填充件可用于填充流道结构与基板结合处狭小的缝隙,进而避免流道结构与基板的结合处产生狭小的缝隙。
9.特别地,若流道结构与基板的结合处存在缝隙,会使得缝隙内的介质处于滞流状态,引起缝隙内的金属的加速腐蚀。并且当流道内部存在液体介质时,水垢会在缝隙优先形核,进而使得缝隙所处的位置容易产生水垢。
10.因此,本实用新型通过至少部分填充件来填充流道结构与基板的结合处,避免流道结构与基板的结合处存在狭小的缝隙,一方面避免了流道结构与基板的结合处发生缝隙腐蚀,另一方面避免了流道结构与基板的结合处产生水垢,极大程度上延长了加热组件的使用寿命,保证了加热组件的产品性能。
11.根据本实用新型上述技术方案的加热组件,还可以具有以下附加技术特征:
12.在上述技术方案中,填充件包括:填充部,设置于流道内,并位于流道结构与基板的结合处。
13.在该技术方案中,填充件包括填充部。其中,填充部设置在流道内,并且位于流道结构与基板的结合处。如此设计,保证了填充部可对流道结构与基板结合处的缝隙进行填充,进而保证了流道结构与基板结合处不存在狭小的缝隙,保证了流道在垂直基板方向上的高度,保证了流道结构与基板之间的距离,一方面避免了流道结构与基板的结合处发生
缝隙腐蚀,另一方面避免了流道结构与基板的结合处产生水垢,进而延长了加热组件的使用寿命,保证了加热组件的产品性能。
14.在上述任一技术方案中,填充件还包括:连接层,流道结构与基板通过连接层相连接,填充部连接于连接层和流道结构。
15.在该技术方案中,填充件还包括连接层。其中,连接层设置在流道结构与基板之间,并且使得流道结构与基板通过连接层相连接;填充部设置在连接层,并与流道结构相连接。如此设计,在流道结构与基板的结合处,填充部同时连接于连接层和流道结构,进而填充连接层和流道结构之间的空隙,一方面通过连接层保证流道结构和基板的稳定安装,另一方面通过填充部保证流道结构与连接层的结合处不存在狭小的缝隙,进而保证了加热组件的使用寿命和产品性能。
16.在上述任一技术方案中,填充部的高度大于或等于0.5mm,小于或等于1mm。
17.在该技术方案中,填充部朝向流道结构一侧凸出于连接层设置,进而可以与流道结构相连接。此外,填充部的高度大于或等于0.5mm,小于或等于1mm。通过设计填充部的高度大于或等于0.5mm,避免了流道结构与连接层的结合处不存在小于0.5mm的缝隙,进而从根本上避免了缝隙腐蚀和水垢的产生。通过设计填充部的凸出高度小于或等于1mm,保证了填充部不会占用流道内部过多的空间,保证了流道的空间面积,进而更多的介质可在流道内流动,保证了加热组件的工作效率。
18.在上述任一技术方案中,连接层的厚度大于或等于0.05mm,小于或等于1mm。
19.在该技术方案中,连接层的厚度大于或等于0.05mm,并且小于或等于1mm。通过对连接层的厚度限定,保证了连接层的制备工艺,特别是在通过焊接工艺连接基板和导流结构的过程中,一方面保证了焊料在基板上的流动性,另一方面避免焊接层存在节瘤等缺陷,避免流道内部因多余焊料而存在凸点、节瘤等缺陷。
20.在上述任一技术方案中,连接层覆盖于基板,填充部间隔设置于连接层上。
21.在该技术方案中,连接层覆盖于基板设置,并且要完全覆盖基板设置。如此设计,可减少基板在使用过程中的电偶腐蚀,同时保证了加热件在基板上的热均匀性,保证流道内部的介质均匀受热。此外,填充部间隔设置于连接层上,并且位于流道结构与连接层的结合处,降低加工量,进而提升加热组件的制备效率,并降低加热组件的成本。
22.在上述任一技术方案中,填充部为导热部。
23.在该技术方案中,填充部连接于基板和流道结构设置,填充部本身是有材料制备而成的,这样可以将填充部作为导热部使用。也即,在加热组件使用过程中,加热件朝向的热量可通过填充部传递至流道结构,更具体地是可以传递到流道结构的背板上,这样可从基板以及背板的方向来加热处于流道中的介质,进而实现对流道内介质的立体加热效果,极大程度上提升流道内介质的受热面积,进而提高对流道内介质的加热效果。
24.在上述任一技术方案中,填充部的材料包括以下之一:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。
25.在该技术方案中,填充部的材料包括但不局限于以下几种或其组合:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。上述材料均具有良好的导热性,进而使得加热件产生的热量快速传递到流道结构,以加快热量到加热件、基板和流道结构三者之间的传递速度,进而快速形成立体加热效果,进而实现了对流道内介质的快速加热。
26.在上述任一技术方案中,填充件为焊接件;和/或填充部为焊接部;和/或连接层为焊接层。
27.在该技术方案中,填充件为焊接件、或者填充部为焊接部、或者连接层为焊接层。特别是,焊接的工艺方向具有足够的连接强度,进而保证了流道结构与基板的连接强度。
28.特别地,优选为填充件为焊接件,并且填充部为焊接部,连接层为焊接层。如此设置,可在焊接流道结构和基板的过程中直接形成焊接部,降低加工工序,并且直接形成一体式的填充件。
29.具体地,在采用焊接工艺时,要保证焊料在基板上的厚度大于或等于0.05mm,并且小于或等于1mm。当焊料小于0.05mm,则会引起焊料流动性不足,导致局部焊接位置缺焊料,引起焊接不均。当焊料大于1mm,焊料具有极高的流动性,焊料不仅会在流道结构和基板间填充,还会流入流道结构内部形成节瘤等缺陷,对流道内介质流动产生阻力。同时,流道内部由于多余焊料容易形成的凸点、节瘤,水垢会在此类尖端位置优先形核,逐渐积累后形成水垢,造成堵管风险。
30.在上述任一技术方案中,填充件的材料包括以下之一:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。
31.在该技术方案中,填充件的材料包括但不局限于以下几种或其组合:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。
32.此外,在焊接过程中,填充件的材料的熔点为t,则填充件的焊接温度为0.9t至1.1t,焊料的厚度为0.05mm至1mm。当高温钎焊时,焊料层会发生部分熔融,使得连接层与两侧的流道结构与基板形成冶金结合,从而保证高的焊接强度。
33.此外,在焊接过程中,填充件的焊接时间为10分钟至120分钟,烧结气氛包括但不局限于以下:氩气、氮气、氨气。
34.在上述任一技术方案中,流道结构包括:背板,设置于基板上,流道位于背板和基板之间,填充部连接于背板。
35.在该技术方案中,流道结构包括背板。其中,背板设置在基板上,背板与基板共同限定出了流道。填充件的连接层位于背板与基板之间,保证了背板与基板的稳定连接;填充件的填充部位于背板与基板的结合处,避免在该处产生缝隙。
36.在上述任一技术方案中,背板包括:连接部,与基板相连接,填充部位于连接部和基板的结合处;流道部,与连接部相连接,流道位于流道部和基板之间。
37.在该技术方案中,背板包括间隔设置的连接部和流道部。其中,连接部通过连接层与基板相连接,填充部位于连接部和基板的结合处;流道部通过连接部支撑,流道部位于基板的上方,并与基板之间形成了流道,保证介质通过。
38.在上述任一技术方案中,流道部朝向基板的一壁面为曲面。
39.在该技术方案中,流道部朝向基板的一壁面为曲面。如此设计,避免了流道内部存在尖点,进而避免了水垢会在尖点优先形核,避免了流道内部产生水垢。
40.此外,由于流道部朝向基板的一壁面为曲面,这使得流道结构与基板的结合处存在缝隙。为此,本实用新型在流道结构与基板的结合处设置填充部,可有效避免狭小缝隙的产生,进而极大程度上延长了加热组件的使用寿命,保证了加热组件的产品性能。
41.在上述任一技术方案中,流道部在背板上呈螺旋状或环状分布。
42.在该技术方案中,流道部在背板上呈螺旋状或环状分布。流道部在背板上呈螺旋状或环状分布。如此设计,在有限的面积内增大流道的长度,使得液体在流道内需要经过更远的距离,进而有效增加的流道内液体的加热时间。
43.在上述任一技术方案中,流道结构还包括:进口,设置于背板上,并连通于流道;出口,设置于背板上,并连通于流道;其中,在流道的延伸方向上,流道包括相连通的沸腾段和过热段。
44.在该技术方案中,流道部的两端分别设置有进口和出口,进口和出口与流道相连通。此外,在流道部的延伸方向上,流道包括相连通的沸腾段和过热段。其中,沸腾段被配置为加热处于流道内的液体并产生蒸汽,过热段被配置为加热沸腾段产生的蒸汽。
45.因此,在使用过程中,液体通过进口进入到流道内部,并在沸腾段内沸腾产生蒸汽;而蒸汽进入到过热段并继续被加热件加热产生而产生过热蒸汽。如此设置,可有效提升加热组件喷出的蒸汽的温度。
46.在上述任一技术方案中,流道在基板间隔分布;加热件在基板间隔分布。
47.在该技术方案中,流道在基板上间隔分布,相邻两个流道之间具有间隔区域,介质在流道内流动,并被间隔区域隔绝开来。这样可以在有限的面积内增大流道的长度,使得液体在流道内需要经过更远的距离,进而有效增加的流道内液体的加热时间。此外,加热件在基板间隔分布,进而为流道供热,以加热流道内的介质。
48.在上述任一技术方案中,加热件至少设置于形成流道的部分基板。
49.在该技术方案中,加热件设置在基板上,并且至少设置在形成流道的部分基板上。这样,加热件位于流道的下方,并可直接向流道提供热量,以加热处于流道内的介质。具体地,加热件可以覆盖形成流道的部分基板的一部分设置,也可以完全覆盖形成流道的部分基板设置。
50.在上述任一技术方案中,加热件设置于形成流道的部分基板,并延伸到两侧与流道结构相连接的部分基板。
51.在该技术方案中,加热件设置在基板上,加热件设置在形成流道的部分基板,同时朝向两侧延伸到与流道结构相连接的部分基板。这样,加热件位于流道的下方,并且完全覆盖形成流道的部分基板设置。在加热组件使用过程中,加热件的中部可直接为流道供热,加热件的两端可为流道结构供热,进而使得流道结构同样处于较高的温度,以实现对流道内介质的立体加热效果,进而快速加热处于流道内的介质。
52.在上述任一技术方案中,加热件至少设置于与流道结构相连接的部分基板。
53.在该技术方案中,加热件设置在基板上,并且至少设置在与流道结构相连接的部分基板上。这样,加热件位于流道结构的连接部的下方,并可直接向流道结构提供热量,使得该部分热量快速传递到流道结构上,并从流道的上方加流道内的介质。相应地,加热件产生的热量还可传递到基板上,进而从流道的下方同时加热流道内的介质。
54.在上述任一技术方案中,加热件设置于与流道结构相连接的部分基板,并延伸到两侧形成流道的部分基板。
55.在该技术方案中,加热件设置在基板上,加热件设置与流道结构相连接的部分基板,并且朝向两侧延伸到形成流道的部分基板。这样,加热件位于与流道结构相连接的部分基板的下方,并且位于流道的下方。在加热组件使用过程中,加热件的中部可直接为流道结
构供热,加热件的两端可为流道供热,进而使得流道结构同样处于较高的温度,以实现对流道内介质的立体加热效果,进而快速加热处于流道内的介质。
56.在上述任一技术方案中,加热件为发热涂层或发热膜;和/或加热组件还包括电极,电极与加热件相连接。
57.在该技术方案中,加热件可以采用发热涂层或发热膜。此外,加热组件还设置有电极,电极与加热件连接,保证为加热件供电。
58.特别地,加热件条状分布,并且加热件与流道的位置相对,一方面可保证加热件对流道内介质的持续加热,另一方面可避免在整个基板设置加热件,降低加热件的使用面积,进而降低成本。
59.在上述任一技术方案中,加热组件还包括:第一绝缘层,与基板背离流道结构的一侧相连接;第二绝缘层,与第一绝缘层相连接,加热件位于第一绝缘层和第二绝缘层之间。
60.在该技术方案中,加热组件还包括第一绝缘层和第二绝缘层。其中,加热件位于第一绝缘层和第二绝缘层之间,而第一绝缘层与基板背离流道结构的一侧相连接。如此设置,一方面可保证加热层件对流道的供热,另一方面可通过第一绝缘层和第二绝缘层包覆加热件,避免加热组件在使用过程中存在漏电的风险。
61.本实用新型第二方面提供了一种烹饪器具,包括:如上述任一技术方案的加热组件。
62.本实用新型提出的烹饪器具,因包括如上述任一技术方案的加热组件。因此,具有上述加热组件的全部有益效果,在此不再一一论述。
63.具体地,烹饪器具可以为电饭煲、破壁机、水壶、豆浆机等的家电产品。
64.本实用新型第三方面提供了一种衣物处理装置,包括:如上述任一技术方案的加热组件。
65.本实用新型提出的衣物处理装置,因包括如上述任一技术方案的加热组件。因此,具有上述加热组件的全部有益效果,在此不再一一论述。
66.具体地,衣物处理装置可以为挂烫机等家电产品。
67.具体地,对于加热组件而言,流道内部腐蚀的主要原因是流道结构与基板结合处形成的狭小缝隙发生缝隙腐蚀。具体地,金属部件在介质中,由于金属与金属之间形成特别小的缝隙,使缝隙内介质处于滞流状态,引起缝隙内金属的加速腐蚀,这种局部腐蚀称为缝隙腐蚀。其中,搭接缝内、紧固件缝隙内是常发生缝隙腐蚀的地方。
68.缝隙腐蚀是由于金属离子和溶解气体在侵蚀溶液中造成缝隙内外浓度不均匀、形成电位差,从而形成电化学腐蚀。当金属表面开始发生局部腐蚀后,腐蚀伴随的氧化过程会消耗氧气。但经过一个短时间后,缝隙内的氧由于扩散困难而减少,缝隙中的氧化还原反应就被迫停止。氧消耗完以后,缝隙内的氧化还原反应不再发生了,这时由于缝隙内缺氧,缝隙外富氧,形成了“氧浓差电池”。然而金属在缝隙内继续溶解,缝隙内溶液中金属离子过剩,为了保持平衡,氯离子迁移到缝隙内,同时阴极过程转到缝隙外。缝隙内已形成的金属盐类发生水解,结果使缝内ph下降,可达2至3,这就促使缝隙内金属溶解速度增加,相应缝隙外邻近表面的阴极过程,即氧的还原速度也增加,使外部表面得到阴极保护,而加速了缝隙内金属的腐蚀。缝隙内金属离子进一步过剩促使氯离子迁入缝隙内,缝隙腐蚀自催化过程开始,直至缝隙内的不锈钢钝化膜发生不可逆转的破坏,产生严重的缝隙腐蚀。
69.因此,本实用新型采用填充部填充流道结构与基板结合处的缝隙,当缝隙大于0.5mm时,可以有效避免缝隙腐蚀。同时,水垢会在缝隙位置优先形核,形核后积累形成大片水垢。本实用新型通过填充部填充流道结构与基板结合处的缝隙,使得间隙大于0.5mm,可以有效避免水垢形核。
70.此外,在通过焊接工艺形成连接层和填充部时,连接层的厚度也会影响焊接效果,连接层的厚度选择为0.05mm至1mm。当高温钎焊时,连接层会发生部分熔融,使得连接层与两侧的流道结构和基板形成冶金结合,从而保证高的焊接强度。当连接层小于0.05mm,则会引起焊料流动性不足,导致局部焊接位置缺焊料,引起焊接不均。当连接层大于1mm,焊料具有极高的流动性,焊料不仅会在流道结构和基板间填充,还会流入流道内壁形成节瘤等缺陷,对流道内介质流动产生阻力,影响蒸汽发生性能。同时,流道的内壁由于多余焊料形成的凸点、节瘤,水垢会在此类尖端位置优先形核,逐渐积累后形成水垢,造成堵管风险。
71.本实用新型的附加方面和优点将在下面的描述部分中变得明显,或通过本实用新型的实践了解到。
附图说明
72.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
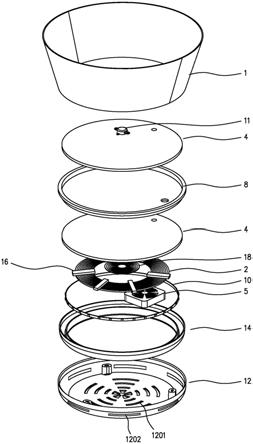
73.图1是本实用新型一个实施例的加热组件的爆炸视图;
74.图2是本实用新型一个实施例的加热组件中基板的结构示意图;
75.图3是本实用新型一个实施例的加热组件中流道结构的结构示意图;
76.图4是本实用新型一个实施例的加热组件的剖视图;
77.图5是图4所示实施例的加热组件的a处局部放大图;
78.图6是本实用新型又一个实施例的加热组件中加热件的分布位置示意图;
79.图7是本实用新型又一个实施例的加热组件中加热件的分布位置示意图;
80.图8是本实用新型又一个实施例的加热组件中加热件的分布位置示意图。
81.其中,图1至图8中附图标记与部件名称之间的对应关系为:
82.100基板,200流道结构,202背板,204连接部,206流道部,208进口,210出口,212电极,300流道,400填充件,402填充部,404连接层,500加热件,600第一绝缘层,700第二绝缘层。
具体实施方式
83.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和具体实施方式对本实用新型进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
84.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
85.下面参照图1至图8来描述根据本实用新型一些实施例提供的加热组件、烹饪器具和衣物处理装置。
86.实施例一:
87.如图1、图2和图3所示,本实用新型第一个实施例提出了一种加热组件,包括:基板100、流道结构200、填充件400和加热件500。
88.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道结构200与基板100结合处狭小的缝隙,进而避免流道结构200与基板100的结合处产生狭小的缝隙。
89.特别地,若流道结构200与基板100的结合处存在缝隙,会使得缝隙内的介质处于滞流状态,引起缝隙内的金属的加速腐蚀。并且当流道300内部存在液体介质时,水垢会在缝隙优先形核,进而使得缝隙所处的位置容易产生水垢。
90.因此,本实施例通过至少部分填充件400来填充流道结构200与基板100的结合处,避免流道结构200与基板100的结合处存在狭小的缝隙,一方面避免了流道结构200与基板100的结合处发生缝隙腐蚀,另一方面避免了流道结构200与基板100的结合处产生水垢,极大程度上延长了加热组件的使用寿命,保证了加热组件的产品性能。
91.具体地,流道300内部腐蚀的主要原因是流道结构200与基板100结合处形成的缝隙发生缝隙腐蚀,具体地,金属部件在介质中,由于金属与金属之间形成特别小的缝隙,使缝隙内介质处于滞流状态,引起缝内金属的加速腐蚀,这种局部腐蚀称为缝隙腐蚀。其中,搭接缝内、紧固件缝隙内是常发生缝隙腐蚀的地方。
92.缝隙腐蚀是由于金属离子和溶解气体在侵蚀溶液中造成缝隙内外浓度不均匀、形成电位差,从而形成电化学腐蚀。当金属表面开始发生局部腐蚀后,腐蚀伴随的氧化过程会消耗氧气。但经过一个短时间后,缝隙内的氧由于扩散困难而减少,缝隙中的氧化还原反应就被迫停止。氧消耗完以后,缝隙内的氧化还原反应不再发生了,这时由于缝隙内缺氧,缝隙外富氧,形成了“氧浓差电池”。然而金属在缝隙内继续溶解,缝隙内溶液中金属离子过剩,为了保持平衡,氯离子迁移到缝隙内,同时阴极过程转到缝隙外。缝隙内已形成的金属盐类发生水解,结果使缝内ph下降,可达2至3,这就促使缝隙内金属溶解速度增加,相应缝隙外邻近表面的阴极过程,即氧的还原速度也增加,使外部表面得到阴极保护,而加速了缝隙内金属的腐蚀。缝隙内金属离子进一步过剩促使氯离子迁入缝隙内,缝隙腐蚀自催化过程开始,直至缝隙内的不锈钢钝化膜发生不可逆转的破坏,产生严重的缝隙腐蚀。
93.因此,本实施例采用填充件400填充流道结构200与基板100结合处的缝隙,可以有效避免缝隙腐蚀,可以有效避免水垢形核。
94.实施例二:
95.如图1、图2和图3所示,本实用新型第二个实施例提出了一种加热组件,包括:基板100、流道结构200、填充件400和加热件500;填充件400包括填充部402。
96.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道结构200与基板100结合处的缝隙,进而避免流道结构200与基板100的结合处产生狭小的缝隙。
97.此外,如图4和图5所示,填充件400包括填充部402。填充部402设置在流道300内,并且位于流道结构200与基板100的结合处。如此设计,保证了填充部402可对流道结构200与基板100结合处的缝隙进行填充,进而保证了流道结构200与基板100结合处不存在狭小的缝隙,保证了流道300在垂直基板100方向上的高度,保证了流道结构200与基板100之间的距离,一方面避免了流道结构200与基板100的结合处发生缝隙腐蚀,另一方面避免了流道结构200与基板100的结合处产生水垢,进而延长了加热组件的使用寿命,保证了加热组件的产品性能。
98.具体地,如图5所示,填充件400为凸点结构,并在流道结构200与基板100的结合处连接流道结构200。
99.在该实施例中,进一步地,如图5所示,填充部402的高度l1大于或等于0.5mm,小于或等于1mm。也即,满足0.5mm≤l1≤1mm。
100.通过设计填充部402的高度l1大于或等于0.5mm,避免了流道结构200与基板100的结合处不存在小于0.5mm的缝隙,进而从根本上避免了缝隙腐蚀和水垢的产生。通过设计填充部402的高度l1小于或等于1mm,保证了填充部402不会占用流道300内部过多的空间,保证了流道300的空间面积,进而更多的介质可在流道300内流动,保证了加热组件的工作效率。
101.实施例三:
102.如图1、图2和图3所示,本实用新型第三个实施例提出了一种加热组件,包括:基板100、流道结构200、填充件400和加热件500;填充件400包括填充部402和连接层404。
103.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道300。
104.此外,如图5所示,填充件400包括填充部402和连接层404。其中,连接层404设置在流道结构200与基板100之间,并且使得流道结构200与基板100通过连接层404相连接;填充部402设置在连接层404上,并与流道结构200相连接。如此设计,在流道结构200与基板100的结合处,填充部402同时连接于连接层404和流道结构200,进而填充连接层404和流道结构200之间的空隙,一方面通过连接层404保证流道结构200和基板100的稳定安装,另一方面通过填充部402保证流道结构200与连接层404的结合处不存在缝隙,进而保证了加热组件的使用寿命和产品性能。
105.在该实施例中,进一步地,如图5所示,填充部402朝向流道结构200一侧凸出于连接层404设置,进而可以与流道结构200相连接。此外,填充部402的凸出高度l1大于或等于0.5mm,小于或等于1mm。也即,满足0.5mm≤l1≤1mm。
106.通过设计填充部402l1凸出连接层404的高度大于或等于0.5mm,避免了流道结构200与连接层404的结合处不存在小于0.5mm的缝隙,进而从根本上避免了缝隙腐蚀和水垢的产生。通过设计填充部402凸出连接层404的高度l1小于或等于1mm,保证了填充部402不会占用流道300内部过多的空间,保证了流道300的空间面积,进而更多的介质可在流道300内流动,保证了加热组件的工作效率。
107.在该实施例中,进一步地,如图5所示,连接层404的厚度l2大于或等于0.05mm,并
且小于或等于1mm。也即,满足0.05mm≤l2≤1mm。
108.通过对连接层404的厚度l2限定,保证了连接层404的制备工艺,特别是在通过焊接工艺连接基板100和导流结构的过程中,一方面保证了焊料在基板100上的流动性,另一方面避免焊接层存在节瘤等缺陷,避免流道300内部因多余焊料而存在凸点、节瘤等缺陷。
109.在该实施例中,进一步地,如图5所示,连接层404覆盖于基板100设置,并且要完全覆盖基板100设置。如此设计,可减少基板100在使用过程中的电偶腐蚀,同时保证了加热件500在基板100上的热均匀性,保证流道300内部的介质均匀受热。此外,填充部402间隔设置于连接层404上,并且位于流道结构200与连接层404的结合处,降低加工量,进而提升加热组件的制备效率,并降低加热组件的成本。
110.在该实施例中,进一步地,填充件400为焊接件、或者填充部402为焊接部、或者连接层404为焊接层。特别是,焊接的工艺方向具有足够的连接强度,进而保证了流道结构200与基板100的连接强度。
111.特别地,优选为填充件400为焊接件,并且填充部402为焊接部,连接层404为焊接层。如此设置,可在焊接流道结构200和基板100的过程中直接形成焊接部,降低加工工序,并且直接形成一体式的填充件400。
112.具体地,在采用焊接工艺时,要保证焊料在基板100上的厚度大于或等于0.05mm,并且小于或等于1mm。当焊料小于0.05mm,则会引起焊料流动性不足,导致局部焊接位置缺焊料,引起焊接不均。当焊料大于1mm,焊料具有极高的流动性,焊料不仅会在流道结构200和基板100间填充,还会流入流道结构200内部形成节瘤等缺陷,对流道300内介质流动产生阻力。同时,流道300内部由于多余焊料容易形成的凸点、节瘤,水垢会在此类尖端位置优先形核,逐渐积累后形成水垢,造成堵管风险。
113.此外,填充件400的材料包括但不局限于以下几种或其组合:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。
114.此外,在焊接过程中,填充件400的材料的熔点为t,则填充件400的焊接温度为0.9t至1.1t,焊料的厚度为0.05mm至1mm。当高温钎焊时,焊料层会发生部分熔融,使得连接层404与两侧的流道结构200与基板100形成冶金结合,从而保证高的焊接强度。
115.此外,在焊接过程中,填充件400的焊接时间为10分钟至120分钟,烧结气氛包括但不局限于以下:氩气、氮气、氨气。
116.实施例四:
117.如图1、图2和图3所示,本实用新型第四个实施例提出了一种加热组件,包括:基板100、流道结构200、填充件400和加热件500;填充件400包括填充部402和连接层404。
118.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道300。连接层404设置在流道结构200与基板100之间,并且使得流道结构200与基板100通过连接层404相连接;填充部402设置在连接层404上,并与流道结构200相连接。
119.在该实施例中,进一步地,填充部402连接于基板100和流道结构200设置,填充部402本身是有材料制备而成的,这样可以将填充部402作为导热部使用。也即,在加热组件使
用过程中,加热件500朝向的热量可通过填充部402传递至流道结构200,更具体地是可以传递到流道结构200的背板202上,这样可从基板100以及背板202的方向来加热处于流道300中的介质,进而实现对流道300内介质的立体加热效果,极大程度上提升流道300内介质的受热面积,进而提高对流道300内介质的加热效果。
120.在该实施例中,进一步地,填充部402的材料包括但不局限于以下几种或其组合:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。上述材料均具有良好的导热性,进而使得加热件500产生的热量快速传递到流道结构200,以加快热量到加热件500、基板100和流道结构200三者之间的传递速度,进而快速形成立体加热效果,进而实现了对流道300内介质的快速加热。
121.具体实施例中,导热部的材料为铜或铜合金。
122.实施例五:
123.如图1、图2和图3所示,本实用新型第五个实施例提出了一种加热组件,包括:基板100、流道结构200、填充件400和加热件500;填充件400包括填充部402和连接层404。
124.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道300。连接层404设置在流道结构200与基板100之间,并且使得流道结构200与基板100通过连接层404相连接;填充部402设置在连接层404上,并与流道结构200相连接。
125.此外,如图4和图5所示,流道结构200包括背板202。背板202设置在基板100上,背板202与基板100共同限定出了流道300。填充件400的连接层404位于背板202与基板100之间,保证了背板202与基板100的稳定连接;填充件400的填充部402位于背板202与基板100的结合处,避免在该处产生缝隙。
126.在该实施例中,进一步地,如图5所示,背板202包括间隔设置的连接部204和流道部206。其中,连接部204通过连接层404与基板100相连接,填充部402位于连接部204和基板100的结合处;流道部206通过连接部204支撑,流道部206位于基板100的上方,并与基板100之间形成了流道300,保证介质通过。
127.在该实施例中,进一步地,如图5所示,流道部206朝向基板100的一壁面为曲面。如此设计,避免了流道300内部存在尖点,进而避免了水垢会在尖点优先形核,避免了流道300内部产生水垢。此外,由于流道部206朝向基板100的一壁面为曲面,这使得流道结构200与基板100的结合处存在缝隙。为此,本实用新型流道结构200与基板100的结合处设置填充部402,可有效避免缝隙的产生,进而极大程度上延长了加热组件的使用寿命,保证了加热组件的产品性能。
128.在该实施例中,进一步地,如图1和图3所示,流道部206在背板202上呈螺旋状或环状分布。流道部206在背板202上呈螺旋状或环状分布。如此设计,在有限的面积内增大流道300的长度,使得液体在流道300内需要经过更远的距离,进而有效增加的流道300内液体的加热时间。
129.实施例六:
130.如图1、图2和图3所示,本实用新型第六个实施例提出了一种加热组件,包括:基板
100、流道结构200、填充件400和加热件500;填充件400包括填充部402和连接层404。
131.其中,如图4和图5所示,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道300。连接层404设置在流道结构200与基板100之间,并且使得流道结构200与基板100通过连接层404相连接;填充部402设置在连接层404上,并与流道结构200相连接。
132.在该实施例中,进一步地,如图5、图6、图7和图8所示,流道300在基板100上间隔分布,相邻两个流道300之间具有间隔区域,介质在流道300内流动,并被间隔区域隔绝开来。这样可以在有限的面积内增大流道300的长度,使得液体在流道300内需要经过更远的距离,进而有效增加的流道300内液体的加热时间。此外,加热件500在基板100间隔分布,进而为流道300供热,以加热流道300内的介质。
133.此外,同一流道300可设置有一个加热件500,也可设置有多个加热件500。
134.具体地,加热件500的设置位置包括但不限于以下基座情况:
135.情况一:如图6所示(图中未示出填充件400),加热件500设置在基板100上,并且设置在形成流道300的部分基板100的一部分。这样,加热件500位于流道300的下方,并可直接向流道300提供热量,以加热处于流道300内的介质。也即,在该情况下,加热件500仅位于流道结构200的流道部206的下方。
136.情况二:如图7所示,加热件500设置在基板100上,加热件500设置在形成流道300的部分基板100,同时朝向两侧延伸到与流道结构200相连接的部分基板100。这样,加热件500位于流道300的下方,并且完全覆盖形成流道300的部分基板100设置。在加热组件使用过程中,加热件500的中部可直接为流道300供热,加热件500的两端可为流道结构200供热,进而使得流道结构200同样处于较高的温度,以实现对流道300内介质的立体加热效果,进而快速加热处于流道300内的介质。也即,在该情况下,加热件500位于流道结构200的流道部206的下方,并朝向两侧延伸到流道结构200的连接部204的下方。
137.情况三:加热件500设置在基板100上,并且设置在与流道结构200相连接的部分基板100的一部分上。这样,加热件500位于流道结构200的连接部204的下方,并可直接向流道结构200提供热量,使得该部分热量快速传递到流道结构200上,并从流道300的上方加流道300内的介质。相应地,加热件500产生的热量还可传递到基板100上,进而从流道300的下方同时加热流道300内的介质。也即,在该情况下,加热件500仅位于流道结构200的连接部204的下方(图中未示出这一情况)。
138.情况四:如图8所示,加热件500设置在基板100上,加热件500设置与流道结构200相连接的部分基板100,并且朝向两侧延伸到形成流道300的部分基板100。这样,加热件500位于与流道结构200相连接的部分基板100的下方,并且位于流道300的下方。在加热组件使用过程中,加热件500的中部可直接为流道结构200供热,加热件500的两端可为流道300供热,进而使得流道结构200同样处于较高的温度,以实现对流道300内介质的立体加热效果,进而快速加热处于流道300内的介质。也即,在该情况下,加热件500位于流道结构200的连接部204的下方,并朝向两侧延伸到与该流道部206相邻的流道部206的下方。
139.在上述任一实施例的基础上,进一步地,如图1和图3所示,流道部206的两端分别
设置有进口208和出口210,进口208和出口210与流道300相连通。此外,在流道部206的延伸方向上,流道300包括相连通的沸腾段和过热段。其中,沸腾段被配置为加热处于流道300内的液体并产生蒸汽,过热段被配置为加热沸腾段产生的蒸汽。
140.因此,在使用过程中,液体通过进口208进入到流道300内部,并在沸腾段内沸腾产生蒸汽;而蒸汽进入到过热段并继续被加热件500加热产生而产生过热蒸汽。如此设置,可有效提升加热组件喷出的蒸汽的温度。
141.在上述任一实施例的基础上,进一步地,如图1和图2所示,加热件500可以采用发热涂层或发热膜。此外,加热组件还设置有电极212,电极212与加热件500连接,保证为加热件500供电。
142.特别地,如图1和图2所示,加热件500条状分布,并且加热件500与流道300的位置相对,一方面可保证加热层对流道300内介质的持续加热,另一方面可避免在整个基板100设置加热件500,降低加热件500的使用面积,进而降低成本。
143.在上述任一实施例的基础上,进一步地,如图5所示,加热组件还包括第一绝缘层600和第二绝缘层700。其中,加热件500位于第一绝缘层600和第二绝缘层700之间,而第一绝缘层600与基板100背离流道结构200的一侧相连接。如此设置,一方面可保证加热层件流道300的供热,另一方面可通过第一绝缘层600和第二绝缘层700包覆加热件500,避免加热组件在使用过程中存在漏电的风险。
144.实施例七:
145.本实用新型第七个实施例提出了一种烹饪器具,因包括如上述任一实施例的加热组件(图中未示出这一实施例)。
146.本实用新型提出的烹饪器具,因包括如上述任一实施例的加热组件。因此,具有上述加热组件的全部有益效果,在此不再一一论述。
147.具体地,烹饪器具可以为电饭煲、破壁机、水壶、豆浆机等的家电产品。
148.实施例八:
149.本实用新型第八个实施例提出了一种衣物处理装置,因包括如上述任一实施例的加热组件(图中未示出这一实施例)。
150.本实用新型提出的衣物处理装置,因包括如上述任一实施例的加热组件。因此,具有上述加热组件的全部有益效果,在此不再一一论述。
151.具体地,衣物处理装置可以为挂烫机等家电产品。
152.具体实施例一:
153.如图1、图2和图3所示,本实施例提出了一种加热组件。其中,流道结构200设置在基板100上,并与基板100共同形成流道300;流道300位于基板100与流道结构200之间,介质可在流道300内流动。加热件500在运动过程中可对流道300内的介质进行加热。此外,如图4和图5所示,填充件400至少部分设置在流道300内,并且处于流道结构200与基板100的结合处,该部分填充件400可用于填充流道结构200与基板100结合处狭小的缝隙,进而避免流道结构200与基板100的结合处产生狭小的缝隙。
154.在该实施例中,进一步地,如图4和图5所示,填充件400包括填充部402。填充部402设置在流道300内,并且位于流道结构200与基板100的结合处。一方面避免了流道结构200与基板100的结合处发生缝隙腐蚀,另一方面避免了流道结构200与基板100的结合处产生
水垢,进而延长了加热组件的使用寿命,保证了加热组件的产品性能。
155.在该实施例中,进一步地,如图5所示,填充部402的高度l1大于或等于0.5mm,小于或等于1mm。通过设计填充部402的高度l1大于或等于0.5mm,避免了流道结构200与基板100的结合处不存在小于0.5mm的缝隙,进而从根本上避免了缝隙腐蚀和水垢的产生。
156.在该实施例中,进一步地,如图5所示,填充件400还包括连接层404。连接层404设置在流道结构200与基板100之间,并且使得流道结构200与基板100通过连接层404相连接;填充部402设置在连接层404上,并与流道结构200相连接。
157.在该实施例中,进一步地,如图5所示,填充部402朝向流道结构200一侧凸出于连接层404设置,进而可以与流道结构200相连接。并且填充部402凸出连接层404的高度l1大于或等于0.5mm,小于或等于1mm。避免了流道结构200与连接层404的结合处不存在小于0.5mm的缝隙,同时保证了填充部402不会占用流道300内部过多的空间,保证了流道300的空间面积。
158.在该实施例中,进一步地,如图5所示,连接层404的厚度l2大于或等于0.05mm,并且小于或等于1mm。一方面保证了焊料在基板100上的流动性,另一方面避免焊接层存在节瘤等缺陷,避免流道300内部因多余焊料而存在凸点、节瘤等缺陷。
159.在该实施例中,进一步地,如图5所示,连接层404覆盖于基板100设置,并且要完全覆盖基板100设置,可减少基板100在使用过程中的电偶腐蚀,同时保证了加热件在基板100上的热均匀性,保证流道300内部的介质均匀受热。
160.在该实施例中,进一步地,如图5所示,优选为填充件400为焊接件,并且填充部402为焊接部,连接层404为焊接层。如此设置,可在焊接流道结构200和基板100的过程中直接形成填充部402,降低加工工序,并且直接形成一体式的填充件400。
161.在该实施例中,进一步地,在采用焊接工艺时,要保证焊料在基板100上的厚度大于或等于0.05mm,并且小于或等于1mm。当焊料小于0.05mm。
162.在该实施例中,进一步地,填充件400的材料包括但不局限于以下几种或其组合:铜、铜合金、镍、镍合金、铝、铝合金、锡、锡合金。
163.在该实施例中,进一步地,在焊接过程中,填充件400的材料的熔点为t,则填充件400的焊接温度为0.9t至1.1t,焊料的厚度为0.05mm至1mm。当高温钎焊时,焊料层会发生部分熔融,使得连接层404与两侧的流道结构200与基板100形成冶金结合,从而保证高的焊接强度。
164.在该实施例中,进一步地,在焊接过程中,填充件400的焊接时间为10分钟至120分钟,烧结气氛包括但不局限于以下:氩气、氮气、氨气。
165.在该实施例中,进一步地,如图5所示,流道结构200包括背板202,背板202与基板100共同限定出了流道300。填充件400的连接层404位于背板202与基板100之间,填充件400的填充部402位于背板202与基板100的结合处。
166.在该实施例中,进一步地,如图5所示,背板202包括间隔设置的连接部204和流道部206。连接部204通过连接层404与基板100相连接,填充部402位于连接部204和基板100的结合处;流道部206通过连接部204支撑,并与基板100之间形成了流道300。
167.在该实施例中,进一步地,如图5所示,流道部206朝向基板100的一壁面为曲面。
168.在该实施例中,进一步地,如图1和图3所示,流道部206在背板202上呈螺旋状或环
状分布。流道部206在背板202上呈螺旋状或环状分布。
169.在该实施例中,进一步地,如图1和图3所示,流道部206的两端分别设置有进口208和出口210,进口208和出口210与流道300相连通。在流道部206的延伸方向上,流道300包括相连通的沸腾段和过热段。其中,沸腾段被配置为加热处于流道300内的液体并产生蒸汽,过热段被配置为加热沸腾段产生的蒸汽。
170.在该实施例中,进一步地,如图1和图2所示,加热件500可以采用发热涂层或发热膜。此外,加热组件还设置有电极212,电极212与加热件500连接,保证为加热件500供电。并且,加热件500条状分布。
171.在该实施例中,进一步地,如图5所示,加热组件还包括第一绝缘层600和第二绝缘层700。加热件500位于第一绝缘层600和第二绝缘层700之间,一方面可保证加热层件流道300的供热,另一方面可通过第一绝缘层600和第二绝缘层700包覆加热件500,避免加热组件在使用过程中存在漏电的风险。
172.具体实施例二:
173.目前,蒸汽发生器广泛应用于小家电产品中,如挂烫机、蒸汽饭煲等。相关技术中的蒸汽发生器采用加热锅的形式,出蒸汽慢,体积庞大。目前,快速出蒸汽和便携式蒸汽发生器已成为新一代消费趋势。但蒸汽发生器经过长时间使用容易出现生锈和结垢的问题,这将极大影响产品性能。
174.本实用新型提出的加热组件可作为蒸汽发生器使用,并且在运行过程中产生蒸汽。其中,如图1、图2和图3所示,加热组件包括流道结构200、填充件400、基板100和加热件500。其中,填充件400的连接层404铺满整个基板100,并与流道结构200连接。流道结构200与基板100结合处形成间隙,间隙由填充件400的填充部402填充,使得流道结构200与基板100结合处的间隙大于0.5mm。
175.具体地,流道300内部腐蚀的主要原因是流道结构200与基板100结合处形成的缝隙发生缝隙腐蚀,因此本实施例采用填充件400的填充部402填充缝隙。当间隙大于0.5毫米时可以避免缝隙腐蚀。同时,水垢会在间隙位置优先形核,形核后积累形成大片水垢。通过填充件400的填充部402填充缝隙,当间隙大于0.5毫米时可以有效避免水垢形核。
176.此外,当填充件400的连接层404采用焊接层,且填充件400的填充部402采用焊接部时,焊接层的厚度也会影响焊接效果。因此,本实施例连接层404的厚度l2选择为0.05mm至1mm。当高温钎焊时,连接层404会发生部分熔融,使得连接层404与两侧的流道结构200与基板100形成冶金结合,从而保证高的焊接强度。当连接层404的厚度l2小于0.05mm,则会引起焊料流动性不足,导致局部焊接位置缺焊料,引起焊接不均。当连接层404的厚度l2大于1mm,焊料具有极高的流动性,焊料不仅会在流道结构200和基板100间填充,还会流入流道300内壁形成节瘤等缺陷,对流道300内介质流动产生阻力,影响蒸汽发生性能。同时,流道300的内壁由于多余焊料形成的凸点、节瘤,水垢会在此类尖端位置优先形核,逐渐积累后形成水垢,造成堵管风险。
177.具体地,金属部件在介质中,由于金属与金属之间形成特别小的缝隙,使缝隙内介质处于滞流状态,引起缝内金属的加速腐蚀,这种局部腐蚀称为缝隙腐蚀。其中,搭接缝内、紧固件缝隙内是常发生缝隙腐蚀的地方。缝隙腐蚀是由于金属离子和溶解气体在侵蚀溶液中造成缝隙内外浓度不均匀、形成电位差,从而形成电化学腐蚀。当金属表面开始发生局部
腐蚀后,腐蚀伴随的氧化过程会消耗氧气。但经过一个短时间后,缝隙内的氧由于扩散困难而减少,缝隙中的氧化还原反应就被迫停止。氧消耗完以后,缝隙内的氧化还原反应不再发生了,这时由于缝隙内缺氧,缝隙外富氧,形成了“氧浓差电池”。然而金属在缝隙内继续溶解,缝隙内溶液中金属离子过剩,为了保持平衡,氯离子迁移到缝隙内,同时阴极过程转到缝隙外。缝隙内已形成的金属盐类发生水解,结果使缝内ph下降,可达2至3,这就促使缝隙内金属溶解速度增加,相应缝隙外邻近表面的阴极过程,即氧的还原速度也增加,使外部表面得到阴极保护,而加速了缝隙内金属的腐蚀。缝隙内金属离子进一步过剩促使氯离子迁入缝隙内,缝隙腐蚀自催化过程开始,直至缝隙内的不锈钢钝化膜发生不可逆转的破坏,产生严重的缝隙腐蚀。
178.因此,本实施例发现了加热组件中流道结构200和基体之间发生缝隙腐蚀的临界尺寸,当缝隙小于0.5mm时,缝隙中的氧气逐渐消耗而无法得到补充,腐蚀产物金属盐逐渐浓缩,将快速促成“氧浓差电池”形成,导致缝隙腐蚀。当缝隙大于0.5mm时,氧气可以在缝隙中得到充分补充,同时腐蚀产物不会滞留,会被水流冲刷带走,从而避免缝隙腐蚀。此处值得说明的是,0.5mm仅仅是为了阐述本实用新型思想,本实用新型并不局限于0.5mm。
179.如图5所示,由于流道结构200形成流道300的壁面为曲面,而基板100为平面,流道结构200和基体之间必然会产生缝隙。因此,如图5所示,本实用新型采用焊接部进行填充,材料可以为铜及铜合金、镍及镍合金、铝及铝合金、锡及锡合金。材料的熔点为t,则焊接温度为0.9t~1.1t。焊接层厚度为0.05mm~1mm。
180.当高温钎焊时,连接层404会发生部分熔融,使得连接层404与两侧的流道结构200与基板100形成冶金结合,从而保证高的焊接强度。当连接层404的厚度l2小于0.05mm,则会引起焊料流动性不足,导致局部焊接位置缺焊料,引起焊接不均。当连接层404的厚度l2大于1mm,焊料具有极高的流动性,焊料不仅会在流道结构200和基板100间填充,还会流入流道300内壁形成节瘤等缺陷,对流道300内介质流动产生阻力,影响蒸汽发生性能。同时,流道300的内壁由于多余焊料形成的凸点、节瘤,水垢会在此类尖端位置优先形核,逐渐积累后形成水垢,造成堵管风险。
181.本实施例提出的加热组件,通过焊接工艺优化以解决相关加热组件在使用过程中腐蚀和结垢问题。其中,该加热组件包括流道结构200、连接层404、填充部402、基板100和加热件500。
182.因此,流道结构200与基板100结合处形成的间隙由焊接部填充,流道结构200与基板100结合处形成的间隙大于0.5mm;进一步地,材料可以为铜及铜合金、镍及镍合金、铝及铝合金、锡及锡合金;进一步地,焊接温度为0.9t至1.1t,其中材料的熔点为t;进一步地,焊接时间为10分钟至120分钟,烧结气氛为氩气或氮气或氨气;进一步地,焊接层厚度l2为0.05毫米至1毫米。
183.在本实用新型的描述中,术语“多个”则指两个或两个以上,除非另有明确的限定,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制;术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,
可以根据具体情况理解上述术语在本实用新型中的具体含义。
184.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
185.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。