1.本发明涉及生产设备领域,特别是关于一种仿真圣诞树的生产设备。
背景技术:
2.仿真圣诞树作为圣诞节的必要元素,常常用以起到装扮作用。仿真圣诞树通常由仿真的圣诞树干和多根仿真的圣诞树枝组成,圣诞树干和圣诞树枝分开生产并在仿真圣诞树的生产设备上实现组装加工。
3.在制造仿真圣诞树过程中,常见的工序需要包括抓料、放料、送棒料、绑料、断线工序,目前的工艺手段都是采用人工处理,需要通过人工将线穿好,把棒料放置传统绕线机上,在绕线机转动时,需要人左手将铁棒及树枝紧握,绕线机转动时通过人手对铁棒进行调整树枝位置,另一只手还需要抓取树枝,放入绕线机上与铁棒均匀绑好,最后还需人工将绑好后的线剪断。人工处理圣诞树绑枝过程中,因需人手握紧铁棒,克服绕线时转动产生的扭力和线的拉力,长时间用力保持这个动作,劳动强度高作业人员易疲劳。人工处理方法存在工作效率低、工作强度高、成本高,这样做出来的圣诞树成本太高,且容易变型,易脱落层次,产品一致性不高,生产出来的圣诞树每棵都不一样,亟待改善。
技术实现要素:
4.有鉴于此,本发明提供一种仿真圣诞树的生产设备,能够自动化生产仿真圣诞树,实现仿真圣诞树的绑扎自动化,且具有生产效率高、产品质量好等优点。
5.本发明的目的通过以下技术方案实现:一种仿真圣诞树的生产设备,用于将第一物料和/或第二物料绑在铁杆上并在铁杆表面套上胶管且对铁杆端部进行折弯,包括物料输送线、沿物料输送线分布的第一物料分拣机构和第二物料分拣机构、位于物料输送线末端并依次连接的绑扎机构、套胶管机构和弯勾机构,所述第一物料分拣机构对第一物料进行分拣,所述第二物料分拣机构对第二物料进行分拣,所述绑扎机构用于将第一物料和/或第二物料绑在铁杆上,所述套胶管机构用于在铁杆表面套上胶管,所述弯勾机构用于对铁杆端部进行折弯勾。
6.优选的,所述第一物料分拣机构包括第一基座、安装在第一基座上的弹匣式储料仓、位于弹匣式储料仓底部的分料机构,所述分料机构包括分料夹子、和驱使分料夹子转动的旋转机构。
7.优选的,所述第二物料分拣机构包括第二基座、安装在第二基座上的储料仓、位于储料仓底部的分料辊轮、安装在第二基座上的整料机构、以及安装在分料辊轮旁的下料机构,所述分料辊轮上挖设有短时存放单个第二物料的分料凹槽,所述分料凹槽上设置有用于磁吸第二物料的磁铁和感应分料凹槽中是否磁吸有物料的感应器,所述整料机构包括可以前后移动做拍打动作以实现整料的整料板、以及驱使整料板移动的整料气缸。
8.优选的,所述物料输送线具有电机、与电机连接的齿轮、套在齿轮外周的传送链条、固定在传送链条上并等距排布的多个物料输送夹子、以及用于将物料输送夹子中的物
料送至绑扎机构的物料上顶机构。
9.优选的,所述绑扎机构包括设置在物料输送线末端的物料夹持机构、与物料夹持机构相接的推铁杆机构、与推铁杆机构相接的铁杆分拣机构,所述铁杆分拣机构用于对铁杆进行分拣,所述推铁杆机构用于将分拣出来的单个铁杆推至物料夹持机构。
10.优选的,所述绑扎机构还包括位于物料夹持机构旁的绕线绑扎机构、与绕线绑扎机构相接的线材夹持机构、与线材夹持机构相接的线材张紧放线机构,所述线材张紧放线机构用于放置线材,所述线材夹持机构用于将线材送至绕线绑扎机构。
11.优选的,所述绑扎机构还包括位于物料夹持机构旁的超声波焊接机构。
12.优选的,还包括用于将物料夹持机构中的物料转移到套胶管机构中的产品移送机构。
13.优选的,所述套胶管机构包括用于拾取半成品的套管取产品机械手、以及在半成品的铁杆上套装胶管的套管机械手。
14.优选的,所述弯勾机构包括用于拾取半成品的弯勾取产品机械手、以及对半成品的铁杆进行折弯勾的弯勾压轮。
15.本发明相较于现有技术的有益效果是:本发明的仿真圣诞树的生产设备,能够自动化生产仿真圣诞树,实现仿真圣诞树的绑扎自动化,且具有生产效率高、产品质量好等优点。通过第一物料分拣机构、第二物料分拣机构、铁杆分拣机构实现物料的自动分拣并逐个上料,随后通过绑扎机构将多个物料绑扎在铁杆上,把线材不停缠绕在铁杆上,同时进行超声波焊接,就可以把物料焊接在铁杆上,最后把绑扎完成的仿真圣诞树进行铁杆的套管和折弯,由此完成圣诞树的生产过程。本技术仿真圣诞树的生产设备能够完全代替人工生产,实现仿真圣诞树的自动化生产,大大节约人工成本,降低生产成本,提高企业竞争力。
附图说明
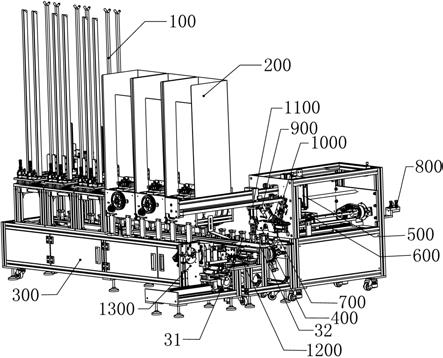
16.图1为本发明一实施例中仿真圣诞树的生产设备的结构图。
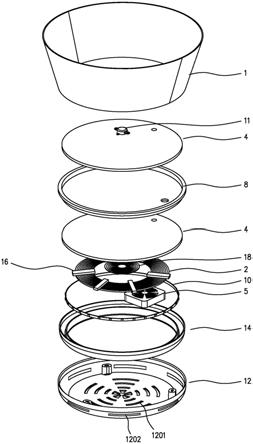
17.图2为本发明一实施例中仿真圣诞树的结构图。
18.图3为本发明一实施例中第一物料分拣机构的结构图。
19.图4为本发明一实施例中弹匣式储料仓的结构图。
20.图5为本发明一实施例中分料机构的结构图。
21.图6为本发明一实施例中第二物料分拣机构的结构图。
22.图7为本发明一实施例中第二物料分拣机构的结构图。
23.图8为本发明一实施例中分料辊轮的结构图。
24.图9为本发明一实施例中整料机构的结构图。
25.图10为本发明一实施例中下料机构的结构图。
26.图11为本发明一实施例中物料上顶机构的结构图。
27.图12为本发明一实施例中物料夹持机构的结构图。
28.图13为本发明一实施例中铁杆分拣机构的结构图。
29.图14为本发明一实施例中推铁杆机构的结构图。
30.图15为本发明一实施例中绕线绑扎机构的结构图。
31.图16为本发明一实施例中线材张紧放线机构的结构图。
32.图17为本发明一实施例中超声波焊接机构的结构图。
33.图18为本发明一实施例中线材夹持机构的结构图。
34.图19为本发明一实施例中产品移送机构的结构图。
35.图20为本发明一实施例中套胶管机构的结构图。
36.图21为本发明一实施例中弯勾机构的结构图。
具体实施方式
37.为了便于本领域技术人员理解,下面将结合具体实施例及附图对本发明作进一步详细描述。
38.请参考图1
‑
21,本发明实施例包括:请参阅图1,一种仿真圣诞树的生产设备,用于将第一物料01和第二物料02绑在铁杆03上并在铁杆03表面套上胶管04且对铁杆03端部进行折弯,包括机台、物料输送线300、沿物料输送线300分布的第一物料分拣机构100和第二物料分拣机构200、位于物料输送线300末端并依次连接的绑扎机构、套胶管机构1200和弯勾机构1300,第一物料分拣机构100对第一物料01进行分拣,第二物料分拣机构200对第二物料02进行分拣,绑扎机构用于将第一物料01和第二物料02绑在铁杆03上,套胶管机构1200用于在铁杆03表面套上胶管04,弯勾机构1300用于对铁杆03端部进行折弯勾05。
39.请参阅图2,本实施例中生产的仿真圣诞树由多个第一物料01和多个第二物料02绑在铁杆03上,通过线材缠绕,然后焊接固定,并在铁杆底部套入胶管,并对铁杆最末端进行折弯,弯成弯勾。
40.当需要生产仿真圣诞树时,第一物料分拣机构100对第一物料进行上料,与此同时第二物料分拣机构200对第二物料进行上料,随后绑扎机构通过线材将第一物料和第二物料绑在铁杆上,并同时进行超声波焊接,将第一物料和第二物料牢固固定在铁杆,最后进行套胶管和折弯勾作业,就完成了仿真圣诞树的生产过程。本技术仿真圣诞树的生产设备能够自动化生产圣诞树,生产效率高,完全代替人工生产,生产出来的圣诞树质量佳。
41.请参阅图3
‑
5,第一物料分拣机构100包括第一基座11、安装在第一基座11上的弹匣式储料仓12、位于弹匣式储料仓12底部的分料机构13,分料机构13包括分料夹子131、和驱使分料夹子131转动的旋转机构132。旋转机构132中含有电机,电机用于驱使分料夹子131转动,分料夹子可夹取弹匣式储料仓中的第一物料,当分料夹子夹取到第一物料后,分料夹子转动180度后将第一物料放到物料输送线300中,第一物料随物料输送线300而移动。
42.请参阅图6
‑
10,第二物料分拣机构200包括第二基座21、安装在第二基座21上的储料仓22、位于储料仓22底部的分料辊轮23、安装在第二基座21上的整料机构24、以及安装在分料辊轮23旁的下料机构25,分料辊轮23上挖设有短时存放单个第二物料02的分料凹槽231,分料凹槽231上设置有用于磁吸第二物料02的磁铁232和感应分料凹槽231中是否磁吸有物料的感应器233,整料机构24包括可以前后移动做拍打动作以实现整料的整料板241、以及驱使整料板241移动的整料气缸242。下料机构25包括下料杆251和驱使下料杆251上行与下行的气缸。
43.当需要对第二物料进行分料时,分料辊轮23的磁铁232会把第二物料吸附至分料
凹槽231内,随后分料辊轮23启动并转动,当分料辊轮23转动到预定工位时,气缸驱动下料杆251下行,第二物料在下料杆251的波动下与磁铁分离,实现对第二物料的分料,本技术的第二物料分拣机构200,由于省去了机械手结构,使得第二物料分拣机构200的整体结构更加简单紧凑,同时也大大缩减第二物料的分料成本,且仅仅采用分料辊轮23和下料机构25就可实现分料,也大大提高了对第二物料的分料效率。
44.请参阅图1和图11,物料输送线300具有架体、电机、与电机连接的齿轮、套在齿轮外周的传送链条、固定在传送链条上并等距排布的多个物料输送夹子31、以及用于将物料输送夹子31中的物料送至绑扎机构的物料上顶机构32。物料上顶机构32包括顶料气缸321、顶料架322和两个顶料片323,顶料气缸321设置于固定架325上,顶料气缸322的驱动轴与顶料板323连接,两个顶料片323均设置于顶料架322上,两个顶料片323上均开设有v型槽324。
45.当第一物料或第二物料到达预定顶料工位时,物料上顶机构32启动工作时,顶料气缸321驱动顶料架322往上移动,依靠两个顶料片323与物料接触,实现对物料的顶料,由于两个顶料片323上均开设有v型槽324,v型槽324的开设,其中一个v型槽324与物料的头部接触,另一个v型槽324与物料的尾部接触,完成对物料的顶料。由于设置有两个顶料片323,一个顶料片323用于顶住物料的头部,一个顶料片323用于顶住物料的尾部,使得物料在被顶料的过程中不会发生受力不均匀的情况,能够很好地防止物料发生晃动。
46.绑扎机构包括设置在物料输送线300末端的物料夹持机构400、与物料夹持机构400相接的推铁杆机构600、与推铁杆机构600相接的铁杆分拣机构500,铁杆分拣机构500用于对铁杆03进行分拣,推铁杆机构600用于将分拣出来的单个铁杆03推至物料夹持机构400。
47.请参阅图12,物料夹持机构400包括滑杆410、入料仓420、横移电机430、齿轮、两个夹料气缸450和两个夹板460,滑杆410滑动设置于机台上,滑杆410的端部位置处设置有螺纹411,入料仓420与滑杆410连接,入料仓420上开设有入料口421,横移电机430设置于机台上,齿轮与横移电机430的驱动轴连接,且齿轮与滑杆410相啮合,两个夹料气缸450均设置于入料仓420上,两个夹板460均位于入料仓420内,且两个夹板460一一对应与两个夹料气缸420的驱动轴连接。
48.当物料上顶机构32把第一物料或第二物料顶料至入料仓420中的入料口421内时,物料夹持机构400开始启动工作时,两个夹料气缸450输出动力驱动两个夹板460相互靠近,把第一物料或第二物料夹持在铁杆上。横移电机430以及齿轮的设置,可以调整入料仓420的位置处,横移电机430通过转动齿轮,带动滑杆410移动,从而带动入料仓420移动。
49.请参阅图13、图14和图15,铁杆分拣机构500包括螺杆510、固定板520、滑板530、第一落料板540、第二落料板550、挡料气缸组560、挡杆气缸组570、铁杆上料板580和推料装置590,螺杆510设置于机台上,固定板520设置于螺杆510上,滑板530与螺杆510相螺接,第一落料板540设置于固定板520上,第二落料板550设置于滑板530上,挡料气缸组560包括第一挡料气缸561和第二挡料气缸562,第一挡料气缸561设置于固定板520上,第二挡料气缸562设置于滑板530上,挡杆气缸组570包括第一档杆气缸571和第二档杆气缸572,第一档杆气缸571设置于固定板520上,第二档杆气缸572设置于滑板530上,铁杆上料板580上开设有v型铁杆槽581,推料装置590包括横移滑轨591、第一滑块592、第二滑块593、导向杆594、无杠气缸595、升降气缸596和推板597,横移滑轨591设置于机台上,第一滑块592滑动设置于横
移滑轨591上,第二滑块593滑动设置于横移导轨591上,导向杆594的一端设置于第一滑块592上,导向杆594的另一端设置于第二滑块593上,无杠气缸595滑动设置于导向杆594上,且无杠气缸595与第二滑块593连接,升降气缸596设置于第二滑块593上,推板597与升降气缸596的驱动轴连接,推板597上设置有推片5971。
50.当需要对铁杆进行上料时,把需要上料的铁杆放入至第一落料板540和第二落料板550上,为了保证一次上料一根铁杆,依靠挡料气缸组560和挡杆气缸组570来完成,第一挡料气缸561的驱动轴和第二挡料气缸562的驱动轴会往前挡住后续的铁杆,第一档杆气缸571的驱动轴和第二档杆气缸572的驱动轴会往后缩,先让第一根铁杆依靠自身重力落入v型铁杆槽581内,以此来保证一次上料一根铁杆。
51.当铁杆落入v型铁杆槽581内时,推料装置590启动工作,升降气缸596驱动推板597升降至预定推料高度,让推片5971落入至v型铁杆槽581内,而后无杠气缸595输出动力驱动第一滑块592和第二滑块593沿着横移滑轨591移动,让推片5971推动铁杆移动。
52.螺杆510的设置,且滑板530与螺杆510相螺接,操作人员可以通过转动调节固定板520和滑板530之间的距离,以此来适应不同长度的铁杆。
53.绑扎机构还包括位于物料夹持机构400旁的绕线绑扎机构700、与绕线绑扎机构700相接的线材夹持机构1000、与线材夹持机构1000相接的线材张紧放线机构800,线材张紧放线机构800用于放置线材,线材夹持机构1000用于将线材送至绕线绑扎机构700。
54.如图15,绕线绑扎机构700包括绕线电机710、绕线轮组720、第一传动套件730、第二传动套件740、连接杆750、夹线装置760,绕线电机710设置于机台上,绕线轮组720包括第一绕线轮721和第二绕线轮722,第一绕线轮721转动安装于机台上,第一绕线轮721上开设有第一出线孔7211和入杆孔7212,第二绕线轮722转动安装于机台上,第二绕线轮722上开设有第二出线孔,第一传动套件730分别与绕线电机710和第一绕线轮721传动连接,第二传动套件740与第二绕线轮722传动连接,连接杆750的一端与第一传动套件730连接,连接杆750的另一端与第二传动套件740连接,夹线装置760设置于基座上。
55.当第一物料或第二物料和铁杆都达到预定的绑扎工位时,此时,绑扎机构700就可以开始启动工作,绕线电机710输出动力,通过第一传动套件730和第二传动套件740,以此来转动第一绕线轮721和第二绕线轮722,需要强调的是,第一绕线轮721开设有第一出线孔7211,第二绕线轮722开设有第二出线孔,线体的一端会顺序穿过第二出线孔和第一出线孔7211,然后依靠夹线装置760夹持住线体的一端。当第一绕线轮721和第二绕线轮722转动时,线体就会缠绕在铁杆上,把第一物料或第二物料绑扎在铁杆上,在绑扎的过程中,超声波焊接装置770还同时启动工作,不断对铁杆进行超声波焊接,让第一物料或第二物料能够稳定固定在铁杆上,也就生产出来仿真圣诞树。
56.如图16,线材张紧放线机构800包括基板810、放线轮820,基板810设置于机台上,放线轮820转动安装于基板810上。放线轮820对线材进行放线。
57.绑扎机构还包括位于物料夹持机构400旁的超声波焊接机构900,超声波焊接的方式,能够大大提高焊接的牢靠性,同时超声波焊接的方式也更加安全和可靠。此超声波焊接机构为市面上常见的焊接设备,故此不再详细展开说明其内部结构。
58.还包括用于将物料夹持机构400中的物料转移到套胶管机构1200中的产品移送机构1100。
59.如图19,产品移送机构1100包括导向轨1110、机械手电机1120、第一转动轮1130、第二转动轮1140、滑带1150和气爪1160,导向轨1110设置于基座100上,机械手电机1120设置于导向轨1110上,第一转动轮1130与机械手电机1120的驱动轴连接,第二转动轮1140转动安装于导向轨1110上,滑带1150分别与第一转动轮1130和第二转动轮1140传动连接,气爪1160滑动设置于导向轨1110上,气爪1160与滑带1150连接。
60.机械手电机1120输出动力转动第一转动轮1130,依靠滑带1150带动第二转动轮1140转动,气爪1160就能够沿着导向轨1110滑动,调整气爪1160的位置,让气爪1160能够夹持住圣诞树,完成对仿真圣诞树的输送。
61.套胶管机构1200包括用于拾取半成品的套管取产品机械手121、以及在半成品的铁杆03上套装胶管04的套管机械手122。套管取产品机械手121上行从气爪中夹取仿真圣诞树半成品,然后下行定位,通过套管机械手122进行胶管的套装。
62.弯勾机构1300包括用于拾取半成品的弯勾取产品机械手131、以及对半成品的铁杆03进行折弯勾的弯勾压轮132。胶管套装完毕后,弯勾取产品机械手131拾取半成品,然后送至弯勾压轮132进行弯勾的制作,至此便完成仿真圣诞树的制作。
63.在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
64.此外,术语“第一”、“第二”、“第三”、“第四”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量,由此,限定有“第一”、“第二”、“第三”、“第四”的特征可以明示或者隐含地包括至少一个该特征。
65.在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
66.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。