1.本实用新型属于保温杯技术领域,尤其是一种抗菌保温杯。
背景技术:
2.保温杯一般是由陶瓷或不锈钢加上真空层作成的盛水的容器,顶部有盖,密封严实,真空绝热层能使装在内部的水等液体延缓散热,以达到保温的目的。保温杯从保温瓶发展而来的,保温原理与保温瓶一样,只是人们为了方便把瓶做成杯。钛金内胆是指电热水器由含钛金属制成的内胆。这种内胆强度高、耐高温、抗腐蚀,性能稳定,分别有卧式、立式和圆柱体、立方体可供选择。
3.目前市场上的钛金属内胆保温杯往往结构复杂,使用价值不高,为了外观好看和不生锈,采用钛合金或不锈钢制成,钛合金价格昂贵,不锈钢没有光泽,影响外观。中国专利号cn111250620a公开了一种具有钛制复合内胆的保温杯及其制造工艺,包括内胆本体,内胆本体包括第一内胆层和第二内胆层,第一内胆层和第二内胆层同心设置,第一内胆层由不锈钢材料或铜材料或铁材料或铝材料制成,第二内胆层由钛材料制成,内胆本体的下端设有第一底层和第二底层,第一底层由不锈钢材料制成,第二底层由钛材料制成,第一底层与第一内胆层的下端部固定连接,第二底层与第二内胆层的下端部固定连接。
4.上述公开的这种保温杯钛金属层与内胆层同步加工成型,再穿设完成后对钛金属层与内胆层进行同步旋压,由于内胆层与钛为不同金属,具有不同的延展性和强度,在实际塑形旋压过程中,内胆层和钛金属层难以做到有效的旋压精度。
5.且上述公开的这种保温杯的制造工艺,钛金属层与内胆层底部高度相同,在钛金属层的焊接过程中,肯定会对内胆层进行干涉,且钛金属层位于内侧,在实际操作中难以做到对钛金属层的合理有效可靠的焊接,影响钛金属层的密封性和抗菌性。
技术实现要素:
6.本实用新型是为了克服上述现有技术中的缺陷,提供一种结构简单,焊接稳定,安全可靠的抗菌保温杯及其加工工艺。
7.为了达到以上目的,本实用新型所采用的技术方案是:一种抗菌保温杯,包括同心设置的钛金属层、内胆层和外壳,内胆层包裹于钛金属层外,外壳包裹于内胆层外;所述钛金属层底部焊接有钛底座,内胆层底部焊接有内胆底座;所述钛金属层底部位于内胆层底部下方,且内胆层底部形成有折边结构,折边结构与钛金属层外表面之间形成有间隙;所述钛金属层顶部与内胆层顶部焊接固定,外壳顶部与内胆层焊接固定。
8.作为本实用新型的一种优选方案,所述折边结构与内胆层底部为一体结构,折边结构包括相连接的水平段和连接段,水平段和连接段均为环形结构。
9.作为本实用新型的一种优选方案,所述水平段内侧与内胆层底部相连,连接段连接于水平段的外侧,连接段与相对应的钛金属层外表面平行设置。
10.作为本实用新型的一种优选方案,所述内胆底座包括底板和连接于底板边沿的连
接环,连接环与相对应的钛金属层外表面平行设置。
11.作为本实用新型的一种优选方案,所述连接环与连接段焊接固定,连接环连接于连接段内壁,且连接环顶部与水平段相抵。
12.作为本实用新型的一种优选方案,所述内胆底座包裹钛金属层底部和钛底座设置。
13.作为本实用新型的一种优选方案,所述钛金属层和内胆层分别通过旋压成型。
14.作为本实用新型的一种优选方案,所述外壳和内胆层为不锈钢材料或铜材料或铁材料或铝材料。
15.一种抗菌保温杯的加工工艺,包括以下步骤:
16.步骤a:选用两根长度不同的金属管材和钛材料管材,金属管材的长度小于钛材料管材,且金属管材的直径大于钛材料管材的直径;
17.步骤b:采用旋压工艺对金属管材和钛材料管材进行分别加工,金属管材的厚度旋压至0.3
‑
0.6mm,形成内胆层,钛材料管材的厚度旋压至0.2
‑
0.3mm,形成钛金属层;
18.步骤c:对内胆层一端进行弯折加工,形成折边结构;
19.步骤d:将内胆层套接于钛金属层外,内胆层与钛金属层紧密贴合,折边结构与钛金属层之间形成间隙,且内胆层的长度小于钛金属层的长度;
20.步骤e:将内胆层的顶部和钛金属层的顶部对齐,并对内胆层的顶部和钛金属层的顶部进行焊接固定;
21.步骤f:对钛金属层底部进行焊接封口;
22.步骤g:对内胆层底部进行焊接封口;
23.步骤h:在内胆层外焊接外壳。
24.作为本实用新型的一种优选方案,所述外壳和内胆层为不锈钢材料或铜材料或铁材料或铝材料。
25.本实用新型的有益效果是,与现有技术相比:通过设置钛金属层的长度大于内胆层的长度,使得钛金属层底部和内胆层底部不同的高度差,在钛金属层底部焊接钛底座的过程中不与内胆层形成干涉,且内胆层底部形成折边结构,内胆层底部在与内胆底座焊接过程中不与钛金属层形成干涉;同时钛金属层、内胆层和外壳分别单独加工,使得整体具有更好的精度和可靠性。
附图说明
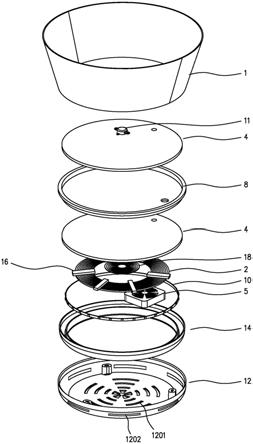
26.图1是本实用新型的结构示意图;
27.图2是钛金属层和内胆层的连接示意图;
28.图3是钛金属层和钛底座的连接示意图;
29.图4是内胆层和内胆底座的连接示意图;
30.图5是图4中a处的局部放大图;
31.图中附图标记:钛金属层1,钛底座1
‑
1,内胆层2,内胆底座2
‑
1,连接环2
‑
2,底板2
‑
3,折边结构3,水平段3
‑
1,连接段3
‑
2,外壳4。
具体实施方式
32.下面结合附图对本实用新型实施例作详细说明。
33.如图1
‑
5所示,一种抗菌保温杯,包括同心设置的钛金属层1、内胆层2和外壳4,内胆层2包裹于钛金属层1外,外壳4包裹于内胆层2外;钛金属层1底部焊接有钛底座1
‑
1,内胆层2底部焊接有内胆底座2
‑
1;钛金属层1底部位于内胆层2底部下方,且内胆层2底部形成有折边结构3,折边结构3与钛金属层1外表面之间形成有间隙;钛金属层1顶部与内胆层2顶部焊接固定,外壳4顶部与内胆层2焊接固定。
34.内胆层2的内壁与钛金属层1外壁相抵,当内胆层2的顶部与钛金属层1的顶部焊接固定后,钛金属层1的底部位于内胆层2的底部下方,此时钛金属层1的底部暴露在空气中,钛金属层1的底部在焊接钛底座1
‑
1时不会与内胆层2发生干涉,也便于钛底座1
‑
1与钛金属层1的焊接,而内胆层2的折边结构3上焊接内胆底座2
‑
1,折边结构3沿内胆层2外侧延伸,使得折边结构3与钛金属层1外表面之间形成有间隙,便于内胆底座2
‑
1的焊接。
35.折边结构3与内胆层2底部为一体结构,折边结构3包括相连接的水平段3
‑
1和连接段3
‑
2,水平段3
‑
1和连接段3
‑
2均为环形结构,水平段3
‑
1内侧与内胆层2底部相连,连接段3
‑
2连接于水平段3
‑
1的外侧,连接段3
‑
2与相对应的钛金属层1外表面平行设置。
36.折边结构3通过将内胆层2底部进行向外翻转,且将向外翻转段再进行向下翻转得到,折边结构3与内胆层2之间形成有一定间隙的空腔结构,便于内胆底座2
‑
1顶部的放置和连接,且该一定间隙的空腔结构也便于内胆底座2
‑
1在与内胆层2焊接过程中,减少钛金属层1对内胆层2的干涉。
37.折边结构3与内胆层2之间形成阶梯型结构,水平段3
‑
1和连接段3
‑
2之间呈90
°
垂直设置,且水平段3
‑
1与内胆层2之间也呈90
°
垂直设置,连接段3
‑
2与内胆层2平行设置,连接段3
‑
2与钛金属层1之间形成间隙。
38.内胆底座2
‑
1包括底板2
‑
3和连接于底板2
‑
3边沿的连接环2
‑
2,连接环2
‑
2与相对应的钛金属层1外表面平行设置,连接环2
‑
2与连接段3
‑
2焊接固定,连接环2
‑
2连接于连接段3
‑
2内壁,且连接环2
‑
2顶部与水平段3
‑
1相抵。
39.连接环2
‑
2与底板2
‑
3为一体成型结构,底板2
‑
3的尺寸大于钛底座1
‑
1的尺寸,连接环2
‑
2顶部位于折边结构3与内胆层2之间形成有一定间隙的空腔结构内,通过焊接将内胆底座2
‑
1与内胆层2固定连接,此时连接环2
‑
2的顶部与水平段3
‑
1相抵,连接环2
‑
2顶部侧壁与连接段3
‑
2相抵,且连接环2
‑
2顶部侧壁与连接段3
‑
2底部连接处通过焊接固定连接。
40.内胆底座2
‑
1包裹钛金属层1底部和钛底座1
‑
1设置,钛金属层1和内胆层2分别通过旋压成型,利用旋薄滚压工艺将成形好的管胚旋薄的同时滚压拉长,将滚压拉长之后的管胚清洗干净后,与同材质的内底进行激光焊接,形成一个半封闭式的桶,作为保温杯的内层部件。旋薄拉长之后的管胚不仅表面纹路细腻,同时在材料克重不变的情况下提高管胚的容积。大大的提升了材料的利用率。
41.利用液压涨形工艺将内胆层2的管材旋薄拉长之后相适应的尺寸,即成形后的内胆层2的内直径与旋薄拉伸后的钛金属层1的外直径过度配合。
42.利用拉伸的原理将钛金属层1压入内胆层2内,使内胆层2紧紧的包裹在钛金属层1的管壁上形成一个整体的内胆。
43.外壳4和内胆层2为不锈钢材料或铜材料或铁材料或铝材料。
44.一种抗菌保温杯的加工工艺,包括以下步骤:
45.步骤a:选用两根长度不同的金属管材和钛材料管材,金属管材的长度小于钛材料管材,且金属管材的直径大于钛材料管材的直径。
46.步骤b:采用旋压工艺对金属管材和钛材料管材进行分别加工,金属管材的厚度旋压至0.13
‑
0.2mm,形成内胆层2,钛材料管材的厚度旋压至0.2
‑
0.3mm,形成钛金属层1。
47.利用液压涨形工艺将内胆层2的管材旋薄拉长之后相适应的尺寸,即成形后的内胆层2的内直径与旋薄拉伸后的钛金属层1的外直径过度配合。
48.步骤c:对内胆层2一端进行弯折加工,形成折边结构3,使得折边结构3与内胆层2之间形成有一定间隙的空腔结构,便于后期内胆底座2
‑
1的焊接固定。
49.步骤d:将内胆层2套接于钛金属层1外,内胆层2与钛金属层1紧密贴合,利用液压涨形工艺将内胆层2的管材旋薄拉长之后相适应的尺寸,即成形后的内胆层2的内直径与旋薄拉伸后的钛金属层1的外直径过度配合。
50.折边结构3与钛金属层1之间形成间隙,且内胆层2的长度小于钛金属层1的长度,使得钛金属层1的底部暴露在空气中,便于钛底座1
‑
1与钛金属层1之间的连接。
51.步骤e:将内胆层2的顶部和钛金属层1的顶部对齐,并对内胆层2的顶部和钛金属层1的顶部进行焊接固定,通过激光焊接将内胆层2的顶部和钛金属层1的顶部相固定。
52.步骤f:对钛金属层1底部进行焊接封口,通过激光焊接将钛底座1
‑
1焊接于钛金属层1底部。
53.步骤g:对内胆层2底部进行焊接封口,通过激光焊接将内胆底座2
‑
1焊接于内胆层2底部。
54.步骤h:在内胆层2外焊接外壳4。
55.外壳4和内胆层2为不锈钢材料或铜材料或铁材料或铝材料。
56.基于钛金属强大的抗菌抗腐蚀重量轻等优点,用此工艺生产出来的保温杯不仅具有传统保温杯的保温性能,同时具有抑菌抗腐蚀等特点。大大的提升了保温杯的使用寿命。
57.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现;因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
58.尽管本文较多地使用了图中附图标记:钛金属层1,钛底座1
‑
1,内胆层2,内胆底座2
‑
1,连接环2
‑
2,底板2
‑
3,折边结构3,水平段3
‑
1,连接段3
‑
2,外壳4等术语,但并不排除使用其它术语的可能性;使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。