1.本发明涉及板材技术领域,尤其涉及一种用于胶合板的裁切拼接系统。
背景技术:
2.在板材的加工过程中,总是出现一些小型的边料和损坏的料材,通过拼接完成对板材整体加工,通过在加工过程中有通过人工修补,或者是拼接的形式进行补齐,但是在这个过程中需要人员进行切边费时费力,造成人力物力的浪费,同时企业成本增加,在这个过程中,需要人员涂胶拼接,特别是在拼接过程中,人员往往需要大力挤压,在使用工具进行固定,工作过程繁琐,无法提高拼接效率,应设计一种能够即裁切又拼接的系统。
技术实现要素:
3.本发明的一个技术任务是解决现有技术的不足,设计提供一种用于胶合板的裁切拼接系统。
4.为了实现上述目的,本发明采取的技术方案是:一种用于胶合板的裁切拼接系统,包括底架,所述底架上安装有裁切装置、吹料装置、涂胶装置和拼接装置,所述裁切装置包括裁切电机,所述裁切电机安装于所述底架上,所述裁切电机转轴上转动连接左裁切轮和右裁切轮,所述裁切电机通过第一转轴转动连接左裁切轮和右裁切轮,所述第一转轴上安装有第一齿轮,所述右裁切轮通过第二转轴上的第二齿轮与所述第一齿轮转动连接,所述第一齿轮与所述第二齿轮安装于齿轮箱内,所述齿轮箱安装于裁切电机上方的所述底架上,所述裁切装置后端安装有所述吹料装置,所述吹料装置包括吹料管,所述吹料管包括左吹料管和右吹料管,所述左吹料管安装于所述左裁切轮后端,所述右吹料管安装于所述右裁切轮后端,所述吹料管通过料管支架安装于所述裁切电机后端;所述涂胶装置包括涂胶机和涂胶管,所述涂胶机安装于所述料管支架后端的底架上,所述涂胶管连接于所述涂胶机上的出胶口,所述涂胶管设置于所述左裁切轮后端,所述拼接装置安装于所述涂胶装置后端两侧,所述拼接装置包括拼接左板和拼接右板,所述拼接左板安装于所述底架左侧,所述拼接右板安装于所述底架右侧,所述拼接右板和拼接左板通过液压装置推送,所述液压装置包括液压箱、左液压杆和右液压杆,所述左液压杆和所述拼接左板固定连接,所述右液压杆与所述拼接右板固定连接;左裁切轮的厚度大于右裁切轮的厚度,在裁切胶合板时,左裁切轮对胶合板中部位置裁切出一道沟槽,有裁切轮将胶合板的上下两端进行裁切,上下两端的裁切厚度和左裁切轮裁切完上下两端剩余的厚度相同,这样子拼接时能够直接拼接到位,使裁切后的左胶合板和右胶合板正好贴合,完成后面的拼接,在裁切完成后通过后面的吹料管将裁切位置的裁切剩料板尘全部吹除,将裁切部位的板尘吹除后进行涂胶作业,通过涂胶机上的涂胶管进行擦涂,同时在涂胶时只对左侧裁切槽内进行涂刷胶液,通过对沟槽内的三面涂胶之后完成涂胶作业,涂胶完成后通过拼接装置和液压装置将两块胶合板进行挤压完成拼接操作,同时在裁切轮与吹料管之间设置有吹料限位开关,吹料管与所述涂胶管之间设置有
涂胶限位开关,涂胶管与所述拼接装置之间设置拼接限位开关,这些限位开关分别与编程控制器连接,通过限位开关的感应传输到编程控制器,通过编程控制器后续操作控制,完成整个操作,这样既能完成对裁切的过程又对涂胶拼接整体完成,节省了人力物力,提高企业的板材利用率,降低生产成本。
5.优选的,所述右裁切轮为双层裁切轮,所述左裁切轮嵌于所述双层裁切轮左侧的间隙处,所述左裁切轮与所述双层裁切轮的上下面平行;在裁切时为保证裁切的胶合板能够拼接,将左裁切轮嵌入右裁切轮的双层裁切轮内,这样能够完成对裁切的厚度提供保证,使裁切的左胶合板和右胶合板能够切合的拼接,保证拼接胶合板的质量。
6.优选的,所述左吹料管和所述右吹料管上安装有电磁气阀,所述电磁气阀通过编程控制器控制,所述左吹料管与所述右吹料管分别安装于所述吹料管上;电磁气阀通过编程控制器控制开启和关闭,这样能够更准确的完成对吹料的操作,同时节约用气量,节省企业成本。
7.优选的,所述左吹料管的第一管头处设置有过个吹料孔,多个所述吹料孔分别设置于所述第一管头的上端、下端和左端,所述右吹料管的第二管头设置有上管头和下管头,所述上管头和所述下管头分别设置有多个吹料孔,所述上管头的吹料孔分别设置于所述上管头下端、前端和右端,所述下管头的吹料孔分别设置于下管头的上端、前端和右端;吹料管上设置多个吹料孔,同时同时分为左吹料管和右吹料管,左吹料管对左边裁切沟槽进行吹料,右吹料管对右边裁切的上下裁切面进行吹料,这样在涂胶时能够时胶粘结的更加牢实,使两侧的胶合板紧紧贴上。
8.优选的,所述吹料孔倾斜设置于所述第一管头和所述第二管头上;吹料管倾斜设置于第一管头和第二管头上,这样将板材裁切尘向前方吹除,保证后端的涂胶不被污染,保证了粘胶的粘性,同时时胶合板粘结牢固,质量得到更好的保证。
9.优选的,所述涂胶管的涂胶头处设置有三个涂胶刷,三个所述涂胶刷分别安装装于所述涂胶头的上端、下端和左端,所述涂胶刷与所述涂胶头的连接处设置有出胶孔;涂胶过程中使用涂胶管伸入左裁切胶合板的沟槽内,为保证涂胶均匀全面,对沟槽三个面进行涂胶,在涂胶管的涂胶头上设置三处涂胶刷,涂胶刷与涂胶头的连接处设置涂胶孔,便于在涂胶时将胶均匀的铺于涂胶刷上,使涂胶刷更加均匀的涂刷于沟槽的三面。
10.优选的,所述拼接右板和所述拼接左板右端安装有挡板,所述挡板通过挡板气阀控制,所述挡板中部位置安装盖板,所述盖板与所述挡板焊接;在拼接过程中保证拼接成功在拼接右板和拼接左板的后端设置有挡板,挡板用于将左胶合板和右胶合板拼接进入,在拼接位置的挡板上设置盖板,这样在拼接时保证在拼接成功,防止两块板材在拼接时突起,保证拼接的有进行,同时挡板是可以进行升降的这样也保证拼接的板材输出。
11.本发明的技术效果:1、与现有技术相比,本发明的一种用于胶合板的裁切拼接系统,左裁切轮的厚度大于右裁切轮的厚度,在裁切胶合板时,左裁切轮对胶合板中部位置裁切出一道沟槽,有裁切轮将胶合板的上下两端进行裁切,上下两端的裁切厚度和左裁切轮裁切完上下两端剩余的厚度相同,这样子拼接时能够直接拼接到位,使裁切后的左胶合板和右胶合板正好贴合,完成后面的拼接,在裁切完成后通过后面的吹料管将裁切位置的裁切剩料板尘全部吹除,将裁切部位的板尘吹除后进行涂胶作业,通过涂胶机上的涂胶管进行擦涂,同时在涂胶时
只对左侧裁切槽内进行涂刷胶液,通过对沟槽内的三面涂胶之后完成涂胶作业,涂胶完成后通过拼接装置和液压装置将两块胶合板进行挤压完成拼接操作,这样既能完成对裁切的过程又对涂胶拼接整体完成,节省了人力物力,提高企业的板材利用率,降低生产成本。
12.2、在裁切时为保证裁切的胶合板能够拼接,将左裁切轮嵌入右裁切轮的双层裁切轮内,这样能够完成对裁切的厚度提供保证,使裁切的左胶合板和右胶合板能够切合的拼接,保证拼接胶合板的质量。
13.3、电磁气阀通过编程控制器控制开启和关闭,这样能够更准确的完成对吹料的操作,同时节约用气量,节省企业成本。
14.4、吹料管上设置多个吹料孔,同时同时分为左吹料管和右吹料管,左吹料管对左边裁切沟槽进行吹料,右吹料管对右边裁切的上下裁切面进行吹料,这样在涂胶时能够时胶粘结的更加牢实,使两侧的胶合板紧紧贴上。
15.5、吹料管倾斜设置于第一管头和第二管头上,这样将板材裁切尘向前方吹除,保证后端的涂胶不被污染,保证了粘胶的粘性,同时时胶合板粘结牢固,质量得到更好的保证。
16.6、涂胶过程中使用涂胶管伸入左裁切胶合板的沟槽内,为保证涂胶均匀全面,对沟槽三个面进行涂胶,在涂胶管的涂胶头上设置三处涂胶刷,涂胶刷与涂胶头的连接处设置涂胶孔,便于在涂胶时将胶均匀的铺于涂胶刷上,使涂胶刷更加均匀的涂刷于沟槽的三面。
17.7、在拼接过程中保证拼接成功在拼接右板和拼接左板的后端设置有挡板,挡板用于将左胶合板和右胶合板拼接进入,在拼接位置的挡板上设置盖板,这样在拼接时保证在拼接成功,防止两块板材在拼接时突起,保证拼接的有进行,同时挡板是可以进行升降的这样也保证拼接的板材输出。
附图说明
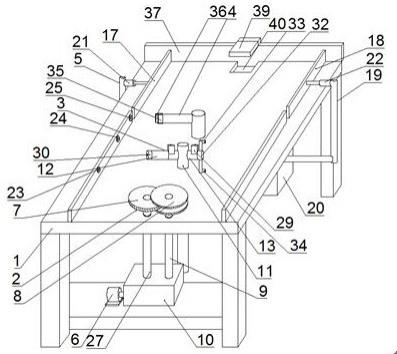
18.图1 为本发明一种用于胶合板的裁切拼接系统的整体结构示意图;图2 为本发明一种用于胶合板的裁切拼接系统流程示意图;图3为本发明吹料装置的结构示意图;图4为本发明涂胶装置结构示意图。
19.图5为本发明挡板结构示意图。
20.图中:1、底架,2、裁切装置,3、吹料装置,4、涂胶装置,5、拼接装置,6、裁切电机,7、左裁切轮,8、右裁切轮,9、第二转轴,10、齿轮箱,11、吹料管,12、左吹料管,13、右吹料管,14、料管支架,15、涂胶机,16、涂胶管,17、拼接左板,18、拼接右版,19、液压装置,20、液压箱,21、左液压杆,22、右液压杆,23、吹料限位开关,24、涂胶限位开关,25、拼接限位开关,26、编程控制器,27、第一转轴,29、电磁气阀,30、第一管头,31、吹料孔,32、第二管头,33、上管头,34、下管头,35、涂胶头,36、涂胶刷,37、挡板,38、挡板气阀,39、盖板,40、盖板槽。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不
用与限定本发明。
22.实施例如图1所示,一种用于胶合板的裁切拼接系统,包括底架1,所述底架1上安装有裁切装置2、吹料装置3、涂胶装置4和拼接装置5,所述裁切装置2包括裁切电机6,所述裁切电机6安装于所述底架1上,所述裁切电机6通过第一转轴27转动连接左裁切轮7和右裁切轮8,所述第一转轴27端安装有第一齿轮转动,所述右裁切轮8通过第二转轴9上的第二齿轮与所述第一齿轮转动连接,所述第一齿轮与所述第二齿轮安装于齿轮箱10内,所述齿轮箱10安装于裁切电机6上方的所述底架1上,所述裁切装置2后端安装有所述吹料装置3,所述吹料装置3包括吹料管11,所述吹料管11包括左吹料管12和右吹料管13,所述左吹料管12安装于所述左裁切轮7后端,所述右吹料管13安装于所述右裁切轮8后端,所述吹料管11通过料管支架14安装于所述裁切电机6后端;所述涂胶装置3包括涂胶机15和涂胶管16,所述涂胶机15安装于所述料管支架14后端的底架上,所述涂胶管16连接于所述涂胶机15上的出胶口,所述涂胶管16设置于所述左裁切轮7后端,所述拼接装置5安装于所述涂胶装置4后端两侧,所述拼接装置5包括拼接左板17和拼接右板18,所述拼接左板17安装于所述底架1左侧,所述拼接右板18安装于所述底架1右侧,所述拼接右板18和拼接左板17通过液压装置19推送,所述液压装置19包括液压箱20、左液压杆21和右液压杆22,所述左液压杆21和所述拼接左板17固定连接,所述右液压杆22与所述拼接右板18固定连接;左裁切轮7的厚度大于右裁切轮8的厚度,在裁切胶合板时,左裁切轮7对胶合板中部位置裁切出一道沟槽,有裁切轮将胶合板的上下两端进行裁切,上下两端的裁切厚度和左裁切轮7裁切完上下两端剩余的厚度相同,这样子拼接时能够直接拼接到位,使裁切后的左胶合板和右胶合板正好贴合,完成后面的拼接,在裁切完成后通过后面的吹料管将裁切位置的裁切剩料板尘全部吹除,将裁切部位的板尘吹除后进行涂胶作业,通过涂胶机15上的涂胶管进行擦涂,同时在涂胶时只对左侧裁切槽内进行涂刷胶液,通过对沟槽内的三面涂胶之后完成涂胶作业,涂胶完成后通过拼接装置5和液压装置19将两块胶合板进行挤压完成拼接操作,同时在裁切轮与吹料管11之间设置有吹料限位开关23,吹料管11与所述涂胶管16之间设置有涂胶限位开关24,涂胶管16与所述拼接装置5之间设置拼接限位开关25,这些限位开关分别与编程控制器26连接,通过限位开关的感应传输到编程控制器26,通过编程控制器26后续操作控制,完成整个操作,这样既能完成对裁切的过程又对涂胶拼接整体完成,节省了人力物力,提高企业的板材利用率,降低生产成本。
23.其中,所述右裁切轮8为双层裁切轮,所述左裁切轮8嵌于所述双层裁切轮左侧的间隙处,所述左裁切轮7与所述双层裁切轮的上下面平行;在裁切时为保证裁切的胶合板能够拼接,将左裁切轮7嵌入右裁切轮8的双层裁切轮内,这样能够完成对裁切的厚度提供保证,使裁切的左胶合板和右胶合板能够切合的拼接,保证拼接胶合板的质量。
24.所述左吹料管12和所述右吹料管13上安装有电磁气阀29,所述电磁气阀29通过编程控制器26控制,所述左吹料管12与所述右吹料13分别安装于所述吹料管11上;电磁气阀29通过编程控制器26控制开启和关闭,这样能够更准确的完成对吹料的操作,同时节约用气量,节省企业成本。
25.所述左吹料管12的第一管头30处设置有过个吹料孔31,多个所述吹料孔31分别设置于所述第一管头30的上端、下端和左端,所述右吹料管13的第二管头32设置有上管头33
和下管头34,所述上管头33和所述下管头34分别设置有多个吹料孔31,所述上管头33的吹料孔31分别设置于所述上管头33下端、前端和右端,所述下管头34的吹料孔31分别设置于下管头34的上端、前端和右端;吹料管11上设置多个吹料孔31,同时分为左吹料管12和右吹料管13,左吹料管12对左边裁切沟槽进行吹料,右吹料管13对右边裁切的上下裁切面进行吹料,这样在涂胶时能够时胶粘结的更加牢实,使两侧的胶合板紧紧贴上。
26.所述吹料孔31倾斜设置于所述第一管头30和所述第二管头32上;吹料孔31倾斜设置于第一管头30和第二管头32上,这样将板材裁切尘向前方吹除,保证后端的涂胶不被污染,保证了粘胶的粘性,同时时胶合板粘结牢固,质量得到更好的保证。
27.所述涂胶管16的涂胶头35处设置有三个涂胶刷36,三个所述涂胶刷36分别安装装于所述涂胶头35的上端、下端和左端,所述涂胶刷36与所述涂胶头35的连接处设置有出胶孔;涂胶过程中使用涂胶管伸入左裁切胶合板的沟槽内,为保证涂胶均匀全面,对沟槽三个面进行涂胶,在涂胶管16的涂胶头35上设置三处涂胶刷36,涂胶刷36与涂胶头35的连接处设置涂胶孔,便于在涂胶时将胶均匀的铺于涂胶刷36上,使涂胶刷36更加均匀的涂刷于沟槽的三面。
28.所述拼接右板18和所述拼接左板17右端安装有挡板37,所述挡板37通过挡板气阀38控制,所述挡板37中部位置安装盖板39,所述盖板39与所述挡板37焊接;在拼接过程中保证拼接成功在拼接右板18和拼接左板17的后端设置有挡板37,挡板37用于将左胶合板和右胶合板拼接进入,在拼接位置的挡板上设置盖板39,盖板39的下方的所述底架上设置有盖板槽40,便于在挡板37在下落时将盖板39收入盖板槽40中,盖板39与所述盖板槽40的厚度相同,用于将拼接好的盖板39放入,保证拼接板的顺利输出,这样在拼接时保证在拼接成功,防止两块板材在拼接时突起,保证拼接的有进行,同时挡板是可以进行升降的这样也保证拼接的板材输出。
29.与现有技术相比,本发明的一种用于胶合板的裁切拼接系统,这样既能完成对裁切的过程又对涂胶拼接整体完成,节省了人力物力,简化工作过程,提高拼接效率,提高企业的板材利用率,降低生产成。
30.以上仅为本发明较佳的实施例,并非用来限定本发明的实施范围。即凡依本发明申请专利范围的内容所作的等效变化及修饰,皆应属于本发明的技术范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

