1.本发明涉及板材强化工艺技术领域,具体为一种抗弯折高强度板材的生产方法。
背景技术:
2.现有技术中申请号为“cn201310595653.4”的一种杨木板材表层强化方法,具体包括以下步骤:板材准备;表面刨光;表层软化;表层压缩;稳定处理,首先根据需要将杨木原木进行锯解成一定厚度的板材,经表面刨光后对其表层进行软化处理,软化后的板材迅速装入压机进行表层压缩,压缩成型的板材经过稳定处理后即可,上述装置仅压缩表层2
‑
3mm,板材出材率高,节约资源、以最短的时间、最低的成本获得最佳的材性指标、为杨木的增值利用、高效利用开辟新途径。
3.上述杨木板材表层强化方法是通过软化、压缩的方式使木材的密度和强度增大,从而达到强化板材的目的,但是上述该杨木板材表层强化方法在使用过程中仍然存在较为明显的缺陷:1、上述装置的强化方法较为单一,从而导致压缩强化后的板材后期容易发生恢复变形;2、上述装置通过表面刷漆的方式进行表面稳定处理,但由于压缩强化后板材容易变形,从而导致表面喷涂底漆的裂化,影响板材的表面质量。
技术实现要素:
4.本发明的目的在于提供一种抗弯折高强度板材的生产方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种抗弯折高强度板材的生产方法,包括以下步骤:
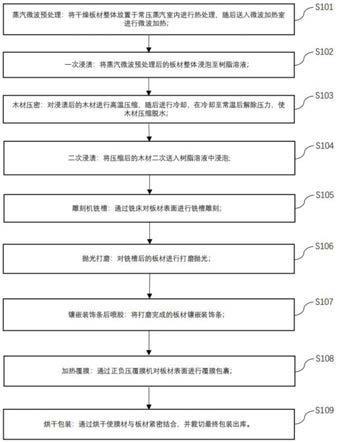
7.蒸汽微波预处理:将干燥板材整体放置于常压蒸汽室内进行热处理,随后送入微波加热室进行微波加热;
8.一次浸渍:将蒸汽微波预处理后的板材整体浸泡至树脂溶液;
9.木材压密:对浸渍后的木材进行高温压缩,随后进行冷却,在冷却至常温后解除压力,使木材压缩脱水;
10.二次浸渍:将压缩后的木材二次送入树脂溶液中浸泡;
11.雕刻机铣槽:通过铣床对板材表面进行铣槽雕刻;
12.抛光打磨:对铣槽后的板材进行打磨抛光;
13.镶嵌装饰条后喷胶:将打磨完成的板材镶嵌装饰条;
14.加热覆膜:通过正负压覆膜机对板材表面进行覆膜包裹;还包括:
15.烘干包装:通过烘干使膜材与板材紧密结合,并裁切最终包装出库。
16.优选的,所述蒸汽微波预处理,具体包括:干燥板材放置于常压蒸汽室的时间为1
‑
1.5h,在微波加热室的时间为20min,微波干燥至含水率20
‑
25%。
17.优选的,所述一次浸渍和二次浸渍使用的树脂为酚醛树脂、脲醛树脂、糖醇树脂或间苯二酚树脂中的一种。
18.优选的,所述一次浸渍的浸泡时间为1
‑
2h,所述二次浸渍的浸泡时间为10min。
19.优选的,所述一次浸渍和二次浸渍使用的树脂溶液为酚醛树脂溶液,所述一次浸渍和二次浸渍使用的酚醛树脂溶液含水率为20
‑
30%。
20.优选的,所述木材压密的温度控制在170
‑
180℃,木材压密至含水率6
‑
8%。
21.与现有技术相比,本发明的有益效果是:
22.1、本发明通过压缩和浸渍结合的板材强化处理方式,在提高板材密度和硬度的同时,提高了板材的抗膨胀和缩水性和抗老化性能,相较于单一的板材处理方式,板材后期的强度和抗弯折能力大大提高;
23.2、本发明采用二次浸渍的方式运用于木材压密的前后工序,通过一次浸渍提高板材细胞间的强度,从而防止板材被过度压缩而导致细胞壁破坏,通过二次浸渍提高板材对树脂溶液的吸收速率,进而提高压缩后板材的抗膨胀和缩水性性能,大大提高了板材压缩后的稳定性,进而提高板材的抗弯折变形能力。
24.本发明通过压缩和浸渍结合的板材强化处理方式,同时采用二次浸渍的方式运用于木材压密的前后工序,二次浸渍保护了板材压缩的同时提高板材对树脂溶液的吸收速率,提高压缩后板材的抗膨胀和缩水性性能,进而提高板材的抗弯折变形能力。
附图说明
25.图1为本发明的板材强化工艺流程图。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例:
28.请参阅图1,本发明提供一种技术方案:
29.一种抗弯折高强度板材的生产方法,包括以下步骤:
30.s101:蒸汽微波预处理:将干燥板材整体放置于常压蒸汽室内进行热处理,随后送入微波加热室进行微波加热,蒸汽处理的目的在于提高板材内部的含水率,微波加热的目的在于消除板材内应力,由于板材在压缩过程中细胞壁之间相互摩擦,提高含水率用于降低板材在压缩过程中的摩擦系数,通过蒸汽的方式便于水分快速向内部进行扩散,而通过微波消除应力后的板材能够减少回弹、降低吸水膨胀率和吸湿膨胀率;
31.s102:一次浸渍:将蒸汽微波预处理后的板材整体浸泡至树脂溶液,通过一次浸渍的方式,使得树脂溶液进入板材内部,从而提高细胞壁间的韧性,同时树脂溶液在板材内部扩散,提高板材的抗通缩能力;
32.s103:木材压密:对浸渍后的木材进行高温压缩,随后进行冷却,在冷却至常温后解除压力,使木材压缩脱水,通过压缩的方式将木材内部的水分及部分树脂溶液压缩游离于板材之外,从而提高板材的密度和强度,而木材在压缩过程中采用高温压缩方式,实验室测定,木材在玻璃化转变温度下,木素会呈现软化及塑性流动,从而使得压缩产生的内应力
降低,因此在高温下制得的压缩木成为稳态压缩木,即能够保持压缩状态,同时,压缩完成后,应在保持压力的情况下冷却,带冷却至室温后再接触压力,如果趁热接触压力,被压缩的木材会产生较大回弹;
33.s104:二次浸渍:将压缩后的木材二次送入树脂溶液中浸泡,本发明的二次浸渍紧接木材压密其后,当木材温度降至室温后,向压床内灌注树脂溶液,在树脂溶液的浸泡下完成压力的解除,由于木材压缩后在微观角度下必定会发生一定的恢复,在恢复过程中,气体在压缩后的进入板材内部,日积月累后容易导致板材变形,因此通过二次浸渍的方式对板材表面及内部进行包裹填充,此时在板材恢复力的作用下,树脂溶液能够快速进入板材内部,从而通过树脂溶液提高板材的强度,且树脂溶液固化后,能够提高板材的耐腐蚀、耐酸和耐热性;
34.s105:雕刻机铣槽:通过铣床对板材表面进行铣槽雕刻,通过铣槽雕刻方式赋予板材表面形状;
35.s106:抛光打磨:对铣槽后的板材进行打磨抛光;
36.s107:镶嵌装饰条后喷胶:将打磨完成的板材镶嵌装饰条;
37.s108:加热覆膜:通过正负压覆膜机对板材表面进行覆膜包裹,通过覆膜包裹进一步对内部板材进行保护;还包括:
38.s109:烘干包装:通过烘干使膜材与板材紧密结合,并裁切最终包装出库。
39.作为一个优选,所述蒸汽微波预处理,具体包括:干燥板材放置于常压蒸汽室的时间为1
‑
1.5h,在微波加热室的时间为20min。
40.作为一个优选,所述一次浸渍和二次浸渍使用的树脂为酚醛树脂、脲醛树脂、糖醇树脂或间苯二酚树脂中的一种。
41.作为一个优选,所述一次浸渍的浸泡时间为1
‑
2h,所述二次浸渍的浸泡时间为10min,一次浸泡采用长时间浸泡方式,便于树脂溶液充分进入板材内部,同时通过其后的压密操作,能够促进树脂溶液在木材内部进行扩散,而二次浸泡紧随木材压密过程后,由于压密后的木材恢复变形较小,且恢复变形通常发生在压力卸去的短暂时间内,因此短时间的浸渍能够保证树脂溶液弥补板材恢复形变产生的空隙内,从而防止板材后期变形。
42.作为一个优选,所述一次浸渍和二次浸渍使用的树脂溶液为酚醛树脂溶液,所述一次浸渍和二次浸渍使用的酚醛树脂溶液含水率为20
‑
30%,利用酚醛树脂溶液浸渍的板材抗缩率要高于脲醛树脂和糖醇树脂。
43.作为一个优选,所述木材压密的温度控制在170
‑
180℃,在此温度区间内,木材处于玻璃化转变温度区间,木素会呈现软化及塑性流动,从而使得压缩产生的内应力降低。
44.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

