1.本发明属于人造板制造技术领域,特别涉及一种环保均质超强刨花板及其制备方法。
背景技术:
2.刨花板是一种以木材或其他木质纤维为原料,经刨花制备、干燥与分选、施加胶黏剂及其他助剂、铺装、预压、热压成型后制成的人造板材。随着经济的发展和人民生活质量的提升,国内定制家具行业得到快速发展,刨花板作为定制家具的主要基材,需求量日益增加。但是,在传统定制家具的设计中,由于刨花板强度不够,在承受稍大的压力情况下,容易发生变形,需要其他材料来配合支撑。另外,由于目前刨花板生产过程中所采用的胶黏剂在使用过程中不断会有甲醛等有害气体放出,不但会污染环境,而且危害人体的身体健康。因此,如何提高刨花板的静曲强度,提高刨花机械加工性能,减少刨花板中甲醛等有害的释放,是现在家具市场亟待解决的问题。
技术实现要素:
3.本发明的目的在于提供一种环保均质超强刨花板及其制备方法,该环保均质超强刨花板,甲醛释放量低,环保,且剖面密度分布均匀,结构稳定,耐水性好,具有良好的机械加工性能,内结合强度高,耐冲击性强。
4.为实现上述目的,本发明提供了一种环保均质超强刨花板制备方法,包括以下步骤:(1)将木片加工成木刨花;(2)筛分出超大刨花、大刨花和其他刨花,向超大刨花和大刨花中喷洒活化改性剂活化改性;(3)将经过改性的刨花与其他未经改性木刨花混合干燥至设定含水率后,再筛分出超大刨花、大刨花、粗刨花和细刨花;(4)对超大刨花和大刨花分步依次施加交联改性剂、胶黏剂和防水剂,对粗刨花和细刨花分步依次施加胶黏剂和防水剂;(5)对刨花进行多级渐变结构铺装;(6)板坯铺装成型后进行预热及活化,再经连续平压成形后即得到环保均质超强刨花板。
5.优选的,上述技术方案中,步骤(2)中所述活化改性剂按质量份数计是由氢氧化钠(naoh)1~5份、氢氧化钙(ca(oh)2)0.2~0.8份、亚硫酸钠(na2so3)1~8份、氨水溶液1~10份和水70~90份组成的复合溶液;所述氨水溶液质量含量为15%~30%。
6.优选的,上述技术方案中,步骤(2)中所述活化改性剂用量与用于制备刨花板的木刨花质量份数比为(1~5):100。
7.优选的,上述技术方案中,步骤(4)中所述交联改性剂为甲基丙烯酰氯、甲基丙烯
酸酐、苯乙烯、n
‑
异丙基丙烯酰胺等中的一种或几种;所述交联改性剂为用量与用于制备刨花板的木刨花质量份数比为(1.5~5):100。
8.优选的,上述技术方案中,步骤(1)所述木片由木材原料进行削片得到,所述木材原料包括桉木、杨木、松木和硬杂木中的一种或几种;所述木片在加工前根据尺寸进行筛选,分出不同尺寸范围木片,其中长度尺寸在40~80 mm的木片采用环式长材刨片机加工木刨花,长度尺寸小于40mm的木片采用普通刨片机加工成木刨花。
9.优选的,上述技术方案中,步骤(3)所述木设定含水率为3~10%。
10.进一步,上述技术方案中,步骤(1)到步骤(6)任一项所述的超大刨花长度为60~80 mm、大刨花长度为40~60 mm,粗刨花长度为20~40 mm,细刨花长度为小于20 mm。
11.优选的,上述技术方案中,步骤(3)所述胶黏剂为异氰酸酯(mdi)、三聚氰胺改性脲醛树脂(muf)、聚丙烯酸乳液、乙烯
‑
乙酸乙烯酯共聚乳液(eva)、聚乙烯醇(pva)、聚醋酸乙烯酯(pvac)中的一种或几种,施加胶黏剂与用于制备刨花板的木刨花质量份数比(3.5~12):100;所述防水剂石蜡乳液、熔融石蜡、有机硅氧烷、铝酸盐中的一种或几种,施加防水剂与用于制备刨花板的木刨花质量份数比(2~3):100。
12.优选的,上述技术方案中,步骤(6)板坯铺装成型后采用微波进行预热及活化。
13.进一步,根据上述技术方案中刨花板的制备方法,提供了一种环保均质超强刨花板。
14.与现有的技术相比,本发明具有如下有益效果:1. 本发明的环保均质超强刨花板,不仅甲醛释放量低、具有环保性,且剖面密度分布均匀、结构稳定、耐水性好,具有良好的机械加工性能,如镂铣、开槽等效果更好,内结合强度高、耐冲击性强(18 mm标准刨花板为例,静曲强度>18 mpa)、物理力学性能得到提高,有利于刨花板的推广应用。
15.2. 本发明在超大刨花和大刨花筛分出来以后,通过使用氢氧化钠、氢氧化钙、亚硫酸钠和氨水组成的复合溶液对其进行活化处理,通过复合溶液对木片中木质素的高溶解性,可以有效降低木片部分化学成分的结合强度,使其结构变得疏松。木片经部分脱木质素及活化处理后,再对其进行交联改性,通过使用甲基丙烯酰氯、甲基丙烯酸酐、苯乙烯、n
‑
异丙基丙烯酰胺中的一种或几种组合与活化后木片富含的羟基(
‑
oh)等官能团作用形成接枝产物,再进一步与胶黏剂交联形成初级缩聚物,提升其胶接强度。最终在塑化、活化改性超大刨花和大刨花的基础上,为其高效胶合奠定基础。
16.3. 本发明在对板坯铺装完成以后,使用微波对板坯进行预热处理,进一步塑化部分脱木质素及活化软化的超大刨花和大刨花,提高其压缩性能,减少木刨花因其尺寸过大引起的搭桥等现象。通过微波作用,还可促进刨花表面及内部交联剂与胶黏剂的进一步缩聚。综合超大刨花、大刨花的特点及其板坯的成分与结构,最终使得超强刨花板的表芯层在热压成形过程中保持相近的压缩性,并通过预热作用与固化促进剂的引入实现表芯层胶黏剂的同步交联固化,最终制备环保均质超强刨花板。
具体实施方式
17.下面对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
18.实施例1(1)将桉树木材原料进行削片,对木片进行筛选长度尺寸在40~80 mm和长度尺寸40 mm以下的木片,分别使用环式长材刨片机和普通刨片机将不同尺寸的木片加工成木刨花;(2)在环式长材刨片机木刨花出料口设置二级振动筛网,筛分出超大刨花和大刨花,在超大刨花和大刨花运输过程中喷洒活化改性剂,在运输及中间仓储过程中对其进行活化改性,并脱除部分木质素;环式长材刨片机的二级筛网孔径分别为20mm
ꢀ×ꢀ
60mm和10mm
×
40 mm。
19.所述活化改性剂按质量份数计是由氢氧化钠(naoh)5份、氢氧化钙(ca(oh)2)0.8份、亚硫酸钠(na2so3)8份、氨水溶液10份和水90份组成的复合溶液;所述氨水溶液质量含量为20%。
20.所述活化改性剂用量与用于制备刨花板的木刨花质量份数比为1:50。
21.(3)将中间仓储的木刨花干燥至设定含水率,并进行机械振动筛分,分别筛分出超大刨花、大刨花、粗刨花、以及细刨花;木刨花需干燥至设定含水率10%。
22.所述超大刨花尺寸长度在60~80 mm,大刨花尺寸长度在40~60 mm,粗刨花尺寸在20~40 mm,细刨花尺寸长度小于20 mm。
23.(4)采用滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂等,采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂;交联改性剂为甲基丙烯酰氯,所述交联改性剂为用量与用于制备刨花板的木刨花质量份数比为1:50。
24.胶黏剂为异氰酸酯(mdi),施加胶黏剂与用于制备刨花板的木刨花质量份数比3.5:100;所述防水剂石蜡乳液,施加防水剂与用于制备刨花板的木刨花质量份数比1:50。
25.采用内置有6个雾化喷洒模块的滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂,并采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等。
26.(5)采用三级铺装成形设备对超大刨花、大刨花、粗刨花、以及细刨花进行多级渐变结构铺装,刨花板坯结构设计为“表
‑
芯
‑
表”逐级渐变结构,分别采用气流
‑
机械联合铺装及机械铺装的方式铺装刨花板表层和芯层,每层铺装完成后设置预压辊对其进行预压,表层刨花采用气流
‑
机械联合铺装,并配置多级分料钻石辊;芯层刨花采用机械铺装并配合多级刨花下料抛洒辊;(6)板坯铺装成型后使用微波对其进行预热及活化,再经连续热压成形后即得到环保均质超强刨花板。
27.热压工艺参数为:热压温度160℃,热压时间为5 min,热压压力7 mpa。
28.实施例2(1)将杨树木材原料进行削片,对木片进行筛选长度尺寸在40~80 mm和40 mm以下的木片,分别使用环式长材刨片机和普通刨片机将不同尺寸的木片加工成木刨花;(2)在环式长材刨片机木刨花出料口设置二级振动筛网,筛分出超大刨花和大刨花,在超大刨花和大刨花运输过程中喷洒活化改性剂,在运输及中间仓储过程中对其进行
活化改性,并脱除部分木质素;环式长材刨片机的二级筛网孔径分别为20mm
ꢀ×ꢀ
60mm和10mm
×
40 mm。
29.所述活化改性剂按质量份数计是由氢氧化钠(naoh)1份、氢氧化钙(ca(oh)2)0.8份、亚硫酸钠(na2so3)1份、氨水溶液5份和水70份组成的复合溶液;所述氨水溶液质量含量为30%。
30.所述活化改性剂用量与用于制备刨花板的木刨花质量份数比为5:100。
31.(3)将中间仓储的木刨花干燥至设定含水率,并进行机械振动筛分,分别筛分出超大刨花、大刨花、粗刨花、以及细刨花;木刨花需干燥至设定含水率3%。
32.超大刨花尺寸长度在60~80 mm,大刨花尺寸长度在40~60 mm,粗刨花尺寸在20~40 mm,细刨花尺寸长度小于20 mm。
33.(4)采用滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂等,采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等;交联改性剂为甲基丙烯酸酐;所述交联改性剂用量与用于制备刨花板的木刨花质量份数比为1.5:100。
34.胶黏剂为三聚氰胺改性脲醛树脂(muf),施加胶黏剂与用于制备刨花板的木刨花质量份数比10:100;所述防水剂为熔融石蜡,施加防水剂与用于制备刨花板的木刨花质量份数比3: 100。
35.采用内置有9个雾化喷洒模块的滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂,并采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等。
36.(5)采用三级铺装成形设备对超大刨花、大刨花、粗刨花、以及细刨花进行多级渐变结构铺装,刨花板坯结构设计为“表
‑
芯
‑
表”逐级渐变结构,分别采用气流
‑
机械联合铺装及机械铺装的方式铺装刨花板表层和芯层,每层铺装完成后设置预压辊对其进行预压,表层刨花采用气流
‑
机械联合铺装,并配置多级分料钻石辊;芯层刨花采用机械铺装并配合多级刨花下料抛洒辊;(6)板坯铺装成型后使用微波对其进行预热及活化,再经连续热压成形后即得到环保均质超强刨花板。
37.热压工艺参数为:热压温度220 ℃,热压时间为3 min,热压压力1 mpa。
38.实施例3(1)将松树木材原料进行削片,对木片进行筛选长度尺寸在40~80 mm和40 mm以下的木片,分别使用环式长材刨片机和普通刨片机将不同尺寸的木片加工成木刨花;(2)在环式长材刨片机木刨花出料口设置二级振动筛网,筛分出超大刨花和大刨花,在超大刨花和大刨花运输过程中喷洒活化改性剂,在运输及中间仓储过程中对其进行活化改性,并脱除部分木质素;环式长材刨片机的二级筛网孔径分别为20mm
×ꢀ
60mm和10 mm
×
40 mm。
39.所述活化改性剂按质量份数计是由氢氧化钠(naoh)1份、氢氧化钙(ca(oh)2)0.6份、亚硫酸钠(na2so3)5份、氨水溶液10份和水80份组成的复合溶液;所述氨水溶液质量含量为25%。
mm,细刨花尺寸长度小于20 mm。
53.(4)采用滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂等,采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等;交联改性剂为苯乙烯和n
‑
异丙基丙烯酰胺组合物,质量比1:1;所述交联改性剂为用量与用于制备刨花板的木刨花质量份数比为2:70。
54.胶黏剂为聚丙烯酸乳液、乙烯
‑
乙酸乙烯酯共聚乳液(eva)、聚乙烯醇(pva)和聚醋酸乙烯酯(pvac)组合物,质量比为1:2:1:3,施加胶黏剂与用于制备刨花板的木刨花质量份数比11:90;所述防水剂为有机硅氧烷和铝酸盐的组合物,质量比为1:3,施加防水剂与用于制备刨花板的木刨花质量份数比3:100。
55.采用内置有7个雾化喷洒模块的滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂,并采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等。
56.(5)采用三级铺装成形设备对超大刨花、大刨花、粗刨花、以及细刨花进行多级渐变结构铺装,刨花板坯结构设计为“表
‑
芯
‑
表”逐级渐变结构,分别采用气流
‑
机械联合铺装及机械铺装的方式铺装刨花板表层和芯层,每层铺装完成后设置预压辊对其进行预压,表层刨花采用气流
‑
机械联合铺装,并配置多级分料钻石辊;芯层刨花采用机械铺装并配合多级刨花下料抛洒辊;(6)板坯铺装成型后使用微波对其进行预热及活化,再经连续热压成形后即得到环保均质超强刨花板。
57.热压工艺参数为:热压温度190℃,热压时间为5 min,热压压力5 mpa。
58.实施例5(1)将桉树和杨树木材原料进行削片,对木片进行筛选长度尺寸在40~80 mm和40 mm以下的木片,分别使用环式长材刨片机和普通刨片机将不同尺寸的木片加工成木刨花;(2)在环式长材刨片机木刨花出料口设置二级振动筛网,筛分出超大刨花和大刨花,在超大刨花和大刨花运输过程中喷洒活化改性剂,在运输及中间仓储过程中对其进行活化改性,并脱除部分木质素;环式长材刨片机的二级筛网孔径分别为20 mm
ꢀ×ꢀ
60 mm和10 mm
ꢀ×ꢀ
40 mm。
59.所述活化改性剂按质量份数计是由氢氧化钠(naoh)4份、氢氧化钙(ca(oh)2)0.2份、亚硫酸钠(na2so3)3份、氨水溶液10份和水70份组成的复合溶液;所述氨水溶液质量含量为15%。
60.所述活化改性剂用量与用于制备刨花板的木刨花质量份数比为3:60。
61.(3)将中间仓储的木刨花干燥至设定含水率,并进行机械振动筛分,分别筛分出超大刨花、大刨花、粗刨花、以及细刨花;木刨花需干燥至设定含水率4%。
62.超大刨花尺寸长度在60~80 mm,大刨花尺寸长度在40~60 mm,粗刨花尺寸在20~40 mm,细刨花尺寸长度小于20 mm。
63.(4)采用滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂等,采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等;交联改性剂为甲基丙烯酰氯和甲基丙烯酸酐组合物,质量比1:2;所述交联改性剂
为用量与用于制备刨花板的木刨花质量份数比为5:100。
64.胶黏剂为聚醋酸乙烯酯(pvac),施加胶黏剂与用于制备刨花板的木刨花质量份数比10:100;所述防水剂为铝酸盐,施加防水剂与用于制备刨花板的木刨花质量份数比3:100。
65.采用内置有9个雾化喷洒模块的滚筒式拌胶机对超大刨花和大刨花分步施加交联改性剂、胶黏剂、防水剂,并采用高速环式拌胶机对粗刨花和细刨花分步施加胶黏剂、防水剂等。
66.(5)采用三级铺装成形设备对超大刨花、大刨花、粗刨花、以及细刨花进行多级渐变结构铺装,刨花板坯结构设计为“表
‑
芯
‑
表”逐级渐变结构,分别采用气流
‑
机械联合铺装及机械铺装的方式铺装刨花板表层和芯层,每层铺装完成后设置预压辊对其进行预压,表层刨花采用气流
‑
机械联合铺装,并配置多级分料钻石辊;芯层刨花采用机械铺装并配合多级刨花下料抛洒辊;(6)板坯铺装成型后使用微波对其进行预热及活化,再经连续热压成形后即得到环保均质超强刨花板。
67.热压工艺参数为:热压温度220 ℃,热压时间为3 min,热压压力5 mpa。
68.对比实施例1
‑
1与实施例1基本相同,不同的是不喷洒活化改性剂到超大刨花和大刨花上活化处理。
69.对比实施例1
‑
2与实施例基本1相同,不同的是不对超大刨花和大刨花施用交联改性剂。
70.对比实施例1
‑
3与实施例1基本相同,不同的是不喷洒活化改性剂到超大刨花和大刨花上活化处理,同时,不对超大刨花和大刨花施用交联改性剂。
71.对比实施例4市面购买18 mm潮湿状态下使用的家具型刨花板产品性能检测:参照gb/t 4897
‑
2015《刨花板》分别进行甲醛释放量、板内密度偏差、吸水厚度膨胀率、内结合强度以及静曲强度等指标检测。
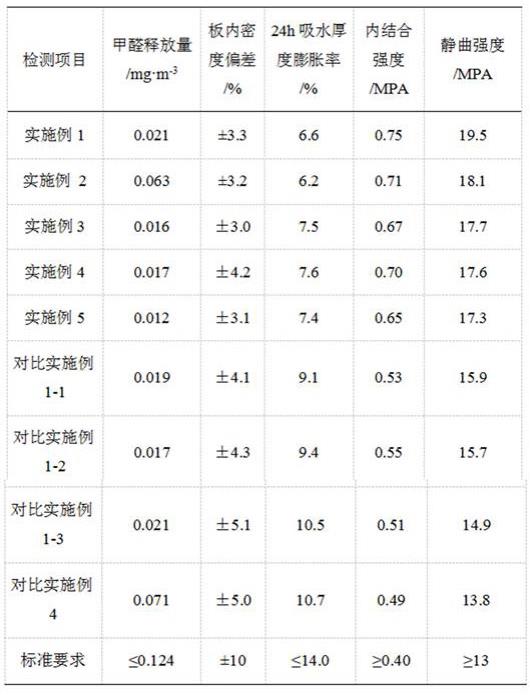
72.表1 产品性能检测结果(18 mm标准刨花板)
由表可知,实施例1、3、4、5的甲醛释放量均小于0.03mg/m
‑3,而对比实施例4甲醛释放量为0.071 mg/m
‑3,远高于实施例1、3、4、5 ,实施例2甲醛释放量虽然高于0.03mg/m
‑3,但同样要低于对比实施例4,并且远低于标准要求;另外,实施例1~5板内密度偏差和24h吸水厚度膨胀率也远优于标准要求,显而易见,实施例1~5对应刨花板密度分布均匀、结构稳定、耐水性好;同时,实施例1~5内结合强度和静曲强度也远高于对比实施例和标准要求,具有良好的机械加工性能和耐冲击性强。
73.综上所述,施用本发明刨花板,甲醛释放量低,环保,且剖面密度分布均匀,结构稳定,耐水性好,具有良好的机械加工性能,内结合强度高,耐冲击性强。
74.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述
并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

