1.本技术属于仿生假体领域,特别涉及一种弹性仿生人工颞下颌关节突假体及其制备方法。
背景技术:
2.颞下颌关节是颅面部唯一可活动的关节,也是人体最复杂的关节之一,具有重要的生理功能,包括开闭口、吞咽、咀嚼、语言等。对于因肿瘤、创伤、关节强直、类风湿性关节炎和/或自发性吸收等疾病造成的颞下颌关节缺损而导致不能正常行使功能者,人工颞下颌关节假体置换术是近年来发展迅速的新型治疗手段。
3.目前,国内外大多数的人工颞下颌关节假体主要包括由超高分子聚乙烯聚合物制成的关节窝假体以及由金属制成的关节突假体两个部分。这种人工颞下颌关节假体已经获得成熟的临床应用,但是所有人工颞下颌关节假体体系中均缺乏具有重要生物力学作用的关节盘和关节软骨结构,与真实的解剖结构存在差异,而关节盘与关节软骨等弹性结构在关节的长期功能运动中发挥十分重要的作用,因此,上述人工颞下颌关节假体会导致在功能运动过程中缺乏生理弹性。事实上,由于颞下颌关节是双侧联动关节,受到十分复杂的生物力,其弹性的解剖构造是适应复杂的生物力学环境的理想结构,如果缺失弹性结构,人工颞下颌关节假体不能完全满足下颌骨功能运动,不利于人工颞下颌关节假体的长期稳定。并且,可能会影响健侧关节正常生理运动。
技术实现要素:
4.为解决人工颞下颌关节假体弹性缺失的问题,本技术提供一种弹性仿生人工颞下颌关节突假体,所述关节突假体顶端设置有弹性的仿生关节软骨,从而弥补现有人工颞下颌关节假体因缺乏关节盘以及关节软骨而造成的人工颞下颌关节假体功能恢复有一定欠缺,患者使用过程中功能运动不满意,以及单侧人工关节修复后造成对侧健康关节不适等问题。
5.本技术的目的在于提供一种弹性仿生人工颞下颌关节突假体,所述关节突假体包括仿生关节软骨1和下颌支金属假体2,其中,制造所述仿生关节软骨1的材料包括高分子材料,制造所述下颌支金属假体2的材料包括金属材料,所述仿生关节软骨1设置于所述下颌支金属假体2的顶端,所述仿生关节软骨1与所述下颌支金属假体2固定连接。
6.在一种可实现的方式中,制造所述仿生关节软骨1的材料包括超高分子聚乙烯和高密度聚乙烯。
7.在一种可实现的方式中,制备所述仿生关节软骨1的材料为超高分子聚乙烯与高密度聚乙烯所组成的组合物,其中,所述超高分子聚乙烯与高密度聚乙烯的重量比为超高分子聚乙烯的重量:高密度聚乙烯的重量=3.5~4.5:5.5~6.5,优选为3.8~4.2:5.8~6.2,例如,4:6。
8.在一种可实现的方式中,所述仿生关节软骨1的内部具有线束11交错层叠的支架
结构。
9.可选地,在所述支架结构中,同层线束11中各直线段12之间的间距为0.5~1.5mm,优选为0.8~1.2mm,例如1mm。
10.进一步地,相邻两层线束11之间的夹角为预设角度,所述预设角度可以为45
°
~135
°
;和/或,位于同层的线束11之间相互平行。
11.更进一步地,每层所述线束11的厚度为0.1~0.3mm,优选为0.15~0.25mm,例如0.2mm。
12.更进一步地,所述仿生关节软骨1的最大厚度为3~8mm。
13.在一种可实现的方式中,制造所述下颌支金属假体2的材料包括钛六铝四钒合金。
14.在一种可实现的方式中,所述下颌支金属假体2的总长度为4~8cm,所述下颌支金属假体2的长度可以根据患者的生理特征而具体设定。
15.在一种可实现的方式中,所述仿生关节软骨1与所述下颌支金属假体2通过榫卯结构固定连接。
16.在一种可实现的方式中,所述榫卯结构可以包括异型榫卯,例如,榫卯结构中的连接头为圆形头、棱台形、圆锥形或者其它异型结构。
17.在一种可实现的方式中,所述仿生关节软骨1中关节面的粗糙度为小于或者等于2μm。
18.在一种可实现的方式中,所述关节突通过包括以下步骤的方法制备:
19.制备下颌支金属假体,所述下颌支金属假体的连接端设置有榫卯连接结构;
20.在所述下颌支金属假体的连接端填充仿生关节软骨基材,使得所述仿生关节软骨基材的上表面略高于下颌支金属假体连接端的上表面;
21.在所述仿生关节软骨基材的上表面3d打印仿生关节软骨。
22.本技术的另一目的在于提供一种制备前述弹性仿生人工颞下颌关节突假体的方法,所述方法包括:
23.制备下颌支金属假体,所述下颌支金属假体的连接端设置有榫卯连接结构;
24.在所述下颌支金属假体的连接端填充仿生关节软骨基材,使得所述仿生关节软骨基材的上表面略高于下颌支金属假体连接端的上表面;
25.在所述仿生关节软骨基材的上表面3d打印仿生关节软骨。
26.与现有技术相比,本技术提供的弹性仿生人工颞下颌关节突假体的关节软骨采用超高分子聚乙烯和高密度聚乙烯的混合材料制备,并且,通过榫卯结构与下颌支金属假体实现异种材料一体连接,从而实现人工颞下颌关节突金属与有机高分子表层结构的稳定连接,进一步地,本技术提供的仿生关节软骨内部具有交错层叠的线束11结构,从而为关节突提高更高的弹性性能。
27.进一步地,本技术提供的制备所述弹性仿生人工颞下颌关节突假体的方法,利用3d打印的方法制备下颌支金属假体,并利用有机高分子材料的物理性质在高温下与下颌支金属假体形成稳定的榫卯连接,再继续利用3d打印技术制造层叠的高分子线束11,从而形成具有一定弹性的关节突,该方法制造简便,能够针对每个患者进行个性化定制,提高患者的长期效果。
附图说明
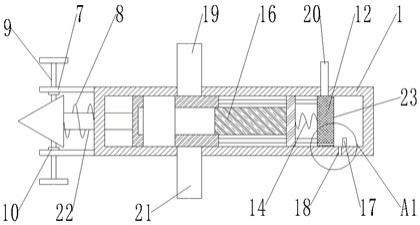
28.图1示出本技术提供弹性仿生人工颞下颌关节突假体的结构示意图;
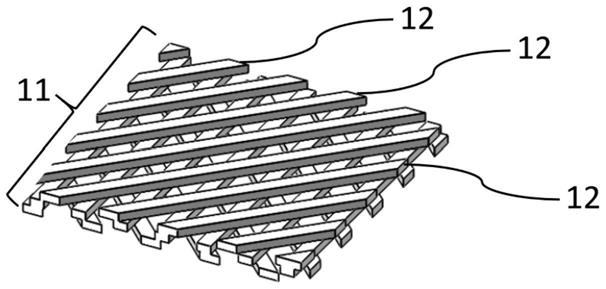
29.图2a示出图1所示关节突中仿生关节软骨的内部结构立体示意图;
30.图2b示出图2a所示内部结构的俯视图;
31.图3示出仿生关节软骨与下颌支金属假体的一种连接方式示意图。
32.附图标记说明
33.1-仿生关节软骨,11-线束,12-直线段,2-下颌支金属假体,3-榫卯结构,31-榫钉。
具体实施方式
34.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本发明相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本发明的一些方面相一致方法的例子。
35.下面通过具体的实施例对本技术提供的弹性仿生人工颞下颌关节突假体及其制备方法进行详细阐述。
36.首先,对本方案的使用场景作简要介绍。
37.患者可能由于疾病或者外伤导致需要重建颞下颌关节,一般地,所述人工颞下颌关节包括成对使用的关节窝和关节突,其中,关节窝固定于颅骨,关节突固定于下颌支,所述关节窝由超高分子聚乙烯制造,所述关节突由金属制造,所述关节突为刚性结构,在使用过程中缺乏弹性,导致关节功能恢复效果欠佳。
38.图1示出本技术提供弹性仿生人工颞下颌关节突假体的结构示意图,如图1所示,本技术提供的弹性仿生人工颞下颌关节突假体包括仿生关节软骨1和下颌支金属假体2。本技术提供的弹性仿生人工颞下颌关节突假体既可以单独使用,也可以与人工关节窝配合使用。
39.在本实例中,所述仿生关节软骨1具有弹性,其弹性来自制造所述仿生关节软骨的内部结构;而下颌支金属假体2具有刚性,使得所述关节突假体能够通过刚性的下颌支金属假体2稳定地固定于下颌骨,并利用具有弹性的仿生关节软骨1实现假体功能,使假体在功能运动过程中具有一定生理弹性。
40.在本实例中,用于制造所述仿生关节软骨1的材料包括高分子材料,所述高分子材料包括高密度聚乙烯和超高分子聚乙烯,其中,高密度聚乙烯的相对分子量为0.5~3.0
×
105g/mol,密度为0.94~0.96g/cm3;所述超高分子聚乙烯的相对分子量为3.5~9.5
×
106g/mol,密度为0.93~0.95g/cm3。
41.可选地,用于制造所述仿生关节软骨1的材料为高密度聚乙烯与超高分子聚乙烯的组合物,本技术人发现,高密度聚乙烯与超高分子聚乙烯的组合物,该组合物可以采用熔融沉积制造方法进行个性化3d打印,进而可对所述仿生关节软骨内部结构进行构建与优化。
42.进一步地,高密度聚乙烯与超高分子聚乙烯的重量比为高密度聚乙烯的重量:超高分子聚乙烯的重量=3.5~4.5:5.5~6.5,优选为3.8~4.2:5.8~6.2,例如,4:6。本技术人发现,将两种组分按照上述比例进行组合,可以使得组合材料的熔体流动指数最高,更容
易进行熔融沉积制造成型。
43.图2a示出图1所示关节突中仿生关节软骨的内部结构立体示意图,图2b示出图2a所示内部结构的俯视图,如图2a和图2b所示,所述仿生关节软骨1内部具有线束11交错层叠的支架结构。
44.在本实例中,所述支架结构包括多层线束11,每层线束11包括多条直线段12,同层线束11中的直线段12之间具有预设角度,例如,同层线束11中各直线段12相互平行。本技术人发现,同层线束11中各直线段12相互平行,可以使得每层的材料量达到最大,以增加仿生关节软骨的强度。
45.进一步地,相邻两层线束11之间的夹角为预设角度,所述预设角度可以为45
°
~135
°
,在本实例中,所述预设角度为相邻两层线束11中相交直线段12之间的夹角。本技术人发现,相邻两层线束11之间的预设角度为上述角度范围,所述仿生关节软骨可以获得最佳的弹性性能。
46.可选地,在所述支架结构中,同层线束11中各直线段12之间的间距为0.5~1.5mm,例如1mm,本技术人发现,同层线束11中各直线段12的间距在上述范围内,所形成的仿生关节软骨既具有足够的强度,又具有足够的弹性,从而提高关节功能恢复效果。
47.在本实例中,每层所述线束11的厚度为0.1~0.3mm,例如0.2mm,从而在保证3d打印的精度下,所述仿生关节软骨的性能最佳。本技术人还发现,如果每层线束11的厚度大于0.3mm,则会导致各层线束11的粘连易断裂,如果每层线束11的厚度小于0.1mm,则会导致打印误差过大,所得结构非目标结构。
48.在本实例中,所述仿生关节软骨1的总厚度为3~8mm,即,所述线束11至少有10层,从而使得所述仿生关节软骨具有足够的弹性。
49.本技术人发现,所述仿生关节软骨1的弹性模量为3-35mpa,优选为15-30mpa,例如20mpa,本技术人发现,上述弹性模量的仿生关节软骨符合人体颞下颌关节软骨的生物力学特点,可以为人工颞下颌关节突假体提供一定的弹性。
50.在本实例中,所述仿生关节软骨的关节面的粗糙度为小于或者等于2μm,使得关节突与相配合的组织或者假体之间摩擦力小,一方面提高功能恢复效果,另一方面延长所述关节突的使用寿命。
51.在本实例中,所述仿生关节软骨的关节面是指所述仿生关节软骨1与患者组织相接触的外表面。
52.在本实例中,所述下颌支金属假体2为刚性,制造所述下颌支金属假体2的材料包括金属材料,可选地,制造所述下颌支金属假体2的材料包括钛六铝四钒合金,本技术人发现,钛六铝四钒合金是一种具有高度生物相容性的材料,已被临床广泛应用。
53.在本实例中,所述下颌支金属假体2的总长度为4~8cm,所述下颌支金属假体2的长度可以根据患者的生理特征而具体设定,所述下颌支金属假体2用于与患者的下颌骨固定连接,在患者的下颌运动过程中带动人工颞下颌关节突假体运动。
54.在本实例中,所述仿生关节软骨1设置于所述下颌支金属假体2的顶端,所述仿生关节软骨1与所述下颌支金属假体2固定连接。
55.图3示出仿生关节软骨与下颌支金属假体的一种连接方式示意图,如图3所示,所述仿生关节软骨1与所述下颌支金属假体2可以通过榫卯结构3固定连接,以使仿生关节软
骨1与所述下颌支金属假体2连接得稳定,在持续使用过程中也能够保持稳定连接,并且,无需额外引入固定件,使得仿生关节软骨1与下颌支金属假体2连接平滑,增加使用舒适度。
56.在本实例中,所述榫卯结构3可以包括普通榫卯,也可以包括异型榫卯,其中,所述异型榫卯的连接头可以包括圆形头、棱台形、圆锥形或者其它异型结构。
57.例如,所述榫卯结构为梯台形,其剖面为梯形,进一步地,所述榫卯结构的高度h为0.8~1.2mm,优选为0.9~1.1mm,例如,1mm,宽度d为1.8~2.2mm,优选为1.9~2.2mm,例如,2mm,其侧面与顶面之间的夹角θ可以为60
°
~70
°
,例如,65
°
。本技术人发现,该角度既可以获得最佳的连接强度,又可以防止材料边缘的断裂。
58.在本实例中,所述榫卯结构中榫钉31的数量不少于4,以增加仿生关节软骨与所述下颌支金属假体连接的牢固程度。
59.在本实例中,所述弹性仿生人工颞下颌关节突假体可以根据包括以下步骤1至步骤3的方法制备:
60.步骤1,制备下颌支金属假体,所述下颌支金属假体的连接端设置有榫卯连接结构。
61.在本实例中,所述下颌支金属假体可通过3d打印的方式制备,也可以采用现有技术中其它方法制备,优选地,采用3d打印的方式制备,以便根据个性化模版制备个性化下颌支金属假体。可以理解的是,在其它实例中,也可以采用预制标准下颌支金属假体,再根据个性化模版进行个性化修整的方式制造下颌支金属假体。
62.在本实例中,所述下颌支金属假体的具体尺寸以及结构可以根据患者自身条件而具体设定。
63.在本实例中,制备所述下颌支金属假体的材料可以包括钛六铝四钒合金,还可以包括其它医学上可接受的金属材料。
64.在本实例中,所述下颌支金属假体的连接端为所述下颌支金属假体与仿生关节软骨的连接端。
65.步骤2,在所述下颌支金属假体的连接端填充仿生关节软骨基材,使得所述仿生关节软骨基材的上表面略高于下颌支金属假体连接端的上表面。
66.由于下颌支金属假体与仿生关节软骨的连接端设置有多个榫卯连接头,而3d打印机的打印喷头难以在各连接头之间移动,因此,若在下颌支金属假体的连接端采用3d打印的方式在各连接头之间充填仿生关节软骨材料,会导致最终制得的关节突假体中仿生关节软骨与下颌支金属假体连接不稳定,在使用中具有二者分离的隐患,因此,本技术选择将熔融仿生关节软骨基材,即用于打印仿生关节软骨的材料,具体为前述高密度聚乙烯与超高分子聚乙烯的组合物,挤压填充于所述榫卯结构中,并使仿生关节软骨基材的上端面略高于榫卯结构的顶面,使仿生关节软骨基材的顶面为平面,用以作为后续3d打印仿生关节软骨的基面,从而使下颌支金属假体金属骨结构与仿生关节软骨的高分子材料之间形成稳定可靠的连接。
67.在本实施例中,所述仿生软骨基材高于榫卯结构顶面0.5~1mm即可。本技术人发现,该高度足以使得所述仿生软骨基材完全覆盖榫卯结构顶面,作为后续3d打印仿生关节软骨的基面。
68.在本实例中,可以将所述仿生关节软骨基材加热至180℃使其熔融。
69.本技术人通过实验发现,所述仿生关节软骨基材在喷头温度为260℃的条件下可以顺畅打印,并且仅在加热所述仿生关节软骨基材所制备的底座上打印才能防止打印得到的仿生关节软骨边缘翘曲、粘接不牢等问题发生。
70.步骤3,在所述仿生关节软骨基材的上表面3d打印仿生关节软骨。
71.在本实例中,以步骤2所得基面为基础,继续进行3d打印,构造出如前所述层叠的线束11,同层线束11中各直线段12可以相互平行,也可以具有第一预设角度,相邻两层线束11之间具有第二预设角度,所述第二预设角度可以为45o至135o,使得所述仿生关节软骨的俯视图为网格。
72.在本实例中,在仿生关节软骨打印完成后还可以包括对所述仿生关节软骨的关节面进行光滑处理的步骤,可选地,所述光滑处理可以采用激光抛光或局部加热加压等方法。
73.在本实例中,光滑处理后,所述仿生关节软骨的表面粗糙度小于或者等于2μm。本技术人发现,该粗糙度满足人工颞下颌关节突假体的需要,最大程度上地减少磨损颗粒的产生,从而保证所述人工颞下颌关节突假体具有较长的使用寿命。
74.本技术还提供一种制备前述弹性仿生人工颞下颌关节突的方法,所述方法包括步骤1至步骤3:
75.步骤1,制备下颌支金属假体,所述下颌支金属假体的连接端设置有榫卯连接结构。
76.步骤2,在所述下颌支金属假体的连接端填充仿生关节软骨基材,使得所述仿生关节软骨基材的上表面略高于下颌支金属假体连接端的上表面。
77.在本实施例中,所述材料高于榫卯结构顶面0.5~1mm即可。
78.步骤3,在所述仿生关节软骨基材的上表面3d打印仿生关节软骨。
79.以下以一具体实例说明本技术提供的制备方法:
80.步骤1,采用选择性激光熔化的3d打印方法制备结构已预先设计完成的钛六铝四钒合金下颌支金属假体,所述下颌支金属假体的连接端具有榫卯结构。
81.步骤2,利用双螺杆共混装置制备仿生关节软骨基材,所述仿生关节软骨基材为超高分子聚乙烯与高密度聚乙烯的组合物,其中,超高分子聚乙烯的重量:高密度聚乙烯的重量=4:6,将所述仿生关节软骨基材加热至180℃使其呈熔融状态,再用加热的铝板将所述仿生关节软骨基材挤压进入至步骤1制备的下颌支金属假体连接端的榫卯结构,连接完成后,再在所述连接件中仿生关节软骨基材的顶部覆盖一薄层仿生关节软骨基材,用作上面仿生关节软骨结构制备的底座。
82.步骤3,将步骤2获得的下颌支金属假体固定,调整打印的位置,并将下方底座温度加热至100℃,采用熔融沉积制造3d打印的方法,将打印机的喷头温度调为260℃,打印层厚为0.2mm,打印速度为8mm/s,在之前制备的底座上原位打印预先设计的仿生关节软骨结构,其中,所述仿生关节软骨内部的支架结构可以用simplify3d软件进行设计,所述仿生关节软骨内部采用线束11交错结构,线束11中各直线段之间的间隙为1mm,各层线束11之间的交错角度为45
°
/90
°
/135
°
。
83.步骤4,3d打印完成后,将产品置室温冷却,再采用激光抛光或者局部加压加热等方法对打印后的关节突表面进行光滑处理,使表面达到一个光滑的状态,所述表面的粗糙度小于2μm。
84.本技术提供的弹性仿生人工颞下颌关节突假体在传统人工颞下颌关节突假体的基础上,增加仿生关节软骨的结构,克服现有人工颞下颌关节假体缺乏生理弹性的不足。所述仿生关节软骨利用3d个性化打印的方式构建高分子材料的弹性结构来仿生关节软骨的生物力学作用,使得人工颞下颌关节突假体在运动过程中具有弹性,从而可使该人工颞下颌关节突假体与健侧的关节在运动中最大限度保持一致,受力更加均匀,同时,通过对关节突的关节面进行光滑处理,减少运动过程中发生的假体磨损情况。并且,本技术提供的人工下颌支金属假体与仿生关节软骨的连接方式能够实现金属假体与高分子材料的稳定连接。
85.以上结合具体实施方式和范例性实例对本技术进行了详细说明,不过这些说明并不能理解为对本技术的限制。本领域技术人员理解,在不偏离本技术精神和范围的情况下,可以对本技术技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本技术的范围内。本技术的保护范围以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。