1.本发明涉及医疗设备技术领域,特别涉及一种冷热敷包裹袋、其制造方法及冷热敷循环系统。
背景技术:
2.现有的医疗技术中,常通过冷热敷包裹袋对患者的身体部分区域实现治疗。但是现有的冷热敷包裹袋在制造中,需要多个步骤,并且需要使用多个铜模对其进行焊接制造,工序繁多,生产效率较低。
技术实现要素:
3.本发明的目的在于提供一种冷热敷包裹袋、其制造方法及冷热敷循环系统,以解决现有的冷热敷包裹袋的制造工序繁多,生产效率较低的问题。
4.为解决上述技术问题,根据本发明的一个方面,提供了一种冷热敷包裹袋,其包括:第一片层、第二片层、第三片层、第一焊边、第二焊边、通气口以及至少两个通液口;
5.所述第一片层、所述第二片层及所述第三片层依次层叠布置;
6.所述第一焊边焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置;
7.所述第二焊边围合焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置,并与所述第一焊边的一端连接,使所述第一片层与所述第二片层之间形成第一腔体,使所述第二片层与所述第三片层之间形成第二腔体;
8.所述通气口间隔地排布于任意两个所述通液口之间,所述至少两个通液口与所述第二腔体连通,所述通气口与所述第一腔体连通;
9.所述第一焊边与所述第二焊边相连接的一端延伸并区隔于所述通气口与任一个所述通液口之间。
10.可选的,所述冷热敷包裹袋还包括多个焊点,所述多个焊点间隔地焊接于所述第二片层与所述第三片层之间。
11.可选的,沿着所述第一片层、所述第二片层及所述第三片层的层叠方向上,所述第二焊边为褶皱结构。
12.可选的,所述冷热敷包裹袋还包括:外套,所述外套设置于所述第一片层之远离所述第三片层的一侧,和/或所述第三片层之远离所述第一片层的一侧。
13.可选的,所述冷热敷包裹袋还包括:魔术贴,所述魔术贴的子母两面分别设置于所述第一片层、所述第三片层及所述外套中的任两处。。
14.为解决上述技术问题,根据本发明的另一个方面,还提供了一种冷热敷包裹袋的制造方法,其包括:
15.布设通气口以及至少两个通液口,使所述通气口间隔地排布于任意两个所述通液口之间;
16.焊接第一片层、第二片层以及第三片层的同一平面位置,形成第一焊边;
17.围合焊接所述第一片层、所述第二片层以及所述第三片层的同一平面位置,形成第二焊边;使所述第一片层与所述第二片层之间形成第一腔体,使所述第二片层与所述第三片层之间形成第二腔体;并使所述第一腔体与所述通气口连通,所述第二腔体与所述至少两个通液口连通;
18.其中所述第一焊边与所述第二焊边被配置为,所述第二焊边的一端与所述第一焊边的一端相交;所述第一焊边与所述第二焊边相连接的一端延伸并区隔于所述通气口与任一个所述通液口之间。
19.可选的,在焊接所述第一焊边之前,所述冷热敷包裹袋的制造方法还包括:焊接所述第二片层以及所述第三片层,以形成多个焊点。
20.可选的,所述第二焊边的成型步骤包括:利用沿着所述第一片层、所述第二片层及所述第三片层的层叠方向上呈褶皱型的模具对所述第一片层、所述第二片层以及所述第三片层进行焊接,以使所述第二焊边为褶皱结构。
21.可选的,所述冷热敷包裹袋的制造方法还包括:为所述冷热敷包裹袋套装外套,其中所述外套位于所述第一片层之远离所述第三片层的一侧,和/或所述第三片层之远离所述第一片层的一侧。
22.为解决上述技术问题,根据本发明的再一个方面,还提供了一种冷热敷循环系统,其包括:如上所述的冷热敷包裹袋及冷热敷循环装置,所述冷热敷加压包裹袋通过连接管与所述冷热敷循环装置连接。
23.综上所述,在本发明提供的冷热敷包裹袋、其制造方法及冷热敷循环系统中,冷热敷包裹袋包括:第一片层、第二片层、第三片层、第一焊边、第二焊边、通气口以及至少两个通液口;所述第一片层、所述第二片层及所述第三片层依次层叠布置;所述第一焊边焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置;所述第二焊边围合焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置,并与所述第一焊边的一端连接,使所述第一片层与所述第二片层之间形成第一腔体,使所述第二片层与所述第三片层之间形成第二腔体;所述通气口间隔地排布于任意两个所述通液口之间,所述至少两个通液口与所述第二腔体连通,所述通气口与所述第一腔体连通;所述第一焊边与所述第二焊边相连接的一端延伸并区隔于所述通气口与任一个所述通液口之间。如此配置,第一焊边可以一次焊接成型于第一腔体与第二腔体,在分隔两个通液口形成流体通道的同时,也可以实现对第一腔体的膨胀进行限制,简化了制造过程,提高生产效率的同时,也降低了制造成本。
附图说明
24.本领域的普通技术人员将会理解,提供的附图用于更好地理解本发明,而不对本发明的范围构成任何限定。其中:
25.图1是本发明一实施例提供的冷热敷包裹袋的平面示意图;
26.图2是本发明一实施例提供的冷热敷包裹袋的剖面示意图;
27.图3是本发明一实施例提供的冷热敷包裹袋的第二焊边的侧向示意图;
28.图4是图1所示的冷热敷包裹袋的另一平面的示意图;
29.图5是本发明一实施例提供的与冷热敷包裹袋连通的冷热敷循环装置的示意图。
30.附图中:
31.110-第一片层;120-第二片层;130-第三片层;141-第一腔体;142-第二腔体;200-焊点;210-第一焊边;220-第二焊边;300-冷热敷循环装置;310-通气口;320-通液口;400-绑带;410-魔术贴。
具体实施方式
32.为使本发明的目的、优点和特征更加清楚,以下结合附图和具体实施例对本发明作进一步详细说明。需说明的是,附图均采用非常简化的形式且未按比例绘制,仅用以方便、明晰地辅助说明本发明实施例的目的。此外,附图所展示的结构往往是实际结构的一部分。特别的,各附图需要展示的侧重点不同,有时会采用不同的比例。
33.如在本发明中所使用的,单数形式“一”、“一个”以及“该”包括复数对象,术语“或”通常是以包括“和/或”的含义而进行使用的,术语“若干”通常是以包括“至少一个”的含义而进行使用的,除非内容另外明确指出外。
34.本发明的核心思想在于提供一种冷热敷包裹袋、其制造方法及冷热敷循环系统,以解决现有的冷热敷包裹袋的制造工序繁多,生产效率较低的问题。
35.以下参考附图进行描述。
36.请参考图1至图5,其中,图1是本发明一实施例提供的冷热敷包裹袋的平面示意图;图2是本发明一实施例提供的冷热敷包裹袋的剖面示意图;图3是本发明一实施例提供的冷热敷包裹袋的第二焊边的侧向示意图,图4是图1所示的冷热敷包裹袋的另一平面的示意图,图5是本发明一实施例提供的与冷热敷包裹袋连通的冷热敷循环装置的示意图。
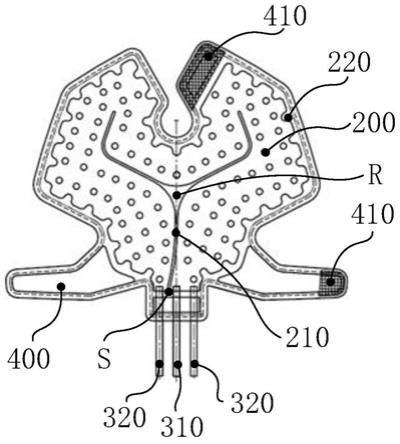
37.如图1和图2所示,同时结合图4所示,本发明一实施例提供一种冷热敷包裹袋,其用于对一患者的身体部分区域实施冷热敷治疗。所述冷热敷包裹袋包括:第一片层110、第二片层120、第三片层130、第一焊边210、第二焊边220、通气口310以及至少两个通液口320。在图1所示的示例中,包括两个通液口320,其中一个为液体入口,另一个为液体出口;所述第一片层110、所述第二片层120及所述第三片层130依次层叠布置;所述第一焊边210焊接于所述第一片层110、所述第二片层120以及所述第三片层130的同一平面位置,即所述第一焊边210将所述第一片层110、所述第二片层120以及所述第三片层130的同一位置处焊接在一起;所述第二焊边220围合焊接于所述第一片层110、所述第二片层120以及所述第三片层130的同一平面位置,即所述第二焊边220围绕所述第一片层110、所述第二片层120以及所述第三片层130并将三者的同一位置处焊接在一起,并与所述第一焊边的一端连接,使所述第一片层110与所述第二片层120之间形成第一腔体141,使所述第二片层120与所述第三片层130之间形成第二腔体142;所述通气口310间隔地排布于任意两个所述通液口320之间,所述至少两个通液口320与所述第二腔体142连通,所述通气口310与所述第一腔体141连通;所述第一焊边210延伸并区隔于所述通气口310与任一个所述通液口320之间。在一个示范性的实施例中,如图1、4所示,相对于所述冷热敷包裹袋的中轴线r,所述第一焊边210的边缘端s从远离所述中轴线r的一侧逐渐弯曲并接近所述中轴线r而与其重合,可以使第二腔体142中第一焊边210的左右两侧的液体分布较为平衡。第二焊边220围绕于第一片层110、第二片层120及第三片层130的外周,其位于三个片层的同一平面位置上,即三个片层
可以一次焊接形成第二焊边220。第一焊边210的边缘端s与第二焊边220连接,如此配置,第一腔体141和第二腔体142均被第一焊边210分隔为折回的形态,两个通液口320分布于第二腔体142折回型的起始端和末尾端。当然在其它实施例中,还可以设置更多数量的通液口320,但至少一部分的通液口320位于折回型的起始端,另一部分位于折回型的末尾端。
38.冷热敷包裹袋中,一般需要流通换热液体,因此,需要设置一个供换热液体流通的腔体(本实施例中为第二腔体142),且该第二腔体142使用中朝向人体的被治疗部位。进一步的,本实施例在第二腔体142之远离人体的一侧设置第一腔体141,其使用中为一个施压腔,该第一腔体141中可通过充气使其膨胀,而将压力通过第二腔体142施加到人体的被治疗部位,以提高第二腔体142与被治疗部位的贴合性,减缓第二腔体142中换热液体的流速,以使其能够充分地与被治疗部位进行换热。此外第一腔体141还对被治疗部位施加一定的压力以减少水肿等的发生。现有技术中,一般将第一腔体141和第二腔体142分别独立成型,而后压合制成整体,这样形成的冷热敷包裹袋需要4个片层,多次焊接。
39.进一步的,可以将第一腔体141和第二腔体142共用的一个片层省去,这样可以减少片层材料的使用,但同样需要多次焊接。具体的,现有技术中,一些技术方案中第一腔体141不设置内部的焊边,由于气体的压力朝向各向均相同,其常会产生不受控的膨胀,使第二腔体142最终的贴合性较差。为限制第一腔体141的不受控膨胀,并使得第一腔体141的充气压力能较好地传导给第二腔体142,可在第一腔体141中设置若干焊边a。而为了降低第二腔体142中换热液体的流速,使换热液体能够充分与被治疗部位进行热交换,可设置若干焊边b,以将第二腔体142的液体流道限定成若干曲折的来回形态。特别的,由于在第一腔体141和第二腔体142共用了一个片层,在对一个腔体的一个部位进行焊接后,另一个腔体的相同部位即难以再次进行焊接。因此第一腔体141中的焊边a与第二腔体142中的焊边b一般需要分两次于不同的平面位置进行焊接。由此使得制造工序较多,至少需要ab两套模具,成本较高。而本实施例通过将焊边a和焊边b合并为第一焊边210,在平面上将焊边a和焊边b的位置重合布置,第一焊边210可以一次焊接成型,仅需要一套模具,即简化了制造工序,又降低了模具成本,提升了生产效率。更进一步的,第一焊边210与第二焊边220利用同一模具一次压制成型,如采用超音波高频振荡焊等方式。
40.为了能够利用第一焊边210形成对第二腔体142中换热液体的流通进行区隔,避免第二腔体142中的换热液体从入水口进入后马上从出水口流出而引起热短路的问题,第一焊边210与所述第二焊边220相连接的一端被配置为延伸并区隔于通气口310与任一个通液口320之间。如此配置,两个通液口320分别位于第一焊边210的两侧,不会产生热短路问题。第一焊边210即实现了在分隔两个通液口320形成流体通道的同时,也实现了对第一腔体141的膨胀进行限制。
41.优选的,所述冷热敷包裹袋还包括多个焊点200,所述多个焊点200间隔地焊接于所述第二片层120与所述第三片层130之间。当第二腔体142中流体通道的宽度较大时,由于在包裹于被治疗部位时,其容易产生折叠或扭曲,换热液体于其中流动时可能会不均匀。而多个焊点200的设置可以进一步地使换热液体能够均匀地分散在整个第二腔体142中,避免第二腔体142的形态改变而引起换热液体的分布不均匀的问题。
42.如图3所示,优选的,沿着所述第一片层110、所述第二片层120及所述第三片层130的层叠方向上,所述第二焊边220为褶皱结构。发明人发现,现有的冷热敷包裹袋的边缘一
般为平直形的,实际使用中,在包裹于被治疗部位时,包裹袋的边缘会因折叠或扭曲而堵塞内部的流体通道。而将第二焊边220配置为褶皱结构,即可以有效降低包裹袋弯曲后的变形率,从而防止包裹袋弯折后可能造成的堵塞与弯折。此外,褶皱结构还提高了包裹袋的使用舒适度,避免了平直形边缘折叠时的僵化部位对使用者的压迫。需理解,这里的褶皱结构包括如波浪形或折线形等多种形态,其主要是在沿着第一片层110、第二片层120及第三片层130相叠合的方向上(以下为便于叙述,称为垂向)凹凸起伏,而不限定其位于第一片层110、第二片层120及第三片层130的平面展开方向上的形态。如图1所示的示范例中,第二焊边220不仅在垂向上凹凸起伏,在平面展开方向上亦呈波浪形。
43.可选的,所述冷热敷包裹袋还包括:外套(未图示),所述外套设置于所述第一片层110之远离所述第三片层130的一侧,和/或所述第三片层130之远离所述第一片层110的一侧。为提高冷热敷包裹袋与人体被治疗部位的贴合的舒适性,可在第三片层130之远离所述第一片层110的一侧设置外套,或在第一片层110之远离所述第三片层130的一侧设置外套。当然也可以同时在两侧均设置。进一步的,为了提高冷热敷包裹袋的卫生处理可靠性,较优地可以使外套整个包裹于第一片层110、第二片层120及第三片层130之外。如此配置,当外套在被污损或磨损时,可以对其进行更换而不必废弃整个冷热敷包裹袋。
44.在一些实施例中,第一片层110、第二片层120与第三片层130可以由柔性的高分子材料制成,如尼龙或聚氨酯材料等,外套可由织物制成,可选的还可以在织物上涂覆防水涂层或抗菌涂层等。进一步的,冷热敷包裹袋还包括绑带400,所述绑带400自所述第二焊边220沿平面延伸;或者所述绑带400自所述外套的边缘沿平面延伸。绑带400可设置在第一片层110、第二片层120与第三片层130中的任何一个上,从第二焊边220向外延伸,如图1所示。这种方式能够可靠地将冷热敷包裹袋包裹于人体的被治疗部位,此时外套可以开设绑带通孔,以便于供绑带400穿出。当然其它的一些实施例中,绑带400也可以固定在外套上。绑带400的材料主要为柔性的非拉伸材料,如机织材料或无纺布等。本领域技术人员可根据现有技术对冷热敷包裹袋各组成部分的材料进行合适的选择和配置。
45.可选的,所述冷热敷包裹袋还包括:魔术贴410,所述魔术贴410的子母两面分别设置于所述第一片层110、所述第三片层130及所述外套中的任两处。优选的,所述绑带400的末端设置有魔术贴410,以便于固定冷热敷包裹袋。如图1所示的示例中,魔术贴410的子母两面分别设置于所述第一片层110的正面及所述第三片层130的反面,以及绑带400的末端。需要说明的,本实施例提供的冷热敷包裹袋不限于图1中所示的形状,其还可以是其它的形状,如矩形,长条形等,以适配于人体的不同的部位。基于不同的冷热敷包裹袋的形状,本领域技术人员可以对魔术贴410及绑带400位置及数量进行合理的设置。
46.为解决本发明的技术问题,本发明实施例还提供一种冷热敷包裹袋的制造方法。其包括:
47.步骤s1:布设通气口310以及至少两个通液口320,使所述通气口310间隔地排布于任意两个所述通液口320之间;
48.步骤s2:焊接第一片层110、所述第二片层120以及所述第三片层130的同一平面位置,形成第一焊边210;优选地,使所述第一焊边210的边缘端s从远离所述冷热敷包裹袋的中轴线r的一侧逐渐弯曲并接近所述中轴线r而与其重合;
49.步骤s3:围合焊接所述第一片层110、所述第二片层120以及所述第三片层130的同
一平面位置,形成第二焊边220,使所述第一片层110与所述第二片层120之间形成第一腔体141,使所述第二片层120与所述第三片层130之间形成第二腔体142;并使所述第一腔体141与所述通气口310连通,所述第二腔体142与所有的所述通液口320连通;
50.其中所述第一焊边210与所述第二焊边220被配置为,所述第二焊边220的一端与所述第一焊边210的一端相交;所述第一焊边210与所述第二焊边220相连接的一端延伸并区隔于所述通气口310与任一个所述通液口320之间。
51.需要说明的,步骤s2和步骤s3并不局限为分开执行,在一些实施例中,利用同一模具一次压制,亦即同时执行步骤s2和步骤s3,采用超音波高频振荡焊接方式一次形成所述第一焊边210以及第二焊边220。
52.进一步的,在焊接所述第一焊边210之前,所述冷热敷包裹袋的制造方法还包括:焊接所述第二片层120以及所述第三片层130,以形成多个焊点200。当第二腔体142中流体通道的宽度较大时,可对其焊接多个焊点200。优选的,焊点200的焊接在第一焊边210之前进行焊接。
53.优选的,所述第二焊边220的成型步骤包括:利用沿着所述第一片层、所述第二片层及所述第三片层的层叠方向上呈褶皱型的模具对所述第一片层110、所述第二片层120以及所述第三片层130进行焊接,以使所述第二焊边220为褶皱结构。进一步的,所述冷热敷包裹袋的制造方法还包括:为所述冷热敷包裹袋套装外套,其中所述外套位于所述第一片层110之远离所述第三片层130的一侧,和/或所述第三片层130之远离所述第一片层110的一侧。第二焊边220及外套的设置原理及结构可参考上述说明,这里不再重复。
54.如图5所示,本发明实施例还提供一种冷热敷循环系统,其包括如上所述的冷热敷包裹袋及一冷热敷循环装置300,所述冷热敷加压包裹袋通过连接管与所述冷热敷循环装置300连接。一般的,冷热敷循环装置300可提供换热液体(如冷热水)及气体(如空气),连接管包括进水管、回水管及气管,换热液体分别通过进水管与回水管与冷热敷包裹袋的通液口320进出第二腔体142,气体通过气管与通气口进出第一腔体141。由于本实施例提供的冷热敷循环系统包括如上所述的冷热敷包裹袋,其也具备由如上所述的冷热敷包裹袋所带来的有益效果。本领域技术人员可根据现有技术选择合适的冷热敷循环装置,这里对冷热敷循环装置的其它结构和原理不再赘述。
55.综上所述,在本发明提供的冷热敷包裹袋、其制造方法及冷热敷循环系统中,冷热敷包裹袋包括:第一片层、第二片层、第三片层、第一焊边、第二焊边、通气口以及至少两个通液口;所述第一片层、所述第二片层及所述第三片层依次层叠布置;所述第一焊边焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置;所述第二焊边围合焊接于所述第一片层、所述第二片层以及所述第三片层的同一平面位置,并与所述第一焊边的一端连接,使所述第一片层与所述第二片层之间形成第一腔体,使所述第二片层与所述第三片层之间形成第二腔体;所述通气口间隔地排布于任意两个所述通液口之间,所述至少两个通液口与所述第二腔体连通,所述通气口与所述第一腔体连通;所述第一焊边与所述第二焊边相连接的一端延伸并区隔于所述通气口与任一个所述通液口之间。如此配置,第一焊边可以一次焊接成型于第一腔体与第二腔体,在分隔两个通液口形成流体通道的同时,也可以实现对第一腔体的膨胀进行限制,简化了制造过程,提高生产效率的同时,也降低了制造成本。
56.上述描述仅是对本发明较佳实施例的描述,并非对本发明范围的任何限定,本发明领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。