1.本实用新型属于工装夹具技术领域,具体涉及一种用于燃料电池金属双极板胶粘连接的夹持工装。
背景技术:
2.燃料电池通过氢气与氧气发生电化学反应产生电能,最终产物是水,是当下无污染、零排放新能源构成的重要一环。现有金属双极板主要通过激光焊接的方式将阳极单极板与阴极单级板连接在一起,形成“两板三场”的结构。
3.现有激光焊接加工方式由于分场路径会形成封闭的环,无法在一块工装板上实现,在制做焊接工装时,至少分两次焊接才能实现,该方法在焊接时需要对金属双极板进行二次装夹,对定位与工作时长都有影响,效率低。另外,完成激光焊接的区域由于不均匀热收缩,将使得完成激光焊接的金属双极板发生不规则翘曲,翘曲程度随着金属双极板的外围尺寸增加而增加,严重影响后续金属双极板层叠式装配的可靠性;激光焊接使表面氧化,加大表面涂层的制备的难度;还易发生虚焊,严重制约良品率。
技术实现要素:
4.本实用新型针对上述问题,提供一种用于燃料电池金属双极板胶粘连接的夹持工装。
5.本实用新型的目的可以通过下述技术方案来实现:一种用于燃料电池金属双极板胶粘连接的夹持工装,包括定位装置、加热装置、振动装置;
6.所述定位装置包括工装上盖板、工装下底板、定位销、第一吸嘴,所述振动装置包括振动源、振动传导体、第二吸嘴;
7.所述工装上盖板和工装下底板均内置有加热装置;
8.所述工装上盖板的底面上设有对应金属双级板上分场路径的第一工装凸筋及位于第一工装凸筋周侧的多个定位销孔,工装上盖板上穿设有多个振动传导体,所述振动传导体的上端与振动源连接,下端延伸至第一工装凸筋上并连接有第二吸嘴;
9.所述工装下底板的顶面上设有对应金属双级板上分场路径的第二工装凸筋及位于第二工装凸筋周侧的多个定位销,工装下底板上设有多个抽真空通道,所述抽真空通道的上端通至第二工装凸筋上并连接有第一吸嘴,抽真空通道的下端通至工装下底板的侧面。
10.进一步地,所述加热装置包括加热管,所述工装上盖板和工装下底板内设有与加热管对应的加热管槽。更进一步地,所述工装上盖板由两块上下叠放的第一工装板连接而成,两块所述第一工装板的相邻面上均相对应地开设有多个横截面呈半圆形的第一加热管槽,所述工装下底板由两块上下叠放的第二工装板连接而成,两块所述第二工装板的相邻面上均相对应地开设有多个横截面呈半圆形的第二加热管槽。再进一步地,所述工装下底板上的抽真空通道的下端通至位于下面的第二工装板的侧面。
11.进一步地,所述振动源安装于工装上盖板的顶面上。
12.进一步地,所述定位装置还包括真空泵,所述真空泵通过气管与工装下底板上的多个抽真空通道的下端连接。更进一步地,所述定位装置还包括气管接头,所述气管接头安装于工装下底板上的抽真空通道的下端。
13.与现有技术相比,本实用新型的有益效果:
14.(1)采用了工装上盖板和工装下底板夹持金属双极板,一次装夹,避免因二次装夹引起的极板错位风险,简化了金属双极板的初始装夹过程,成形过程采用全自动流转,简化了整体工艺;
15.(2)由于金属双极板属于柔性超薄板,有易变形及不易定位的特点,定位装置采用定位销定位极板的同时,在涂胶路径上增设吸盘以进行真空吸附,保证极板姿态固定,避免了原有激光焊接导致极板翘曲变形的情况发生;
16.(3)工装上盖板和工装下底板夹持金属双极板时,工装下底板和工装上盖板内置的加热管加热能加速胶水固化,工装上盖板上设置的振动装置能振出胶水中的空气,避免胶水在固化过程中产生气泡,工装上盖板和工装下底板还保压一定时长,能保证金属双极板胶粘连接的可靠性;
17.(4)金属双极板采用胶粘连接的方式,没有热输入,故没有变形与表面氧化问题的产生,更有利于涂层的制备。
附图说明
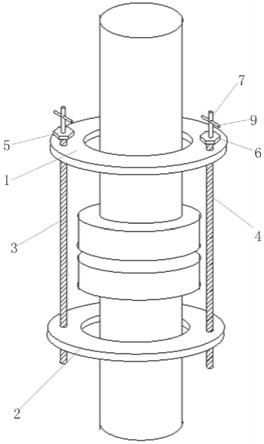
18.图1为本实用新型的夹持工装的整体结构示意图;
19.图2为本实用新型的夹持工装应用于金属双极板胶粘连接时的剖视图;
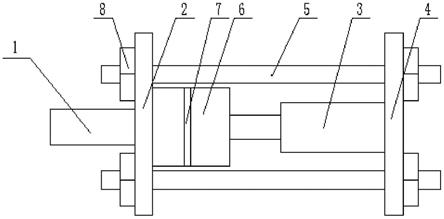
20.图3为本实用新型的夹持工装中的工装上盖板及其上部件的剖视图;
21.图4为本实用新型的夹持工装中的第二工装板上的第二加热管槽的布置示意图;
22.图5为本实用新型的夹持工装中的工装下底板及其上部件的剖视图;
23.图6为本实用新型的夹持工装中的工装下底板上的定位销的布置示意图。
24.附图标记如下:
25.1工装上盖板
26.2工装下底板
27.3定位销
28.4第一吸嘴
29.5气管接头
30.6第一工装凸筋
31.7定位销孔
32.8第二加热管槽
33.9第二工装凸筋
34.10加热管
35.11振动源
36.12振动传导体
37.13第二吸嘴
38.14单级板
39.15胶水
40.16单极板。
具体实施方式
41.以下结合附图详细说明本实用新型的具体实施方式,使本领域的技术人员更清楚地理解如何实践本实用新型。尽管结合其优选的具体实施方案描述了本实用新型,但这些实施方案只是阐述,而不是限制本实用新型的范围。
42.一种用于燃料电池金属双极板胶粘连接的夹持工装,包括定位装置、加热装置、振动装置。
43.定位装置用于完成极板姿态固定。参见图1和图2,定位装置主要包括工装上盖板1、工装下底板2、定位销3、第一吸嘴4、气管接头5、真空泵。
44.参见图3,工装上盖板1由两块上下叠放的第一工装板通过螺丝连接而成,两块第一工装板的相邻面上均相对应地开设有多个横截面呈半圆形的第一加热管槽。位于下面的第一工装板的底面上设有对应金属双级板上分场路径的第一工装凸筋6及位于第一工装凸筋6周侧的多个定位销孔7,其中,第一工装凸筋6根据待胶粘连接的金属双级板上的分场路径进行设计。
45.参见图5,工装下底板2由两块上下叠放的第二工装板通过螺丝连接而成,两块第二工装板的相邻面上均相对应地开设有多个横截面呈半圆形的第二加热管槽8,本实施例中,第二工装板上的第二加热管槽8的布置可参见图4。位于上面的第二工装板的顶面上设有对应金属双级板上分场路径的第二工装凸筋9及位于第二工装凸筋9周侧的多个定位销3,其中,第二工装凸筋9根据待胶粘连接的金属双级板上的分场路径进行设计,定位销3的布置可参见图6。两块第二工装板上开设有多个抽真空通道,抽真空通道的上端通至第二工装凸筋9上,并连接有第一吸嘴4,抽真空通道的下端通至位于下面的第二工装板的侧面,并连接有气管接头5。
46.真空泵通过气管与多个抽真空通道下端的气管接头5连接,真空泵可为定位装置的一部分,也可为外连的独立设备,图中未示出真空泵。
47.加热装置用于加速胶水的固化。参见图2、图3和图5,加热装置主要包括加热管10,加热管10安装于工装上盖板1的第一加热管槽和工装下底板2的第二加热管槽8中。
48.振动装置用于振出胶水内部的空气,避免胶水在固化过程中产生气泡。参见图1至图3,振动装置主要包括振动源11、振动传导体12、第二吸嘴13。振动源11可为振动装置的一部分,安装于工装上盖板1的位于上面的第一工装板的顶面上,也可为外连的独立设备。多个振动传导体12穿设于工装上盖板1的两块第一工装板上,振动传导体12的上端与振动源11连接,振动传导体12的下端延伸至第一工装凸筋6上,并连接有第二吸嘴13。其中,振动源11和振动传导体12根据实际需求在现有技术中进行选择,只要能带动第二吸嘴13振动即可。另外,需要说明的是,图1中振动源11上连接的每根黑线的末端为本实施例中的振动传导体12的位置,黑线仅代表振动源11与振动传导体12连接的示意,并非具体零部件。
49.采用本夹持工装对金属双极板进行胶粘连接前,需根据待胶粘连接的金属双极板的分场路径分布,加工第一工装板的第一工装凸筋6和第二工装板的第二工装凸筋9。
50.加工完成后,参见图2,对金属双极板进行胶粘连接的方法包括如下步骤:
51.(1)机械手臂将一块单极板14置于工装下底板2的顶面上,使单极板14的外围被定位销3限位,之后真空泵启动,通过第一吸嘴4吸附单极板14,完成姿态固定。
52.(2)自动涂胶机将胶水15涂覆于工装下底板2上的单极板14的粘接区域。
53.(3)机械手臂将另一块单极板16置于工装下底板2上的单极板14上,工装上盖板1配合工装下底板2对两块单极板进行夹持。
54.(4)工装上盖板1和工装下底板2上的加热棒通电加热,使胶水快速固化,同时振动源11启动,通过振动传导体12带动第二吸嘴13振出胶水中的空气,振动一定时长后振动源11关闭。
55.(5)工装上盖板1和工装下底板2保压一定时长后,工装上盖板1松开工装夹持,关闭真空泵,松开第二吸嘴13的吸附,如此,完成金属双极板的胶粘连接工艺,机械手臂可将金属双极板从工装下底板2上取下。
56.应当指出,对于经充分说明的本实用新型来说,还可具有多种变换及改型的实施方案,并不局限于上述实施方式的具体实施例。上述实施例仅仅作为本实用新型的说明,而不是对本实用新型的限制。总之,本实用新型的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。