1.本实用新型属于门窗技术领域,具体涉及一种自调片平圆形注胶组角片。
背景技术:
2.断桥铝合金门窗的铝材接口、边角等位置难以避免地存在一定的大小误差,板材定制存在正负差,在组装过程中会产生很大的阻力。为了解决这样的问题,人们在组角片铝合金门窗的组装过程中往往会用到组角片(平整片),起到调平、防刮手的作用。
3.现有技术的组角片通常包括三凸点不锈钢组角片、注胶式不锈钢组角片或活动式组角片,然而,使用三凸点不锈钢组角片会存在配合间隙后期稳定性差的问题,注胶式组角片前期无法自调平,活动式组角片的工作效率过低。也就是说,常规的组角片或因其插接深度大,配合间隙大,无法同时做到将前期自调平与后期稳定性兼顾。
4.因此,有必要提供一种新的安装简单高效,前期可自动挤压调平,同时后期可注胶,后期稳定性高的自调平圆形注胶组角片来解决上述技术问题。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种安装简单高效,前期可自动挤压调平,同时后期可注胶,后期稳定性高的自调平圆形注胶组角片。
6.为实现上述目的,本实用新型提供了如下技术方案:
7.一种自调平圆形注胶组角片,包括呈圆环状的本体部、自所述本体部的内壁向轴线方向倾斜延伸形成的延伸部、由所述延伸部围成的注胶孔,所述本体部与所述延伸部共同组成注胶空间,所述注胶空间与所述注胶孔连通。
8.优选的,所述本体部包括与轴线垂直的第一部分及自所述第一部分向远离所述轴线方向倾斜延伸形成的第二部分,所述第二部分的延伸方向与所述延伸部的延伸方向相反。
9.优选的,所述第二部分远离所述注胶空间的表面为曲面,所述曲面向靠近所述注胶空间方向弯曲。
10.优选的,所述延伸部的延伸方向为曲线,所述延伸部向远离所述注胶空间方向弯曲。
11.优选的,所述注胶空间包括沿所述轴线方向依次设置的第一子空间与第二子空间,所述第一子空间由所述延伸部围成,所述第二子空间由所述本体部围成,所述第一子空间的容积与所述第二子空间的容积的比不小于2。
12.优选的,所述自调平圆形注胶组角片的材质为不锈钢。
13.优选的,所述自调平圆形注胶组角片采用水玻璃铸造工艺成型。
14.综上所述,与现有技术相比,本实用新型提供的自调平圆形注胶组角片,通过设置所述本体部呈圆形,当铝合金型材在做45
°
角连接时,操作者仅需分辨正反后即可以任意角度将所述自调平圆形注胶组角片卡入一铝合金型材,再将两部分铝合金型材拼接,在合拢
的最后阶段,所述自调平圆形注胶组角片压入两侧型材的卡槽内,采用三点卡位,使所述自调平圆形注胶组角片与两铝合金型材的槽口形成挤压以消除间隙,使得调平操作简单化,提升了工作效率;通过设置所述第二部分远离所述注胶空间的表面为曲面,且限定所述曲面向靠近所述注胶空间方向弯曲,即在所述自调平圆形注胶组角片的周缘设置一导入结构,便于所述自调平圆形注胶组角片在初期卡入铝合金型材,同时也方便矫错。
附图说明
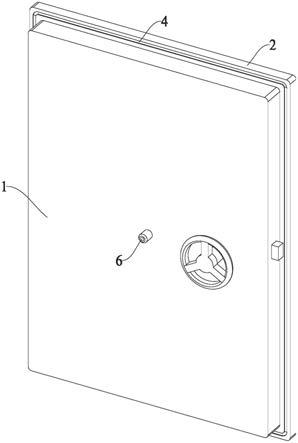
15.图1为本实用新型提供的自调平圆形注胶组角片的立体结构示意图;
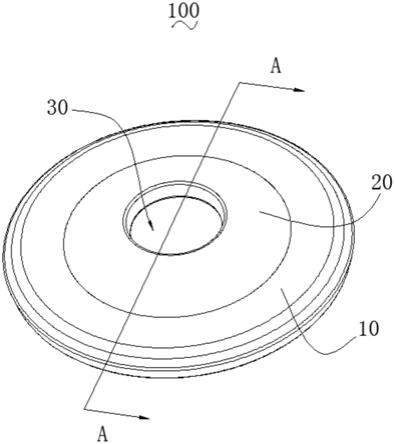
16.图2为图1所示的自调平圆形注胶组角片沿a
‑
a线的剖视图;
17.图3为本实用新型提供的自调平圆形注胶组角片的使用状态图。
18.图中,100、自调平圆形注胶组角片;10、本体部;11、第一部分;12、第二部分;121、曲面;20、延伸部;30、注胶孔;101、注胶空间;1011、第一子空间;1012、第二子空间;200、型材。
具体实施方式
19.下面结合附图和实施例,对本实用新型进行详细描述。下述实验例和实施例用于进一步说明但不限于本实用新型。
20.请结合参阅图1至图3,本实用新型提供了一种自调平圆形注胶组角片100,所述自调平圆形注胶组角片100包括呈圆环状的本体部10、自所述本体部10的内壁向轴线方向倾斜延伸形成的延伸部20及由所述延伸部20围成的注胶孔30。其中,所述本体部10与所述延伸部20共同组成注胶空间101,所述注胶空间101与所述注胶孔30连通。
21.所述本体部10包括与轴线垂直的第一部分11及自所述第一部分11向远离所述轴线方向倾斜延伸形成的第二部分12。所述第二部分12的延伸方向与所述延伸部20的延伸方向相反。
22.优选的,所述第二部分12远离所述注胶空间101的表面为曲面121,所述曲面121向靠近所述注胶空间101方向弯曲。通过设置所述曲面121,便于所述自调平圆形注胶组角片100的初期卡入,即所述曲面121的设置,为所述自调平圆形注胶组角片100提供了一导入槽。
23.优选的,所述延伸部20的延伸方向为曲线,所述延伸部20向远离所述注胶空间101方向弯曲。需要说明的是,所述延伸部20的主要作用为围成所述注胶空间101,通过设置所述延伸部20向远离所述注胶空间101方向弯曲,使得所述自调平圆形注胶组角片100能够获得更大的所述注胶空间101,提升了后期的稳固性。
24.具体的,所述注胶空间101包括沿所述轴线方向依次设置的第一子空间1011与第二子空间1012。其中,所述第一子空间1011由所述延伸部20围成,所述第二子空间1012由所述本体部10围成,所述第一子空间1011的容积与所述第二子空间1012的容积的比不小于2。
25.优选的,在本实施方式中,所述自调平圆形注胶组角片100的材质为不锈钢,并采用水玻璃铸造工艺成型。使得所述自调平圆形注胶组角片100能够获得的尺寸精度更高。
26.本实用新型提供的所述自调平圆形注胶组角片100的使用流程如下:
27.步骤s10、分别所述自调平圆形注胶组角片100的正反,其中,能够与型材200共同
形成所述注胶空间101的一侧为反面,另一面为正面;
28.步骤s20、将所述自调平圆形注胶组角片100卡入一所述型材200的45
°
槽口内;
29.步骤s30、将另一所述型材200的45
°
槽口对准后拼接,采用三点卡位法,将所述自调平圆形注胶组角片100卡入两侧所述型材200的卡槽内,使所述自调平圆形注胶组角片100与两所述型材200的槽口形成挤压以消除间隙;
30.步骤s40、经所述注胶孔30向所述注胶空间101内进行第一次注胶;
31.步骤s50、待第一次注胶凝固后,经所述注胶孔30向所述注胶空间101内进行第二次注胶。
32.需要说明的是,两次注胶中,第一次注胶使得胶水填满所述第二子空间1012,当胶水慢慢渗满所述第二子空间1012并凝固后,再次注入胶水,进一步加强了胶水的凝固效果,使得所述自调平圆形注胶组角片100获得更好的稳定性,后期结构强度更好。
33.与现有技术相比,本实用新型提供的自调平圆形注胶组角片,通过设置所述本体部呈圆形,当铝合金型材在做45
°
角连接时,操作者仅需分辨正反后即可以任意角度将所述自调平圆形注胶组角片卡入一铝合金型材,再将两部分铝合金型材拼接,在合拢的最后阶段,所述自调平圆形注胶组角片压入两侧型材的卡槽内,采用三点卡位,使所述自调平圆形注胶组角片与两铝合金型材的槽口形成挤压以消除间隙,使得调平操作简单化,提升了工作效率;通过设置所述第二部分远离所述注胶空间的表面为曲面,且限定所述曲面向靠近所述注胶空间方向弯曲,即在所述自调平圆形注胶组角片的周缘设置一导入结构,便于所述自调平圆形注胶组角片在初期卡入铝合金型材,同时也方便矫错。
34.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和修饰,这些改进和修饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。