1.本实用新型涉及烹饪器具技术领域,具体涉及一种风冷结构及压力煲。
背景技术:
2.压力煲成为现代快节奏生活不可或缺的烹饪器具,其通常具有快速烹饪功能,通过对食物密封加压,从于提高其烹饪温度,缩短烹饪时间;但是压力煲烹饪工作结束后,因锅内压力高于大气压,用户不能立即开盖食物,特别是煲汤、流质或粘稠类食物,由于不能直接放气进行快速冷却,自然冷却需要较长的等待时间,以煮粥为例,煮粥烹饪用时为35分钟左右,而用户对电压力煲自然冷却时间高达25分钟,等待时间较长,用户体验较差。如果在煮粥或粘稠类食物时,用户在高压状态强行排气泄压,锅内过热的水和食物形成“爆沸”现象,迅速汽化而产生大量的气泡,在粘稠状液体形成的气泡不易破裂,气泡把食物等带出锅外,食物溢到四周,污染锅体,甚至引起烫伤现象。
3.另外,一些食物在压力烹饪时,压力煲计算压力烹饪时间,并没有将电饭煲压降过程产生的附加烹饪计算,因此食物实际压力烹饪时间加长,用户可以食用的食物与设定烹饪时间有差距,压力煲慢速泄压影响到食物的口感。
技术实现要素:
4.因此,本实用新型要解决的技术问题在于克服现有技术中压力煲自然冷却时间较长的缺陷,从而提供一种能够起到快速冷却效果的风冷结构。
5.本实用新型要解决的另一个技术问题在于克服现有技术中压力煲自然冷却时间较长的缺陷,从而提供一种能够快速进行冷却的压力煲。
6.为解决上述技术问题,本实用新型提供的一种风冷结构,包括:
7.风道;
8.风机,设置于所述风道的第一端;以及
9.散热片组件,设置于所述风道第二端,并与所述风机经由所述风道连通,所述散热片组件适于与待散热结构接触;
10.所述风道的第一端设置有进风口或出风口,所述风道的第二端设置有出风口或进风口;
11.所述散热片组件周向边缘形成有进风端或出风端,所述散热片组件中部区域形成有出风端或进风端,所述进风端与所述出风端之间通过散热通道相连通。
12.可选的,所述散热片组件构造为环形或c形结构。
13.可选的,所述风道包括:风道分散部,所述散热片组件设置于所述风道分散部内。
14.可选的,所述散热片组件的外边缘与所述风道分散部的内边缘之间设置有过风通道,所述过风通道与所述散热通道相连通。
15.可选的,所述风道还包括:风道引导部,所述风道引导部适于将所述风机与所述风道分散部连通。
16.可选的,所述风道引导部适于引导气流沿至少两个方向进入所述风道分散部。
17.可选的,所述风道适于引导气流依序流经进风口、风道引导部、过风通道、散热通道与出风口,或者,依序流经进风口、风道引导部、散热通道、过风通道与出风口。
18.可选的,所述进风端与所述出风端之间的散热通道为直通道。
19.可选的,所述散热片组件由至少两个散热片拼合形成,且两个所述散热片之间形成有所述散热通道。
20.可选的,所述散热片包括:
21.底板;
22.支撑筋,由所述底板表面向远离所述底板的方向延伸而成;以及
23.第一装配件与第二装配件,所述第一装配件或第二装配件适于与相邻设置的另一个所述散热片上的第二装配件或第一装配件进行卡接连接。
24.可选的,所述支撑筋远离所述底板一侧的边缘与所述底板之间成夹角a设置,其中a>0
°
。
25.可选的,所述支撑筋远离所述底板一侧的边缘与所述底板之间成夹角a设置,其中a=3
°
;所述散热片组件由120个所述散热片依序拼接形成环形。
26.本实用新型提供的压力煲,包括:
27.煲体;
28.煲盖,所述煲盖通过铰接轴与所述煲体活动连接;以及
29.如上述所述的风冷结构。
30.可选的,所述压力煲还包括:
31.内盖,所述散热片组件设置于所述煲盖内并与所述内盖接触设置。
32.可选的,所述进风口设置于所述煲体的侧面位置;所述出风口设置于所述煲盖的上方位置,所述进风口与所述出风口分别设置于风道的两端。
33.可选的,所述风道的至少部分区域形成有风道引导部,所述风道引导部由所述煲体的侧面向所述内盖的上顶面延伸。
34.可选的,所述风道引导部呈弧形设置。
35.可选的,所述铰接轴的数量为两个,两个所述铰接轴分别设置于所述风道引导部的外部的相对两侧。
36.本实用新型技术方案,具有如下优点:
37.1.本实用新型提供的风冷结构,通过将散热片组件与待散热结构接触,并通过风道将风机与散热片组件导通,使风机将空气由进风口吹向出风口过程中,经过所述散热片组件,从而对所述散热片组件进行冷却;且将所述进风口设置于所述出风口沿重力方向的相对下端位置,使冷空气由下端进入,并使热空气由上端吹出,符合自然界冷空气在下,热空气在上的规律,达到冷热空气分离的目的,保证在使用过程中,吸入的空气温度始终处于较低温度,提高冷却效率。
38.2.本实用新型提供的风冷结构,通过在所述散热片组件周向边缘形成有进风端,并在所述散热片组件中部区域形成有出风端,从而使进风区域更加分散,增加进风量,从而增加散热效果。
39.3.本实用新型提供的风冷结构,通过采用环形结构或c形结构,将进风端或出风端
设置在散热片组件周向边缘位置,并将出风端或进风端设置在散热片组件中部区域,所述进风端与所述出风端之间通过散热通道相连通,使所述散热片组件的上的各条散热通道长度均相同,保证均匀散热的效果,避免局部过热,提高散热效果。
40.4.本实用新型提供的风冷结构,通过将所述散热片组件设置于所述风道分散部内,并使所述风道分散部的外形与所述散热片组件的外形相匹配,从而将空气分散至所述散热片组件的周向,保证所述散热片组件的周向进气或出气,使空气分散区域更大,更利于进气或出气,保证进气或出气效果。
41.5.本实用新型提供的风冷结构,通过设置风道引导部,并将将所述风机与所述风道分散部连通,从而将风机引动的空气向所述风道分散部吹动,起到引导作用。
42.6.本实用新型提供的风冷结构,通过将所述风道引导部呈弧形设置,从而起到改变风向的作用,提高进风口与出风口的设置方向的可选择性,合理利用空间,更适于与待散热结构进行配合。
43.7.本实用新型提供的压力煲,通过采用风冷结构,解决压力煲快速冷却泄压开盖问题,提升用户体验,同时能够通过快速泄压,缩短开盖时间,减少食物实际压力、烹饪时间加长的情况,缩短食物实际烹饪时间与设定烹饪时间的差距,进一步保证烹饪口感的一致性,避免影响口感。
44.8.本实用新型提供的压力煲,通过将进风口设置于所述煲体的侧面位置;所述出风口设置于所述煲盖的上方位置,使得冷风进风口位于煲身侧面,热风的出风口位于上盖,从而向上吹热风,符合自然界冷空气在下,热空气在上的规律,达到冷热空气分离的目的,保证在使用过程中,吸入的空气温度始终处于较低温度,提高冷却效率。
附图说明
45.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
46.图1为本实用新型压力煲的截面示意图;
47.图2为本实用新型压力煲的俯视图;
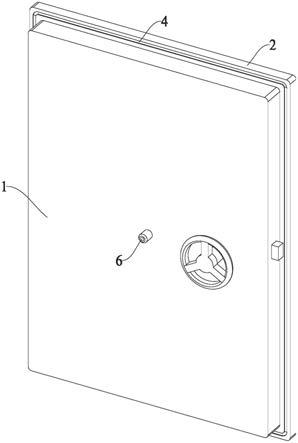
48.图3为本实用新型压力煲的立体状态示意图;
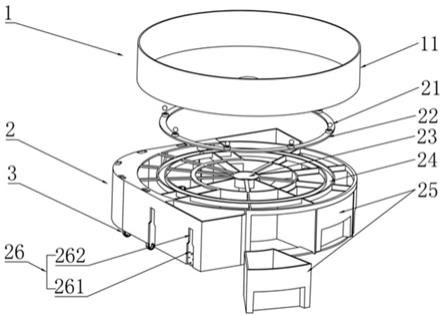
49.图4为本实用新型风冷结构的示意图;
50.图5为本实用新型风冷结构的俯视图;
51.图6为本实用新型风冷结构的正视图;
52.图7为本实用新型风冷结构的左视图;
53.图8为本实用新型散热片的示意图;
54.图9为多个散热片单体组合状态示意图一;
55.图10为多个散热片单体组合状态示意图二;
56.图11为散热片单体第一侧示意图;
57.图12为散热片单体第二侧示意图;
58.图13为散热片单体的侧面视图;
59.图14为本实用新型散热片变形状态示意图。
60.附图标记说明:
61.10
‑
煲体,20
‑
煲盖,21
‑
出风口,22
‑
内盖;
62.30
‑
风冷结构,31
‑
风机,32
‑
风道,321
‑
风道引导部,322
‑
风道分散部,3221
‑
过风通道,323
‑
进风口,33
‑
散热片组件,331
‑
进风端,332
‑
出风端,34
‑
铰接轴;
63.40
‑
散热片,41
‑
支撑筋,42
‑
第一装配件,43
‑
第二装配件,44
‑
延长部,45
‑
底板,46
‑
装配台阶。
具体实施方式
64.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
65.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“垂直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
66.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
67.此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
68.实施例一
69.结合图1
‑
图14所示,本实施例提供的风冷结构,包括:
70.风道32;
71.风机31,设置于所述风道32的第一端;以及
72.散热片组件33,设置于所述风道32的第二端,并与所述风机31经由所述风道32连通,所述散热片组件33适于与待散热结构接触;
73.所述风道32的第一端与第二端还分别设置有进风口323与出风口21,所述风道32的第二端设置有出风口21或进风口323;
74.所述散热片组件33周向边缘形成有进风端331或出风端332,所述散热片组件33中部区域形成有出风端332或进风端331,所述进风端331与所述出风端332之间通过散热通道相连通。
75.本实施例提供的风冷结构,通过将散热片组件33与待散热结构接触,并通过风道32将风机31与散热片组件33导通,使风机31将空气由进风口323吹向出风口21过程中,经过所述散热片组件33,从而对所述散热片组件33进行冷却;且将所述进风口323设置于所述出
风口21沿重力方向的相对下端位置,使冷空气由下端进入,并使热空气由上端吹出,符合自然界冷空气在下,热空气在上的规律,达到冷热空气分离的目的,保证在使用过程中,吸入的空气温度始终处于较低温度,提高冷却效率。
76.优选的,本实施例提供的风冷结构可以应用在压力锅上,从而提高压力锅的散热效率,加速泄压。在压力锅的应用环境下,所述散热片组件33侧面与压力锅的上盖基板紧密贴合,即采用散热片的支撑筋41与压力锅的内盖22进行贴合,并通过钎焊或涂导热硅脂等方式,保证压力锅内部热量通过内盖22导向散热片组件33,提高压力锅的散热效率。
77.优选的,所述进风口323设置于所述出风口21沿重力方向的相对下端位置。
78.优选的,本实施例中,所述散热片组件33在周向边缘形成有进风端331,并在中部区域形成有出风端332。
79.本实施例提供的风冷结构,通过在所述散热片组件33周向边缘形成有进风端331,并在所述散热片组件33中部区域形成有出风端332,从而使进风区域更加分散,增加进风量,从而增加散热效果。
80.优选的,所述散热片组件33采用周向边缘形成有进风端331或出风端332,并在中部区域形成有出风端332或进风端331的形式,与采用一侧进风另一侧出风的方式相比,在散热片的过风面积相同时,能够缩短所述散热片组件33的导风路径,提高散热效果,避免导风路径过长导致的末端温度过高,从而提高散热效率。
81.具体地,所述散热片组件33构造为环形或c形结构。
82.优选的,所述散热片组件33的周向边缘位置形成的进风端331或出风端332至中部区域的出风端332或进风端331的长度均相同,保证散热通道的长度一致,此时,位于中部区域的所述出风端332或进风端331由呈环形的所述散热片组件33沿中轴线贯穿而成。
83.本实施例提供的风冷结构,通过采用环形结构或c形结构,将进风端331或出风端332设置在散热片组件33周向边缘位置,并将出风端332或进风端331设置在散热片组件33中部区域,所述进风端331与所述出风端332之间通过散热通道相连通,使所述散热片组件33的上的各条散热通道长度均相同,保证均匀散热的效果,避免局部过热,提高散热效果。
84.优选的,所述散热片组件33构造为环形时,在环形的中心位置留出空间,该区域适于方便外部元件穿过,比如,在所述散热片组件33与压力煲进行配合安装时,中心位置适于使压力煲的压力控制元件穿过,如压力阀,排气阀,浮子阀,传感器等部件。
85.作为变形,所述散热片组件33构造为c形时,在c形的中间位置或缺口位置处留出空间,该区域适于方便外部元件穿过,比如,在所述散热片组件33与压力煲进行配合安装时,中心位置适于使压力煲的压力控制元件穿过,如压力阀,排气阀,浮子阀,传感器等部件。
86.具体地,所述风道32包括:风道分散部322,所述散热片组件33设置于所述风道分散部322内,且所述风道分散部322的外形与所述散热片组件33的外形相匹配。
87.优选的,所述风道分散部322由所述风道32的局部空间形成,并优选构造为腔体式结构,所述散热片组件33设置于所述风道分散部322的空腔内部。
88.本实施例提供的风冷结构,通过将所述散热片组件33设置于所述风道分散部322内,并使所述风道分散部322的外形与所述散热片组件33的外形相匹配,从而将空气分散至所述散热片组件33的周向,保证所述散热片组件33的周向进气或出气,使空气分散区域更
大,更利于进气或出气,保证进气或出气效果。
89.具体地,所述散热片组件33的外边缘与所述风道分散部322的内边缘之间设置有过风通道3221,所述过风通道3221与所述散热通道相连通。
90.将所述散热片组件33作为整体,所述散热片组件33的外边缘与所述风道分散部322的内边缘之间形成空腔,该空腔即为所述过风通道3221。
91.具体地,所述风道32还包括:风道引导部321,所述风道引导部321适于将所述风机31与所述风道分散部322连通。
92.本实施例提供的风冷结构,通过设置风道引导部321,并将将所述风机31与所述风道分散部322连通,从而将风机31引动的空气向所述风道分散部322吹动,起到引导作用。
93.具体地,所述风道引导部321适于引导气流沿至少两个方向进入所述风道分散部322。
94.通过将所述风道引导部321引导气流沿至少两个方向进入所述风道分散部322,从而将风道引导部321吹来的风分为多股,增加与散热片组件33的接触面积,提高冷风的利用率;且缩短单独一侧过风通道的导风路径长度,避免风道末端的气流温度过高导致的散热效果降低。
95.优选的,在本实施例中,所述过风通道3221由所述风道引导部321向至少两侧延伸而成,且至少两侧延伸的末端相导通。
96.通过将过风通道3221由所述风道引导部321向至少两侧延伸而成,从而增加冷风的分散区域,将风道引导部321吹来的风分为多股,增加与散热片组件33的接触面积,提高冷风的利用率;且缩短单独一侧过风通道3221的导风路径长度,避免风道末端的气流温度过高导致的散热效果降低。
97.具体地,结合图5的箭头所示,所述风道32适于引导气流依序流经进风口323、风道引导部321、过风通道3221、散热通道与出风口21,或者,依序流经进风口323、风道引导部321、散热通道、过风通道3221与出风口21。通过使气流由进风口323统一进入,并经由风道引导部321的引导,流向过风通道3221,并使气流在过风通道3221内环绕一周流动,并在流动过程中逐渐进入散热通道,从而气流分散更均匀,增加散热片组件33与气流的接触面积,增加过风面积,提高散热效率,并最终使热风统一由出风口21排出,形成完整循环。
98.具体地,所述进风端331与所述出风端332之间的散热通道为直通道。通过将所述进风端331与所述出风端332之间的散热通道设置为直通道,从而缩短进风端331与出风端332的距离,提高散热效果。
99.具体地,所述风道引导部321呈弧形设置,使所述风道引导部321的两端的气流方向呈角度设置。
100.本实施例提供的风冷结构,通过将所述风道引导部321呈弧形设置,使所述风道引导部321的两端的气流方向呈角度设置,从而起到改变风向的作用,提高进风口323与出风口21的设置方向的可选择性,合理利用空间,更适于与待散热结构进行配合。
101.具体地,所述散热片组件33由至少两个散热片40拼合形成,且两个所述散热片之间形成有所述散热通道。
102.具体地,所述散热片40包括:
103.底板45;
104.支撑筋41,由所述底板45表面向远离所述底板45的方向延伸而成;以及
105.第一装配件42与第二装配件43,所述第一装配件42或第二装配件43适于与相邻设置的另一个所述散热片上的第二装配件43或第一装配件42进行卡接连接。
106.具体地,所述支撑筋41远离所述底板45一侧的边缘与所述底板45之间成夹角a设置,其中a>0
°
。
107.具体地,所述支撑筋41远离所述底板45一侧的边缘与所述底板45之间成夹角a设置,其中a=3
°
;所述散热片组件33由120个所述散热片40依序拼接形成环形。
108.实施例二
109.结合图1
‑
图3所示,本实施例提供一种压力煲,包括:
110.煲体10;
111.煲盖20,所述煲盖20通过铰接轴34与所述煲体10活动连接;以及
112.如上述所述的风冷结构。
113.本实施例提供的压力煲,通过采用风冷结构,解决压力煲快速冷却泄压开盖问题,提升用户体验,同时能够通过快速泄压,缩短开盖时间,减少食物实际压力、烹饪时间加长的情况,缩短食物实际烹饪时间与设定烹饪时间的差距,进一步保证烹饪口感的一致性,避免影响口感。
114.优选的,在所述压力煲上设置风冷结构,能够快速泄压,减少用户可能自行泄压造成的环境污染甚至烫伤的情况发生。
115.具体地,所述压力煲还包括:
116.内盖22,所述散热片组件33设置于所述煲盖20内并与所述内盖22接触设置。
117.优选的,所述散热片组件33与所述内盖22接触设置,并通过钎焊或涂导热硅脂等方式,保证压力锅内部热量通过内盖22导向散热片组件33,提高压力锅的散热效率。
118.具体地,所述进风口323设置于所述煲体10的侧面位置;所述出风口21设置于所述煲盖20的上方位置,所述进风口323与所述出风口21分别设置于风道32的两端。
119.具体地,所述风道32的至少部分区域形成有风道引导部321,所述风道引导部321由所述煲体10的侧面向所述内盖22的上顶面延伸。
120.具体地,所述风道引导部321呈弧形设置。
121.具体地,经由所述进风口323流入的气流方向与经由所述出风口21流出的气流方向呈角度设置。
122.本实施例提供的压力煲,通过将进风口323设置于所述煲体10的侧面位置;所述出风口21设置于所述煲盖20的上方位置,使得冷风进风口位于煲身侧面,热风的出风口位于上盖,使冷风从进风口进入,并经由风道引导部321向上引导至风道分散部322,在风道分散部322内,冷风沿着散热片组件的外边缘与所述风道分散部的内边缘之间的过风通道3221进行流动,并逐渐流入散热片组件的多个散热片之间形成的散热通道内,带走散热片上的热量,形成由散热片组件的周向边缘形成的进风端进入,并由散热片组件中部区域形成的出风端排出的流动形式,并最终将由冷风逐步升温形成的热风由风道末端的出风口排出,从而实现由下端进冷风,并向上吹热风的进风路径,符合自然界冷空气在下,热空气在上的规律,达到冷热空气分离的目的,保证在使用过程中,吸入的空气温度始终处于较低温度,提高冷却效率。
123.本实施例中,所述煲体10与所述煲盖20通过铰接轴34活动连接,优选的,所述铰接轴34的数量为两个,两个所述铰接轴34分别设置于所述风道引导部321的外侧,从而避免所述铰接轴34采用一根长轴时,对所述风道引导部321的设置位置造成干涉,方便结构所述风道引导部321的布置,无需占用所述风道引导部321的空间,提高使用率。
124.额外的,所述煲盖20上的传感器,电磁阀等连线于所述风道引导部321的两侧进行走线。
125.与采用水冷方式进行泄压的压力煲相比,本方案不需要用户加水进行冷却,从于减少用户加水,或水箱污水放水或清洗等附加操作,进一步提升用户体验。
126.额外的,所述出风口21上还设置有防虫结构,通过在所述出风口21上添加一道风门,风门升降采用记忆金属,在一定的温度下,如60℃以上,弹簧变硬变强,弹簧力将风门升起,60℃以下,记忆弹簧变软,风门关闭,从而防止爬虫进入,使得风门在温度升高后自动开启。
127.优选的,所述散热片组件33通过冲压等方式成型,形成侧向通风散热的风冷通道,所述散热片组件33的结构有多种方式,其中优选采用单体散热片组合式的所述散热片组件33,波纹型散热翅片等,单体散热片通过首尾弹性装配,形成一圈或一定角度环形的散热片组件33,以增加与风冷却散热面积,提高散热能力。
128.由于散热片一般采用比较薄的铝片等金属材料通过冲压成型等工序制成,采用单体散热片能够提高材料的利用率,满足成型的工艺性,进而将单体散热片组合形成散热片组件33,节约成本,避免浪费。
129.实施例三
130.结合图8
‑
图13所示,本实施例提供的散热片,包括:
131.底板45;
132.支撑筋41,由所述底板45表面向远离所述底板45的方向延伸而成;
133.第一装配件42与第二装配件43,所述第一装配件42或第二装配件43适于与相邻设置的另一个所述散热片上的第二装配件43或第一装配件42进行卡接连接。
134.通过在所述散热片上设置第一装配件42与第二装配件43,并使相邻两个所述散热片可以通过第一装配件42与第二装配件43进行装配,实现所述散热片的组合,方便对所述散热片采用批量生产形式进行制造,并进行装配,且多个所述散热片的结构形式完全相同,无需在装配中寻找合适装配件,加快装配效率,简化操作。
135.本实施例提供的散热片,能够增大散热面积,减少强制风冷阻力,进一步增加散热量,且所述散热片能够采用首尾相接的方式进行组合装配,方便形成风冷散热的通道,降低整体式散热器的加工难度。
136.优选的,所述散热片可以由板材冲压而成。
137.所述散热片的材料优选铝材,也可以选择铁、铜等其它金属或导热塑料等材料。
138.优选的,所述底板45构造为所述散热片的底面,并在所述底板45上设置支撑筋41,使得所述支撑筋41由所述底板45表面向远离所述底板45的方向延伸而成,当所述支撑筋41的数量为两个时,所述散热片构造成大致u型结构。
139.具体地,所述底板45朝同一侧延伸形成有至少两个所述支撑筋41。
140.本实施例提供的散热片,通过在底板45朝同一侧延伸形成有至少两个所述支撑筋
41,使得相邻设置的两个所述散热片在装配时,能够通过所述支撑筋41将所述底板45进行分隔,使得相邻两个所述散热片在装配完成后,相邻两个所述底板45之间能够形成散热通道,方便通风,整体上形成镂空状态,提高冷空气与所述散热片的接触面积。
141.具体地,两个所述支撑筋41分别设置于所述底板45沿宽度方向的两侧边缘位置。
142.本实施例提供的散热片,通过将两个所述支撑筋41分别设置于所述底板45沿宽度方向的两侧边缘位置,使得多个所述散热片在装配后,所述支撑筋41相连能够形成平面状态,便于与外界的待散热物体接触,增加所述散热片的使用方式,无需仅采用所述底板45与外界的待散热物体进行接触。
143.具体地,所述支撑筋41与所述底板45垂直设置。采用垂直设置形式,便于提高相邻设置的所述散热片之间的间隔距离,保证散热效果,与倾斜设置相比,采用最短长度的支撑筋41即可达到相同间隔距离;且降低装配难度,方便连接。
144.优选的,所述散热片的所述支撑筋41的高度取值范围为2.5mm
‑
6mm,考虑散热效率和金属冲压成型的难易程度,避免尺寸过小时,冷却风流过的通道过小,降低风阻,同时避免尺寸过大时,造成冷风的浪费,保证散热效率;且所述支撑筋41的高度过小也会增大冲压折边难度,对生产不利。
145.具体地,所述底板45还形成有装配台阶46,所述装配台阶46适于与相邻设置的另一个所述散热片上的所述支撑筋41抵接连接。
146.优选的,所述装配台阶46设置于所述底板45上,并位于所述支撑筋41延伸方向的相反一侧。
147.由于所述散热片采用冲压形式制成,在散热片金属材料冲压成型后,会产生回弹等问题,在不设置所述装配台阶46时,相邻两个所述散热片在装配组合后,将会存在错位情况,容易松动,并在风的吹动下造成异响,且使得相邻设置的支撑筋41与外界的待散热物体贴合不紧,导致散热效果较差。
148.本实施例提供的散热片,通过在所述底板45还设置装配台阶46,并使所述装配台阶46适于与相邻设置的另一个所述散热片上的所述支撑筋41抵接连接,从而保证相邻散热片之间连接牢固,且能够减少金属材料冲压成型后的回弹现象,使得相邻设置的支撑筋41位于同一平面上,提高与外界的待散热物体贴合紧密程度,从于快速散热,减少接触不良引起的热阻问题。
149.此外,所述装配台阶46在相邻设置的两个所述散热片进行装配时,能够通过装配台阶46与支撑筋41的配合进行快速定位,减少找正时间,提高装配效率。
150.具体地,所述第一装配件42设置于所述支撑筋41靠近所述底板45一侧的边缘位置,并与所述装配台阶46连接;所述第二装配件43设置于所述支撑筋41远离所述底板45一侧的边缘位置。
151.优选的,所述第一装配件42与所述第二装配件43的其中一个为卡扣,另一个为卡槽形式,通过卡槽与卡扣的配合,实现所述第一装配件42与所述第二装配件43的装配连接,进而实现相邻设置的两个所述散热片连接。
152.通过在所述支撑筋41靠近和远离所述底板45的两侧分别设置有第一装配件42与所述第二装配件43,从而方便相邻设置的所述散热片插接配合,且便于第一装配件42与所述第二装配件43在和所述装配台阶46配合的下,保证支撑筋41与所述装配台阶46紧密贴
合。
153.优选的,所述散热片上设置有多组所述第一装配件42与所述第二装配件43,优选采用两组、四组的数量。
154.具体地,所述散热片上还形成有延长部44,所述延长部44由所述支撑筋41的至少部分区域延伸而成。
155.本实施例提供的散热片,通过在所述散热片上还形成有延长部44,从而进一步增加受风面积,提高散热效率。
156.具体地,所述延长部44与所述底板45平行设置。
157.通过将延长部44由所述支撑筋41的至少部分区域延伸而成,并与所述底板45平行设置,避免延长部44对相邻散热片装配时的干涉。
158.具体地,所述散热片上相对设置的两个所述支撑筋41分别延伸出至少一个延长部44,且相对设置的两个所述支撑筋41上的延长部44朝相向方向延伸。
159.优选的,相对设置的两个所述支撑筋41上的延长部44朝相向方向延伸并相互抵接。
160.具体地,所述支撑筋41远离所述底板45一侧的边缘与所述底板45之间成夹角a设置,其中a>0
°
。
161.具体地,夹角a=3
°
。
162.通过将所述支撑筋41沿所述底板45的长度方向的高度进行变化设置,使得所述支撑筋41相对于所述底板45形成倾斜结构,从而产生夹角。
163.本实施例提供的散热片,通过将所述支撑筋41远离所述底板45一侧的边缘与所述底板45之间成夹角a设置,从而便于使所述散热片在组合后形成环形,增加所述散热片的应用场景与组合形式。
164.优选的,本实施例中,当夹角a=3
°
时,通过120个单体散热片收尾相接,即可形成环形散热片组件。
165.所述散热片的夹角a,与所述支撑筋41的高度等设计参数需要综合考虑,如夹角太小,由散热片装配后间隙小,通风冷却时,风阻大;如角度大,支撑筋41的高度高时,散热用的表面积小,降低散热效率。因此,需要对风机参数,风速,风压,散热温度等整体考虑,本实施例中,通过仿真软件分析,当夹角a=3
°
时,散热效果最好。
166.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本实用新型创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。