1.本发明涉及手机技术领域,尤其涉及一种用于组装手机壳和镶嵌物的组装设备及组装方法。
背景技术:
2.手机,全称为移动电话或无线电话,通常称为手机。手机壳,是对手机外观进行保护或装饰的装饰品,将手机保护壳按质地分有pc壳,皮革,硅胶,布料,硬塑,皮套,金属钢化玻璃壳,软塑料,绒制,绸制等品类,目前许多手机壳在加工时,需要在手机壳上镶嵌一些装饰物。
3.现有技术中带有镶嵌物的手机壳在制造过程中,需要人工将手机壳安装在冲压设备上,然后进行冲压镶嵌,镶嵌完成后,还需要人工将手机壳拆下,这种加工方式需要人工反复对手机壳进行安装和拆卸,从而会造成加工效率较低,且若是操作失误,则容易造成工作人员受伤,安全性较低,且无法调节冲压的下压力,从而无法适用于不同材质的手机壳,为此,我们提出了一种用于组装手机壳和镶嵌物的组装设备,用于解决上述问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在现有技术中带有镶嵌物的手机壳在制造过程中,需要人工将手机壳安装在冲压设备上,然后进行冲压镶嵌,镶嵌完成后,还需要人工将手机壳拆下,这种加工方式需要人工反复对手机壳进行安装和拆卸,从而会造成加工效率较低,且若是操作失误,则容易造成工作人员受伤,安全性较低,且无法调节冲压的下压力,从而无法适用于不同材质的手机壳的缺点,而提出的一种用于组装手机壳和镶嵌物的组装设备及组装方法。
5.为了实现上述目的,本发明采用了如下技术方案:设计一种用于组装手机壳和镶嵌物的组装设备,包括:工作台班,所述工作台班一侧固定设有若干支撑腿;输送带,所述输送带固定在工作台班一侧上,所述输送带一侧设有若干手机壳,所述输送带一侧固定设有a挡架,所述输送带远离a挡架的一侧固定设有b挡架,所述b挡架一侧设有单个推料装置;支撑架,所述支撑架固定在a挡架的一侧上,所述支撑架一侧设有安装槽,所述安装槽内侧固定设有恒温电热片,所述支撑架一侧设有j型定位架,所述支撑架相远离的两侧均固定设有若干连接片,所述连接片均固定在j型定位架外侧上,所述a挡架、b挡架一侧均固定在j型定位架上;支撑块,所述支撑块设在工作台班靠近输送带的一侧,所述支撑块相远离的两侧均固定设有连接架,所述连接架一侧均固定在工作台班一侧上,所述支撑块靠近工作台班的一侧设有冲压框架,所述冲压框架与支撑块之间设有纵横双向往复运动装置,所述冲压框架一侧设有安装孔,所述安装孔内侧固定设有吸盘;
l型升降架,所述l型升降架设置于工作台班与支撑块之间,所述l型升降架与工作台班之间设有若干导向伸缩限位装置,所述l型升降架靠近支撑块的一侧滑动连接设有l型滑动架,所述l型升降架一侧设有通孔,所述通孔内侧固定设有往返气缸,所述往返气缸一端固定在l型滑动架一侧上,所述l型滑动架靠近支撑块的一侧固定设有两个镶嵌物放置模具;电子压力计,所述电子压力计固定在l型升降架靠近工作台班的一侧上,所述电子压力计远离l型升降架的一侧固定设有顶起板,所述顶起板与工作台班之间设有自动顶起可调节防护装置;若干个电磁阀,所述电磁阀均固定在工作台班一侧上,所述电磁阀均需通过气管外界压缩气源,所述往返气缸需通过气管与电磁阀气动连接;真空发生器,所述真空发生器固定在工作台班一侧上,所述吸盘需通过气管与真空发生器气动连接,所述真空发生器需通过气管与电磁阀气动连接;处理控制器,所述处理控制器固定在工作台班一侧上,所述处理控制器需通过导线外接电源,所述恒温电热片、电子压力计、电磁阀均需通过导线与处理控制器电性连接。
6.优选的,所述单个推料装置包括推料气缸,所述b挡架一侧设有贯穿孔,所述推料气缸固定在贯穿孔内侧,所述推料气缸需通过气管与电磁阀气动连接,所述推料气缸的轴端固定设有l型推料架,所述l型推料架可滑动式连接在j型定位架内侧。
7.优选的,所述纵横双向往复运动装置包括十字型滑块,所述支撑块一侧设有十字型滑孔,所述十字型滑块可滑动连接在十字型滑孔内侧,所述支撑块一侧设有连接孔,所述连接孔内侧固定设有直线气缸,所述直线气缸的轴端固定在十字型滑块一侧上,所述十字型滑块一侧设有冲压孔,所述冲压孔内侧固定设有双轴冲压气缸,所述双轴冲压气缸的轴端均固定在冲压框架一侧上,所述直线气缸、双轴冲压气缸均需通过气管与电磁阀气动连接。
8.优选的,所述导向伸缩限位装置包括导向套,所述导向套一端固定在工作台班一侧上,所述导向套内侧滑动连接设有伸缩杆,所述伸缩杆一端固定在l型升降架一侧上,所述导向套相远离的两侧均设有限位孔,所述伸缩杆相远离的两侧均固定设有限位块,所述限位块均可滑动连接在限位孔内侧。
9.优选的,所述l型升降架靠近l型滑动架的一侧固定设有若干t型导轨,所述l型滑动架一侧设有若干t型槽,所述t型导轨均可滑动连接在t型槽内侧。
10.优选的,所述自动顶起可调节防护装置包括弹簧,所述弹簧一端固定在顶起板远离电子压力计的一侧上,所述弹簧另一端固定设有调节板,所述工作台班一侧固定设有导向框,所述调节板可滑动连接在导向框内侧,所述工作台班一侧设有螺纹孔,所述螺纹孔内侧通过螺纹连接设有调节螺栓,所述调节螺栓一端可转动式连接在调节板远离弹簧的一侧上。
11.优选的,其组装方法包括以下步骤:s100、复位,使推料气缸、直线气缸、双轴冲压气缸、往返气缸均处于缩回状态,同时使手机壳整齐放置于输送带上。
12.s200、开启输送带,使手机壳自动靠近j型定位架,当手机壳触碰到j型定位架时,控制输送带停止,控制推料气缸伸出,将手机壳推至恒温电热片上进行预热一定时间。
13.s300、恒温电热片上的手机壳预热完成后,控制双轴冲压气缸伸出,然后开启真空发生器,使吸盘吸附手机壳,然后控制推料气缸缩回,同时控制双轴冲压气缸缩回,使手机壳跟随冲压框架一同上升,然后控制直线气缸伸出。
14.s400、当冲压框架到达镶嵌物放置模具正上方后,控制双轴冲压气缸伸出,将手机壳压至镶嵌物放置模具内,然后控制真空发生器停止工作,并控制双轴冲压气缸持续下压一定时间。
15.s500、冲压时间完成后,控制双轴冲压气缸缩回,此时手机壳会留在镶嵌物放置模具内,然后控制直线气缸缩回,然后控制往返气缸伸出,然后人工在一旁进行换料。
16.本发明提出的一种用于组装手机壳和镶嵌物的组装设备及组装方法,有益效果在于:通过设置恒温电热片,可对手机壳进行预热,使手机壳软化,从而提高镶嵌效果与质量,通过设置输送带、手机壳、a挡架、b挡架、支撑架、j型定位架、连接片、推料气缸、l型推料架,输送带开启后,手机壳会自动靠近j型定位架,当手机壳触碰到j型定位架时,控制输送带停止,控制推料气缸伸出,即可将手机壳推至恒温电热片上进行预热,使其具有自动供料功能,且单次只会供应单个手机壳,通过设置支撑块、连接架、冲压框架、吸盘、十字型滑块、直线气缸、双轴冲压气缸,恒温电热片上的手机壳预热完成后,控制双轴冲压气缸伸出,然后开启真空发生器,使吸盘吸附手机壳,然后控制推料气缸缩回,同时控制双轴冲压气缸缩回,使手机壳跟随冲压框架一同上升,然后控制直线气缸伸出,使其具有自动定位、自动取料功能,可使手机壳自动固定在冲压框架上,从而无需人工进行手动装夹,从而可避免人工在安装时出现事故,使其具有较高的安全性,通过设置l型升降架、l型滑动架、往返气缸、镶嵌物放置模具,冲压镶嵌前,需要人工将镶嵌物放入镶嵌物放置模具内,当冲压框架到达镶嵌物放置模具正上方后,控制双轴冲压气缸伸出,将手机壳压至镶嵌物放置模具内,然后控制真空发生器停止工作,并控制双轴冲压气缸持续下压一定时间,使其具有自动冲压镶嵌功能,冲压时间完成后,控制双轴冲压气缸缩回,此时手机壳会留在镶嵌物放置模具内,然后控制直线气缸缩回,然后控制往返气缸伸出或缩回,即可使内有手机壳的镶嵌物放置模具移动出冲压位置,然后人工在一旁将加工完成的手机壳进行取出,然后放入镶嵌物在镶嵌物放置模具内,以便下次加工,这种加工方式在换料的过程中也不会影响加工速度,使其具有高效加工功能,且人工并不是在冲压的位置进行操作,从而可大大较少事故的发生,使其具有较高的安全性,通过设置电子压力计,使其可根据不同材质的手机壳来设定下压力,当到达设定的压力值时,即可控制双轴冲压气缸停止伸出,从而具有通用功能,可保证镶嵌到位,同时可防止因压力较大造成手机壳损坏,通过设置顶起板、弹簧、调节板、导向框、调节螺栓,转动调节螺栓即可调节弹簧对顶起板的张力,即可调节l型升降架可承受的最大压力,当超出最大压力时,l型升降架则会自动下降,使其具有受力调节功能,可适用于不同材质的手机壳,具有通用功能,通过可进一步防止手机壳、电子压力计发生损坏,具有自动供料、自动取料、自动镶嵌、高效加工、通用、受力调节等功能,且具有较高的安全性。
附图说明
17.图1为本发明提出的一种用于组装手机壳和镶嵌物的组装设备的正面立体结构示意图;图2为本发明提出的一种用于组装手机壳和镶嵌物的组装设备的侧面剖切立体结
构示意图;图3为本发明中提出的图2中a区的局部放大结构示意图;图4为本发明提出的一种用于组装手机壳和镶嵌物的组装设备的正面剖切立体结构示意图;图5为本发明提出的一种用于组装手机壳和镶嵌物的组装设备的背面立体结构示意图;图6为本发明提出的一种用于组装手机壳和镶嵌物的组装设备的正面局部立体结构示意图。
18.图中:1工作台班、2支撑腿、3输送带、4手机壳、5a挡架、6b挡架、7支撑架、8恒温电热片、9j型定位架、10连接片、11支撑块、12连接架、13冲压框架、14吸盘、15l型升降架、16l型滑动架、17往返气缸、18镶嵌物放置模具、19电子压力计、20顶起板、21电磁阀、22真空发生器、23处理控制器、24推料气缸、25l型推料架、26十字型滑块、27直线气缸、28双轴冲压气缸、29导向套、30伸缩杆、31限位孔、32限位块、33t型导轨、34弹簧、35调节板、36导向框、37调节螺栓。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
20.参照图1
‑
6,一种用于组装手机壳和镶嵌物的组装设备,包括:工作台班1,工作台班1一侧固定设有若干支撑腿2;输送带3,输送带3固定在工作台班1一侧上,输送带3一侧设有若干手机壳4,输送带3一侧固定设有a挡架5,输送带3远离a挡架5的一侧固定设有b挡架6,b挡架6一侧设有单个推料装置,单个推料装置包括推料气缸24,b挡架6一侧设有贯穿孔,推料气缸24固定在贯穿孔内侧,推料气缸24需通过气管与电磁阀21气动连接,推料气缸24的轴端固定设有l型推料架25,l型推料架25可滑动式连接在j型定位架9内侧,使其具有自动供料功能,且单次只会供应单个手机壳4;支撑架7,支撑架7固定在a挡架5的一侧上,支撑架7一侧设有安装槽,安装槽内侧固定设有恒温电热片8,支撑架7一侧设有j型定位架9,支撑架7相远离的两侧均固定设有若干连接片10,连接片10均固定在j型定位架9外侧上,a挡架5、b挡架6一侧均固定在j型定位架9上;支撑块11,支撑块11设在工作台班1靠近输送带3的一侧,支撑块11相远离的两侧均固定设有连接架12,连接架12一侧均固定在工作台班1一侧上,支撑块11靠近工作台班1的一侧设有冲压框架13,冲压框架13与支撑块11之间设有纵横双向往复运动装置,纵横双向往复运动装置包括十字型滑块26,支撑块11一侧设有十字型滑孔,十字型滑块26可滑动连接在十字型滑孔内侧,支撑块11一侧设有连接孔,连接孔内侧固定设有直线气缸27,直线气缸27的轴端固定在十字型滑块26一侧上,十字型滑块26一侧设有冲压孔,冲压孔内侧固定设有双轴冲压气缸28,双轴冲压气缸28的轴端均固定在冲压框架13一侧上,直线气缸27、双轴冲压气缸28均需通过气管与电磁阀21气动连接,使其具有自动定位、自动冲压镶嵌、自动取料功能,可使手机壳4自动固定在冲压框架13上,从而无需人工进行手动装夹,从而可
避免人工在安装时出现事故,使其具有较高的安全性。
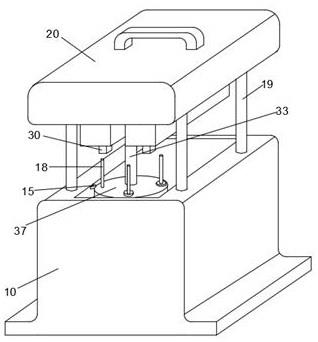
21.冲压框架13一侧设有安装孔,安装孔内侧固定设有吸盘14;l型升降架15,l型升降架15设置于工作台班1与支撑块11之间,l型升降架15与工作台班1之间设有若干导向伸缩限位装置,导向伸缩限位装置包括导向套29,导向套29一端固定在工作台班1一侧上,导向套29内侧滑动连接设有伸缩杆30,伸缩杆30一端固定在l型升降架15一侧上,导向套29相远离的两侧均设有限位孔31,伸缩杆30相远离的两侧均固定设有限位块32,限位块32均可滑动连接在限位孔31内侧;l型升降架15靠近支撑块11的一侧滑动连接设有l型滑动架16,l型升降架15靠近l型滑动架16的一侧固定设有若干t型导轨33,l型滑动架16一侧设有若干t型槽,t型导轨33均可滑动连接在t型槽内侧;l型升降架15一侧设有通孔,通孔内侧固定设有往返气缸17,往返气缸17一端固定在l型滑动架16一侧上,l型滑动架16靠近支撑块11的一侧固定设有两个镶嵌物放置模具18,使其具有高效加工功能,且人工并不是在冲压的位置进行操作,从而可大大较少事故的发生,使其具有较高的安全性;电子压力计19,使其可根据不同材质的手机壳4来设定下压力,当到达设定的压力值时,即可控制双轴冲压气缸28停止伸出,从而具有通用功能,可保证镶嵌到位,同时可防止因压力较大造成手机壳4损坏,电子压力计19固定在l型升降架15靠近工作台班1的一侧上,电子压力计19远离l型升降架15的一侧固定设有顶起板20,顶起板20与工作台班1之间设有自动顶起可调节防护装置;自动顶起可调节防护装置包括弹簧34,弹簧34一端固定在顶起板20远离电子压力计19的一侧上,弹簧34另一端固定设有调节板35,工作台班1一侧固定设有导向框36,调节板35可滑动连接在导向框36内侧,工作台班1一侧设有螺纹孔,螺纹孔内侧通过螺纹连接设有调节螺栓37,调节螺栓37一端可转动式连接在调节板35远离弹簧34的一侧上,转动调节螺栓37即可调节弹簧34对顶起板20的张力,即可调节l型升降架15可承受的最大压力,当超出最大压力时,l型升降架15则会自动下降,使其具有受力调节功能,可适用于不同材质的手机壳4,具有通用功能,通过可进一步防止手机壳4、电子压力计19发生损坏;若干个电磁阀21,电磁阀21均固定在工作台班1一侧上,电磁阀21均需通过气管外界压缩气源,往返气缸17需通过气管与电磁阀21气动连接;真空发生器22,真空发生器22固定在工作台班1一侧上,吸盘14需通过气管与真空发生器22气动连接,真空发生器22需通过气管与电磁阀21气动连接;处理控制器21,处理控制器21固定在工作台班1一侧上,处理控制器21需通过导线外接电源,恒温电热片8、电子压力计19、电磁阀21均需通过导线与处理控制器21电性连接。
22.具体实施时,组装方法包括以下步骤:s100、复位,使推料气缸24、直线气缸27、双轴冲压气缸28、往返气缸17均处于缩回状态,同时使手机壳4整齐放置于输送带3上。
23.s200、开启输送带3,使手机壳4自动靠近j型定位架9,当手机壳4触碰到j型定位架9时,控制输送带3停止,控制推料气缸24伸出,将手机壳4推至恒温电热片8上进行预热一定时间。
24.s300、恒温电热片8上的手机壳4预热完成后,控制双轴冲压气缸28伸出,然后开启
真空发生器22,使吸盘14吸附手机壳4,然后控制推料气缸24缩回,同时控制双轴冲压气缸28缩回,使手机壳4跟随冲压框架13一同上升,然后控制直线气缸27伸出。
25.s400、当冲压框架13到达镶嵌物放置模具18正上方后,控制双轴冲压气缸28伸出,将手机壳4压至镶嵌物放置模具18内,然后控制真空发生器22停止工作,并控制双轴冲压气缸28持续下压一定时间。
26.s500、冲压时间完成后,控制双轴冲压气缸28缩回,此时手机壳4会留在镶嵌物放置模具18内,然后控制直线气缸27缩回,然后控制往返气缸17伸出,然后人工在一旁进行换料。
27.需要说明的是:1、输送带3为现有技术,英文名conveying belt,又称运输带,是用于皮带输送带中起承载和运送物料作用的橡胶与纤维、金属复合制品,或者是塑料和织物复合的制品。输送带广泛应用于水泥、焦化、冶金、化工、钢铁等行业中输送距离较短、输送量较小的场合。
28.2、恒温电热片8、吸盘14、电子压力计19、电磁阀21、真空发生器22、处理控制器23和文中提到的各种气缸均为现有产品,文中不再赘述。
29.本发明,使用时通过设置恒温电热片8,可对手机壳4进行预热,使手机壳4软化,从而提高镶嵌效果与质量。
30.通过设置输送带3、手机壳4、a挡架5、b挡架6、支撑架7、j型定位架9、连接片10、推料气缸24、l型推料架25,输送带3开启后,手机壳4会自动靠近j型定位架9,当手机壳4触碰到j型定位架9时,控制输送带3停止,控制推料气缸24伸出,即可将手机壳4推至恒温电热片8上进行预热,使其具有自动供料功能,且单次只会供应单个手机壳4。
31.通过设置支撑块11、连接架12、冲压框架13、吸盘14、十字型滑块26、直线气缸27、双轴冲压气缸28,恒温电热片8上的手机壳4预热完成后,控制双轴冲压气缸28伸出,然后开启真空发生器22,使吸盘14吸附手机壳4,然后控制推料气缸24缩回,同时控制双轴冲压气缸28缩回,使手机壳4跟随冲压框架13一同上升,然后控制直线气缸27伸出,使其具有自动定位、自动取料功能,可使手机壳4自动固定在冲压框架13上,从而无需人工进行手动装夹,从而可避免人工在安装时出现事故,使其具有较高的安全性。
32.通过设置l型升降架15、l型滑动架16、往返气缸17、镶嵌物放置模具18,冲压镶嵌前,需要人工将镶嵌物放入镶嵌物放置模具18内,当冲压框架13到达镶嵌物放置模具18正上方后,控制双轴冲压气缸28伸出,将手机壳4压至镶嵌物放置模具18内,然后控制真空发生器22停止工作,并控制双轴冲压气缸28持续下压一定时间,使其具有自动冲压镶嵌功能,冲压时间完成后,控制双轴冲压气缸28缩回,此时手机壳4会留在镶嵌物放置模具18内,然后控制直线气缸27缩回,然后控制往返气缸17伸出或缩回,即可使内有手机壳4的镶嵌物放置模具18移动出冲压位置,然后人工在一旁将加工完成的手机壳4进行取出,然后放入镶嵌物在镶嵌物放置模具18内,以便下次加工,这种加工方式在换料的过程中也不会影响加工速度,使其具有高效加工功能,且人工并不是在冲压的位置进行操作,从而可大大较少事故的发生,使其具有较高的安全性。
33.通过设置电子压力计19,使其可根据不同材质的手机壳4来设定下压力,当到达设定的压力值时,即可控制双轴冲压气缸28停止伸出,从而具有通用功能,可保证镶嵌到位,同时可防止因压力较大造成手机壳4损坏。
34.通过设置顶起板20、弹簧34、调节板35、导向框36、调节螺栓37,转动调节螺栓37即可调节弹簧34对顶起板20的张力,即可调节l型升降架15可承受的最大压力,当超出最大压力时,l型升降架15则会自动下降,使其具有受力调节功能,可适用于不同材质的手机壳4,具有通用功能,通过可进一步防止手机壳4、电子压力计19发生损坏,具有自动供料、自动取料、自动镶嵌、高效加工、通用、受力调节等功能,且具有较高的安全性。
35.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。