1.本发明涉及管道对接焊接技术领域,尤其涉及一种应用于隧道内大型输水管的焊接装置及工艺。
背景技术:
2.应用于隧道内的大尺寸输水管在取水工程中应用十分广泛,但工程对材料的材质要求高,施工难度大,安装处理细节多,注意事项杂。
3.直径可达2600mm的大直径输水管道具有以下明显的特点:承受的内水压力可达到3.0mpa,其延伸率、刚度、抗拉强度均较大;管件规格齐全,能适应各种安装需要;接口多样、拆装方便、承受局部沉陷能力强、维修方便;通常外表防腐喷涂锌层和沥青,耐腐蚀能力强;一般有50年的使用寿命。因为大直径输水管具有以上良好的品质而常在水利水电工程、取水工程等中进行使用。
4.但是目前的大尺寸管道在进行实际安装过程中常常存在着管与管之间的间隙大小不一,两节管道的轴线不重合,焊接后的两节管道存在夹角而使得焊缝中的焊接材料分布不均匀,不利于后期的长期使用。此外,现有的大直径输水管还会由于运输碰撞或自重原因导致其管体存在一定程度的变形,管体截面圆度无法满足实际焊接时的需求,且目前没有能够针对大尺寸输水管的环形内缝进行一次性完整圆环焊接的焊接装置,通常会出现焊接停顿而使得单层焊接出现多个冷接头,大大降低了焊接质量。因此,需要设计一个能够稳定地进行环形焊接且能够对大尺寸输水管进行形变调节和圆度调正的输水管对接焊接装置。
5.中国专利cn105547005a公开了一种大尺寸薄壁接口对接焊接结构,在汽轮机低压缸排气口与凝汽器喉部入口之间,设置一个类似法兰结构的连接中间件,简称假法兰,连接中间件呈板状,汽轮机低压缸排气口与连接中间件的一侧焊接,凝汽器喉部入口与连接中间件的另一侧焊接,这种对接焊接结构,可以有效地解决大尺寸薄壁接口制造过程中的变形导致的错边过大引起的焊接难题,在保证质量的前提下,可以降低制造和施工难度、操作简便。该专利虽然一定程度上提高了大尺寸接口焊接时的对准校正程度,但是其并不能对大尺寸输水管的圆度进行修正,也无法完成一个完整且不间断的环形焊接操作。
6.中国专利cn102672312a公开了一种大丝盘自动管板焊接机,包括焊接机头、送丝装置、丝盘焊丝、机架,丝盘焊丝为大丝盘焊丝,位于焊接机头的外部;送丝装置位于焊接机头和大丝盘焊丝之间;机架包括机架横臂机构,焊接机头、送丝装置、大丝盘焊丝依次安装在机架横臂机构上;大丝盘焊丝通过送丝装置连接到焊接机头,另外,还具有焊丝防缠绕套件。本发明的优点在于:大丝盘焊丝为标准件,采购经济方便;避免了因手工绕丝造成的焊丝的缠卷松动,同时增设了焊丝防缠绕机构,保证了焊接的质量;本发明的大丝盘焊丝位于焊接机的外部,更换安装简单快捷,且大大降低了更换的频率,从而提高了生产效率;以及降低了焊接机出故障的概率,提高了其使用寿命。该专利能够满足单次、长焊程的需求,但是其不涉及形变调节结构,无法限定大尺寸输水管等易形变构件的原始形状,从而无法保
证焊接的准确性。
7.此外,一方面由于对本领域技术人员的理解存在差异;另一方面由于发明人做出本发明时研究了大量文献和专利,但篇幅所限并未详细罗列所有的细节与内容,然而这绝非本发明不具备这些现有技术的特征,相反本发明已经具备现有技术的所有特征,而且申请人保留在背景技术中增加相关现有技术之权利。
技术实现要素:
8.针对现有技术之不足,本发明的技术方案提供的是一种应用于隧道内大型输水管的焊接装置,其包括能够对输水管的对接缝进行焊接的焊机组件,所述焊机组件可调节地安装在支撑轴组件上,从而在所述支撑轴组件穿设于待焊接输水管内时,所述焊机组件能在预设轨道上沿焊缝的环向和/或输水管的轴向进行工作位置的持续变动,进而完成焊缝的不间断焊接;所述支撑轴组件至少包括外套杆和内轴杆,其中,外套杆通过设置在其表面且能够对待焊接输水管进行支撑限位的对接支撑组件和输水管支撑组件带动待焊接输水管进行活动;所述外套杆按照能够带动所述待焊接输水管进行旋转或平移的方式套设在所述内轴杆上;所述支撑轴组件能够调校待焊接输水管位置,使得待焊接输水管能够与第二输水管无错位对接。其优势在于,能够针对两节输水管的对接情况选择性地调节两节输水管之间的角度、间距、高度以及输水管圆度等,使得两节输水管的对接焊接端面能够等间隙对接,从而避免大直径输水管由于对接端口尺寸变形而发生无法很好地对接焊接或焊接不到位、焊接质量不达标等不良情况。
9.根据一种优选的实施方式,所述对接支撑组件以周向布设的方式安装在支撑轴组件的外套杆上,且所述对接支撑组件的限位调节杆能够沿所述外套杆的径向方向进行伸长或缩短,使得所述限位调节杆远离所述外套杆的一端按照伸长后的所述对接支撑组件能够调节待焊接输水管的变形度和/或圆度的方式定位支撑在待焊接输水管的内壁上;所述限位调节杆的杆体与所述焊机组件的环形滑轨连接,使得所述限位调节杆支撑在待焊接输水管形成坡口面的一端,从而修正待焊接输水管端面的圆度。其优点是,通过对待焊接输水管的待焊接端面的轮廓进行修正,消除了运输过程中造成的不良形变和其自重导致的形变,使得待焊接输水管的端面能够被限位调整为在一定圆度阈值范围内的圆形面,从而与第二输水管进行端面对应无错位的对接焊接。
10.根据一种优选的实施方式,所述焊机组件至少包括滑动导轨、焊接台和移动组件,其中,所述焊接台上支撑有移动组件,且所述焊接台远离所述移动组件的表面还连接有滑动导轨,所述焊接台按照其能够在所述滑动导轨的环形滑轨上定向移动的方式卡接在所述环形滑轨上;所述移动组件能够跟随所述焊接台在所述滑动导轨构成的环形滑轨上进行圆周移动;所述滑动导轨安装在所述外套杆上,且所述滑动导轨按照为所述对接支撑组件提供支撑力的方式与所述限位调节杆连接。其优势在于,焊机能够在焊接台的带动下在滑动导轨上定向移动的同时,还能够在移动组件作用下沿焊缝宽度方向进行移动,从而能够不间断地完成一个环形进程的焊接操作,有效地降低了单层焊接出现中断等异常情况的发生,减少了焊接冷接头的数量,提高了焊接质量。
11.根据一种优选的实施方式,所述对接支撑组件包括所述限位调节杆和调节杆驱动部,所述限位调节杆在所述调节杆驱动部的驱动下沿所述外套杆的径向方向伸长或缩短;
所述限位调节杆至少包括第一套管、第二内杆和第三套管,其中,第二内杆上依次套接有第三套管和第一套管,所述第三套管按照其能够相对于所述第一套管和第二内杆进行转动的方式设置在所述第一套管和第二内杆之间,所述第三套管远离所述第二内杆的一端从所述第一套管靠近所述外套杆的一端穿出。
12.根据一种优选的实施方式,所述调节杆驱动部包括驱动电机、第二锥齿轮和壳体,所述壳体按照限定所述对接支撑组件与外套杆相对位置的方式安装在外套杆上,所述第三套管靠近所述外套杆的一端插入到所述壳体中,且多个周向布设的所述限位调节杆的第三套管与同一个第二锥齿轮啮合,使得多个所述限位调节杆同步伸长或缩短。
13.根据一种优选的实施方式,所述输水管支撑件至少包括若干第一支撑杆和第一液压杆,其中,所述第一支撑杆的一端与第一液压杆活动连接,所述第一支撑杆远离所述第一液压杆的一端和所述第一液压杆远离第一支撑杆的一端均连接至外套杆上;所述外套杆被第一支撑杆和第一液压杆限定的部分杆体与第一支撑杆、第一液压杆共同构成夹角可调的支撑三角,使得第一支撑杆跟随第一液压杆的伸长或缩短而进行转动,从而第一支撑杆远离所述外套杆的一端定位支撑在待焊接输水管内壁上。
14.根据一种优选的实施方式,所述对接定位组件至少包括若干第二支撑杆和第二液压杆,其中,所述第二支撑杆的一端与第二液压杆活动连接,所述第二支撑杆远离所述第二液压杆的一端和所述第二液压杆远离第二支撑杆的一端均连接至内轴杆插入到第二输水管内的部分杆体上;所述内轴杆被第二支撑杆和第二液压杆限定的部分杆体与第二支撑杆、第二液压杆共同构成夹角可调的支撑三角,使得第二支撑杆跟随第二液压杆的伸长或缩短而进行转动,从而第二支撑杆远离所述内轴杆的一端定位支撑在第二输水管的内壁上。
15.根据一种优选的实施方式,所述支撑轴组件位于待焊接输水管外部的一端还连接有能够调节其高度和驱动其运动的驱动组件,所述驱动组件至少包括能够驱动所述外套杆进行旋转的旋转驱动单元、带动所述外套杆相对于所述内轴杆进行平移的平移驱动单元和限定驱动组件与所述内轴杆相对位置的轴套。
16.本发明还提供一种应用于隧道内大型输水管对焊接工艺,包括以下步骤:
17.清理两节大尺寸输水管待焊接的坡口面的污物并进行打磨;
18.利用对焊接装置调整送入隧道内的待焊接管与第二管体之间的距离、轴线夹角以及两节输水管的尺寸变形度和圆度等;
19.调节焊枪组件,使得焊枪处于与焊缝之间存在设定距离的相对位置处,并驱动焊枪在环形轨道上试运行,检查焊枪与焊缝之间的距离是否存在较大的变化,
20.当焊枪在环形导轨上滑动且其与焊缝之间距离发生超出阈值范围的变化的情况下,通过控制对接支撑组件、输水管支撑组件、对接定位组件和支撑轴组件进行运动来调节输水管的变形度和/或圆度;
21.进行焊材准备以及检查相关功能设备是否良好;
22.分次进行多层焊接和清理。
23.根据一种优选的实施方式,所述多层焊接和清理至少包括:
24.s1:定位焊
→
s2:打磨清理
→
s3:打底焊接
→
s4:打磨清理
→
s5:填充焊
→
s6:打磨清理
→
s7:盖面焊
→
s8:焊后清理,
25.其中,两节输水管之间的最小间距的阈值范围为2
‑
3mm,最小间距的厚度为2mm,形成的v型坡口角度为60
°
。
附图说明
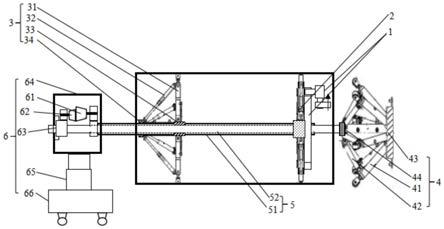
26.图1是本发明的一种应用于隧道内大型输水管的焊接装置及工艺的优选实施例的结构示意图;
27.图2是本发明的一种应用于隧道内大型输水管的焊接装置的焊机组件的结构示意图;
28.图3是本发明的一种应用于隧道内大型输水管的焊接装置的对接支撑组件的结构示意图;
29.图4是本发明的一种应用于隧道内大型输水管的焊接装置在多层焊接时需要焊接头错位的示意图。
30.附图标记列表
31.1:焊机组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2:对接支撑组件
ꢀꢀꢀꢀꢀꢀ
3:输水管支撑组件
32.4:对接定位组件
ꢀꢀꢀꢀꢀꢀꢀ
5:支撑轴组件
ꢀꢀꢀꢀꢀꢀꢀꢀ
6:驱动组件
33.11:滑动导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12:焊接台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13:移动组件
34.14:第一移动组件
ꢀꢀꢀꢀꢀꢀ
15:第二移动组件
ꢀꢀꢀꢀꢀ
16:焊机安装件
35.17:焊机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
111:环形滑轨
ꢀꢀꢀꢀꢀꢀꢀꢀ
112:滑块
36.113:卡位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121:平台主体
ꢀꢀꢀꢀꢀꢀꢀꢀ
122:卡接底座
37.141:第一移动导轨
ꢀꢀꢀꢀꢀ
142:第一移动丝杆
ꢀꢀꢀꢀ
143:第一驱动单元
38.151:第二移动导轨
ꢀꢀꢀꢀꢀ
152:第二移动轨
ꢀꢀꢀꢀꢀꢀ
153:第二驱动单元
39.154:固定板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21:限位调节杆
ꢀꢀꢀꢀꢀꢀꢀ
22:调节杆驱动部
40.211:第一套管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
212:第二内杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
213:第三套管
41.214:限位件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
215:第一锥齿轮
ꢀꢀꢀꢀꢀꢀ
221:驱动电机
42.222:第二锥齿轮
ꢀꢀꢀꢀꢀꢀꢀ
223:壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31:第一支撑杆
43.32:第一液压杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
33:第一支撑底座盘
ꢀꢀꢀ
34:第一液压底座盘
44.41:第二支撑杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
42:第二液压杆
ꢀꢀꢀꢀꢀꢀꢀ
43:第二支撑底座盘
45.44:第二液压底座盘
ꢀꢀꢀꢀ
51:外套杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52:内轴杆
46.61:旋转驱动单元
ꢀꢀꢀꢀꢀꢀ
62:平移驱动单元
ꢀꢀꢀꢀꢀ
63:轴套
47.64:驱动壳体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65:高度调节杆
ꢀꢀꢀꢀꢀꢀꢀ
66:底座
具体实施方式
48.下面结合附图进行详细说明。
49.实施例1
50.本发明提供一种应用于隧道内大型输水管对焊接工艺,其能够针对大尺寸输水管的变形进行调整而使其截面圆度在适宜范围内,并能够根据实际的需求对输水管的高度和角度进行调节,尤其是对待焊接输水管进行旋转,使得待焊接输水管和第二输水管相互无错位对接而构成一个焊缝尺寸均匀的环形对接焊缝。
51.焊接工艺的具体步骤如下:
52.(1)清理两节大尺寸输水管待焊接的坡口面的污物并进行打磨;
53.(2)利用对焊接装置调整送入隧道内的待焊接管与第二管体之间的距离、轴线夹角以及两节输水管的尺寸变形度和圆度等;
54.(3)调节焊枪组件,使得焊枪处于与焊缝之间存在设定距离的相对位置处,并驱动焊枪在环形轨道上试运行,检查焊枪与焊缝之间的距离是否存在较大的变化,
55.如果焊枪在环形导轨上滑动时其与焊缝之间距离发生变化,则需要通过控制对接支撑组件2、输水管支撑组件3、对接定位组件4和支撑轴组件5进行运动来调节输水管的变形度和/或圆度;
56.(4)进行焊材准备并检查焊机相关功能设备状况是否良好;
57.(5)进行多层焊接
58.s1:定位焊
→
s2:打磨清理
→
s3:打底焊接
→
s4:打磨清理
→
s5:填充焊
→
s6:打磨清理
→
s7:盖面焊
→
s8:焊后清理,
59.其中,两节输水管之间的最小间距的阈值范围为2
‑
3mm,最小间距的厚度为2mm,形成的v型坡口角度为60
°
。
60.根据相关的实际操作试验,先确定试验使用参数,该焊接参数作为参考值,根据实际情况对表中数据作适当增减,但焊接电流原则上不得突破表中上限值。氩弧焊 全自动气体保护焊各焊接位置试验参数如下:
61.氩弧焊 全自动气体保护焊各焊接位置试验参数
[0062][0063][0064]
焊接一般注意事项:
[0065]
(1)焊接前应在废管材上调试好焊接电流后,才允许正式施焊在管道上;
[0066]
(2)氩弧焊打底时,在保证焊缝所要求尺寸和质量的前提下,焊接速度由操作者灵活掌握。速度过慢,热影响区加宽,晶粒粗大,变形也大;速度过快,易造成未焊透,未熔合,焊缝成型不良好等缺陷;
[0067]
(3)在打底焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接;
[0068]
(4)氩弧焊施焊时,增大喷嘴直径的同时,应增大气体流量,此时保护区大,保护效
果好。但喷嘴过大时,不仅使氩气的消耗量增加,而且可能使焊炬伸不进去,或妨碍焊工视线,不便于观察操作。根据以往施工经验及市场供货情况,钨极氩弧焊喷嘴选定为10mm;
[0069]
(5)氩弧焊焊接开始后,应先用电弧将工件加热,待形成熔池后,即可添加焊丝,这时焊速要慢,并多加些焊丝,加厚焊缝以防产生裂纹。收弧时速度应减慢,以免产生弧坑或裂纹。焊接时要计划好焊丝长度,尽量避免中途换焊丝,以减少冷接头的次数,也降低焊接缺陷发生的可能性;
[0070]
(6)氩弧焊施焊时,钨极端部应磨成φ0.5mm,锥度8mm,这样电弧比较稳定、集中、不易产生漂移。使用中钨极伸出喷嘴长度为6mm~8mm;
[0071]
(7)焊接电压必须与焊接电流形成良好的配合。焊接电压过高或过低都会造成飞溅,焊接电压应伴随焊接电流增大而提高,伴随焊接电流减小而降低,最佳的焊接电压一般在1~2伏之间,所以焊接电压应细心调试;
[0072]
(8)正常情况下,焊缝应连续完成,不得中断焊接。当因故中断焊接时,应采取防裂措施。在重新焊接前,应将表面清理干净,确认无裂纹后,方可按原工艺继续施焊;
[0073]
(9)每层、每道焊缝焊完前一层后将焊缝表面药皮清理干净,然后焊下一层。在焊接过程中发现有气孔、夹渣、焊瘤等缺陷时,应及时用角磨光机对缺陷进行打磨处理,确认缺陷消除后方可继续进行焊接;
[0074]
(10)焊缝中部有接头时,无论何种焊接位置均要求在焊接接头处前方15~25mm处采用划擦法引燃电弧后,再立即把电弧拉回到接头处开始正常的焊接。各层、各道焊中部的焊接接头应相互错开;
[0075]
(11)为确保焊接接头具有良好的综合性能,在进行多层、多道焊接时,要求横向摆动宽度应严格控制在不大于4倍的焊芯直径,每层、每道的焊缝厚度应不大于焊芯直径;
[0076]
(12)施焊时应注意焊道的起焊点、终焊点及焊道的接头处不产生焊接缺陷,多层多道焊时,每层(道)换焊条处的接头应相互错开,每焊完一道焊缝,必须把熔渣、飞溅等杂质清理干净,并认真检查焊缝质量,确认无缺陷后,再焊下一道焊缝。(若发现前道焊缝有缺陷,则必须彻底清除焊接缺陷后才允许继续焊接);
[0077]
(13)气体保护焊丝伸出长度与电流有关,电流越大,焊丝伸出长度太长时,焊丝的电阻热越大,焊丝熔化速度加快,易造成成段焊丝熔断,飞溅严重焊接过程不稳定。焊丝伸出长度太短时,容易使飞溅物堵住喷嘴,有时飞溅物熔化到熔池中,造成焊缝成形差。一般经验公式是,伸出长度为焊丝直径的十倍。
[0078]
焊接要求:
[0079]
(1)焊接前输水管对口、校正,环向错边不大于2.7mm,
[0080]
采用对口器进行对口,管口组对时避免强力组对。管道对口应检查对口接头各部尺寸,管端整圆、管道找直、错口找平等,完全符合要求后即可进行定位焊固定,拆除对口器再全面施焊;
[0081]
(2)焊材必须具有产品质量证明,焊接材料按规定进行烘焙和保管,烘干温度120
‑
150度,时间1小时,保温温度100度,药皮应无脱落和裂纹焊条,放置在专用保温箱内随取随用,焊条烘干次数不超过两次;
[0082]
(3)定位焊需焊透,每道焊缝一次性焊接完成,不停工;
[0083]
(4)多层焊接接头应错开,如图4所示;
[0084]
(5)焊接接口需满足gbt9851
‑
2008标准;
[0085]
(6)焊接对口前,用手工清理内外表面,在坡口两侧20mm范围内不得有油漆、毛刺、氧化物及其他对焊接过程有害的物质;
[0086]
(7)焊接完成后进行自检,发现外观缺陷及时修补;
[0087]
(8)管道焊缝的内部质量应按照设计的规定进行射线照相检验或超声波检验、磁粉检测等。焊缝表面的无损检验应在焊缝外观检验合格后进行;
[0088]
(9)严禁在母材上引弧或断弧,定位焊的引弧和断弧应在坡口内进行;
[0089]
(10)当焊条引弧后,将弧柱轻压在坡口的根部,沿着焊道将熔滴向下拖带,运条中如熔滴覆盖度不够,可往返运弧,使根部焊道平整。焊缝接头处可以稍加打磨,根部焊道内突起的熔敷金属应用砂轮打磨,使焊缝深浅均匀,过渡圆滑,以免产生夹渣。填充焊的层间温度应保持在100
°
以上;
[0090]
(11)焊接引弧应在坡口内进行,严禁在管壁上引弧;管道焊接应采用多层焊接,施焊时,层间熔渣应清除干净,并进行外观检查,合格后方可进行下一层焊接;
[0091]
(12)管道焊接时,每道焊口必须连续一次焊完,在前一层焊道没有完成前,后一层焊道不得开始焊接,两相邻焊道起点位置应错开20~30mm;
[0092]
(13)管道焊缝焊完后应将焊缝表面的飞溅物、熔渣等清除干净。
[0093]
实施例2
[0094]
本发明提供一种应用于地下隧道内进行水资源输送的大尺寸输水管节之间进行焊接的水管对接焊接装置。其能够针对两节输水管的对接情况选择性地调节两节输水管之间的角度、间距、高度以及输水管圆度等,使得两节输水管的对接焊接端面能够等间隙对接,从而避免大直径输水管由于对接端口尺寸变形而发生无法很好地对接焊接或焊接不到位、焊接质量不达标等不良情况。
[0095]
根据一种具体的实施方式,如图1所示,对接焊接装置包括焊机组件1、对接支撑组件2、输水管支撑组件3、对接定位组件4、支撑轴组件5和驱动组件6。焊机组件1的环形轨道安装在支撑轴组件5的轴杆某一截面上,从而在支撑轴组件5的轴线与输水管的轴线重合时,焊机组件1能够沿环形轨道进行圆周运动的方式完成对两节输水管对接焊缝进行焊接。对接支撑组件2的多个支撑杆体按照能够沿支撑轴组件5的轴杆的径向方向进行延展的方式设置在支撑轴组件5上。焊机组件1的环形轨道还以限定对接支撑组件2的位置的方式与对接支撑组件2连接,使得对接支撑组件2能够稳定地支撑在待焊接输水管的内壁上,多个沿支撑轴组件5的轴杆周向布设的对接支撑组件2能够以同时伸长或缩短的方式限定套设在支撑轴组件5上的待焊接输水管的圆度,调节待焊接输水管的尺寸变形度,使其能够保持在设定圆度范围内,方便待焊接输水管与第二输水管进行位置相对应的对接焊接。输水管支撑组件3设置于支撑轴组件5上,且输水管支撑组件3用于支撑待焊接输水管远离对接焊接的另一端的内壁,使得待焊接输水管的两端均能够支撑调节,从而待焊接输水管整体的圆度、角度和变形度均能被调节至允许的误差范围内,方便待焊接输水管与第二输水管对接。对接定位组件4设置在对接支撑组件2远离输水管支撑组件3的一端,且对接定位组件4也与支撑轴组件5连接。支撑轴组件5用于同时连接对接支撑组件2、输水管支撑组件3、对接定位组件4和驱动组件6,其中,对接支撑组件2、输水管支撑组件3和对接定位组件4的支撑面均与支撑轴组件5的轴线垂直,从而当对接定位组件4能够限定调节第二输水管与待焊接
输水管的端口的尺寸变形度和圆度时,由对接支撑组件2和输水管支撑组件3同时支撑限定的待焊接输水管能够按照与第二输水管端面轮廓相适配的方式与第二输水管对接,从而保证了对接焊接的准确对接。支撑轴组件5还能够带动对接支撑组件2、输水管支撑组件3以及两者限定的待焊接输水管进行转动,支撑轴组件5的驱动力由驱动组件6提供。驱动组件6还能够在对接定位组件4固定在第二输水管内壁时,调节待焊接输水管的高度和角度,进一步使得两节输水管有效对接。
[0096]
优选地,焊机组件1包括滑动导轨11、焊接台12、移动组件13。滑动导轨11按照其导轨面与支撑轴组件5的轴杆垂直的方式安装在支撑轴组件5的外套杆51上,且在支撑轴组件5穿设在待焊接输水管内时,滑动导轨11位于靠近待焊接输水管待焊接端面的一侧。焊接台12可拆卸地安装在滑动导轨11构成的环形轨道上。焊接台12能够沿环形轨道进行圆周运动,且焊接台12能够根据需求定位在滑动导轨11的环形轨道的任意位置,从而对位于环形轨道外侧的两节输水管的对接焊缝进行定位焊接。焊接台12上还支撑有能够调节控制焊机17进行运动的移动组件13。移动组件13能够将焊机17移动至靠近焊缝的设定位置,移动组件13根据需求调节焊机17前端与焊缝之间的距离,根据需求进行短弧焊接或长弧焊接。移动组件13还能够带动焊机17在两节输水管对接缝的宽度方向上进行往复摆动的连接焊。连接焊即针对截面为v型的焊缝在进行多层焊接时,针对后续进行的几层宽度较宽的焊缝进行沿焊缝宽度上的平移焊接来实现两节输水管间焊缝完整填充。通过设置具有环形轨道的滑动导轨11能够保证焊接台在进行大尺寸输水管内圈焊接工作时,焊机17能够在焊丝等焊接原材料充足情况下持续不间断地完成输水管整个端面的焊接操作,避免了中途停止焊接后二次焊接产生冷接头等质量问题;另外,通过设置能够控制焊机17工作位置和驱动焊机17往复运动的移动组件13,焊机17能够针对大尺寸输水管之间存在的间距较大的缝隙进行沿缝隙宽度方向摆动的焊接操作,有效地避免了焊接缺陷发生的可能性。
[0097]
优选地,在焊接台12定位在滑动导轨11的环形轨道设定位置的情况下,移动组件13能够在焊接台12上选择性地进行多方向移动,移动组件13上安装的焊机17能够跟随移动组件13的移动调整其工作位置。焊接台12沿滑动导轨11的环形轨道移动至一个待焊接缝隙区域后,移动组件13能够对其连接焊机17与输水管对接缝隙的高度和角度进行调节。焊机17能够位于环形焊缝形成的平面内,且其还能够在垂直于环形焊缝构成的平面的方向移动,从而针对大尺寸输水管对接时存在的宽度较大的缝隙进行摆动式焊接,这种横向摆动焊接的操作能够有效地将两节输水管的端面通过焊接的方式连接在一起。
[0098]
如图2所示,滑动导轨11至少包括环形滑轨111和滑块112。优选地,滑块112套设在环形滑轨111上,且滑块112能够沿环形滑轨111进行圆周运动。滑块112能够根据需求可调节地运动至预设的滑轨位置,从而焊机17能够跟随移动到对应位置后对该段滑轨位置对应的输水管缝隙区域进行焊接。优选地,滑块112远离环形滑轨111的表面设置卡位件113,卡位件113能够与焊接台12可拆卸连接。卡位件113可以采用常用的卡接结构,通过具有弹性卡槽来安装焊接台12。
[0099]
优选地,焊接台12包括平台主体121和卡接底座122。优选地,平台主体121的长度方向与输水管的轴向方向平行。平台主体121的长度方向垂直于滑轨所限定的圆周面。卡接底座122能够选择性地与卡位件113卡接,使得焊接台12能够沿滑动导轨11的环形滑轨111滑动。焊接台12能够根据工作设定而跟随滑块112沿滑轨进行圆周运动,其中,在焊接过程
中,焊接台12和滑块112能够以较低的速度进行移动从而实现焊机17沿焊缝的长度方向缓慢移动,进而保证对焊缝的不间断焊接,避免焊接过程中产生较多的冷接头。优选地,当初始安装焊接台12至滑块112上时,滑块112能够以较快的移动速度带动焊接台移动至待焊接位置。优选地,平台主体121远离卡接底座122的表面还安装有能够调节焊机17工作位置的移动组件13。移动组件13能够相对平台主体121带动焊机17进行多角度的调节活动,使得焊机17能够在设定区域内平移和/或改变焊机17与输水管对接缝隙之间的距离。
[0100]
优选地,移动组件13包括能够带动焊机17在第一方向上活动的第一移动组件14、带动焊机17和第一移动组件14在第二方向上移动的第二移动组件15。第一方向为环形滑轨111构成的圆环的径向方向,即调节焊机17与待焊接区域之间的距离。第二方向是控制焊机17沿焊缝宽度方向往复摆动的方向,即输水管的长度方向或垂直于输水管端面的方向。第二移动组件15安装在平台主体121远离卡接底座122的表面上。第一移动组件14通过与其连接的第二移动组件15支撑在平台主体121上。第一移动组件14能够随第二移动组件15的移动而跟随进行设定方向和距离移动。
[0101]
如图2所示,第二移动组件15包括第二移动导轨151、第二移动轨152以及第二驱动单元153。第二移动导轨151通过任意可将其固定在设定位置的方式安装在平台主体121的表面,例如,螺栓固定或焊接。第二移动轨152设置于第二移动导轨151内,第二移动轨152的一端连接有能够控制其移动的第二驱动单元153。优选地,第二移动导轨151、第二移动轨152的活动方向和长度方向均与平台主体121的长度方向相互平行,从而第二移动组件15能够控制焊机17在待焊接缝隙的宽度方向上来回摆动。优选地,第二驱动单元153采用移动步进电机,其设置于第二移动导轨151靠近滑轨的一侧。优选地,第二移动轨152上连接有能够跟随其沿第二移动导轨151的长度方向往复运动的固定板154。固定板154远离第二移动轨152的表面支撑有与焊机17连接的第一移动组件14。第一移动组件14包括支撑在固定板154上的第一移动导轨141、安装在第一移动导轨141内的第一移动丝杆142以及与第一移动丝杆142连接的第一驱动单元143。第一驱动单元143设置在第一移动导轨141远离所述固定板154的一端。第一移动丝杆142能够在第一驱动单元143的驱动下发生转动,第一移动丝杆142带动转动连接在第一移动丝杆142上的焊机安装件16上下活动。焊机安装件16可拆卸地连接有焊机17。优选地,焊机安装件16通过支撑件连接焊机17。支撑件上设置有多个能够与焊机安装件16连接的安装孔,使用者可以根据需求粗调焊机17从焊接台伸出的长度。使用时,根据需求在安装块上安装不同型号、尺寸的焊机17,从而对相互对接的两个大尺寸输水管端面的缝隙内侧进行焊接。
[0102]
如图3所示,对接支撑组件2包括多根能够沿支撑轴组件5径向方向进行伸长或缩短的限位调节杆21和能够同时调节多个限位调节杆21长度的调节杆驱动部22。多根限位调节杆21共同限定的平面垂直于支撑轴组件5的轴线,限位调节杆21靠近支撑轴组件5的一端通过调节杆驱动部22与外套杆51连接。均匀圆周布设在支撑轴组件5的外套杆51上的多根限位调节杆21能够在调节杆驱动部22的驱动下,改变其限定的支撑面的大小,并且其通过同时作用于待焊接输水管的同一截面的多个内壁点上的方式调整待焊接输水管的尺寸变形度和圆度,使得待焊接输水管能够具有一个趋向于常规圆形端面的待焊接端,便于与第二输水管端部对接,获得一个能够相互对应和焊缝宽度均匀的圆形焊缝。优选地,限位调节杆21的杆体固定连接在滑动导轨11的环形滑轨111的表面,通过稳定设置在外套杆51上的
环形滑轨111能够进一步保证限位调节杆21的支撑稳定性,使得限位调节杆21按照其杆体同时与支撑轴组件5、环形滑轨111连接的方式限定其位置并能够在伸长支撑过程中保持待焊接输水管与装置之间的稳定,有效地避免由于输水管重量影响限位调节杆21的支撑稳定性。通过在环形滑轨111表面安装限位调节杆21,使得环形滑轨111可以根据实际需求固定在尺寸更多、更大的大直径输水管的内腔中,从而使得环形滑轨111上的焊接机构能够对不同尺寸的输水管进行焊接。通过将限位调节杆21沿环形滑轨111的环面均匀间隔且杆体轴线与圆环的径向方向一致的方式进行设置,使得向多个方向延展的限位调节杆能够有效地支撑并调节待焊接输水管的外形轮廓。
[0103]
如图3所示,限位调节杆21包括第一套管211、第二内杆212和第三套管213。第一套管211可拆卸地安装在环形滑轨111的侧壁上。第二内杆212上至少套设有第一套管211,使得第二内杆212按照其杆体从第一套管211的第一端移出的方式向远离环形滑轨111的方向延长。第二内杆212上还套设有第三套管213。第三套管213按照其能够相对于第一套管211和第二内杆212进行转动的方式设置在第一套管211和第二内杆212之间。第三套管213远离第二内杆212的一端从第一套管211的第二端延展至环形滑轨111限定的环形区域内。优选地,第三套管213的外侧通过轴承与第一套管211套接,使得第三套管213转动过程中,第一套管211能够始终保持一个相对静止的状态。优选地,第三套管213的内侧设置有与第二内杆212相契合的内螺纹,从而第三套管213的转动能够使得第二内杆212将旋转驱动转变为杆体的平行移动,进而实现第二内杆212相对于第一套管211的相对平移而使得限位调节杆21的长度发生变化。
[0104]
优选地,第二内杆212延伸至第一套管211的第一端外部的杆体上还连接有能够限制其转动的限位件214。限位件214远离第二内杆212的一端按照限位件214限定的第二内杆212能够相对于第一套管211进行平移的方式连接至第一套管211的管体上。进一步优选地,限位件214按照其能够跟随第二内杆212沿环形滑轨111的径向方向进行移动的方式与第一套管211滑动连接。限位调节杆21的轴线与环形滑轨111的径向方向一致。通过设置限位件214使得第二内杆212无法跟随第三套管213发生转动,仅能够在螺纹螺杆相互传动的作用下发生定向平移。优选地,第三套管213远离第二内杆212的一端还连接有第一锥齿轮215。
[0105]
优选地,驱动部22包括驱动电机221、与驱动电机221连接的第二锥齿轮222以及壳体223。第二锥齿轮222通过轴承套设在外套杆51上,使得第二锥齿轮222能够在驱动电机221的作用下绕外套杆51的轴线进行相对转动。第二锥齿轮222按照其能够使设置在环形滑轨111的多个径向方向上的限位调节杆21能够同时延展的方式与设置在多个第三套管213上的第一锥齿轮215啮合。优选地,壳体223能够限定第一锥齿轮215与第二锥齿轮222之间的啮合状态,且能够限定限位调节杆21与外套杆51的相对位置。壳体223还能够使得限位调节杆21和驱动部22能够跟随外套杆51进行沿外套杆51轴线的平移。本发明的多个限位调节杆是由同一驱动单元驱动调节,使得位于环形导轨的多个径向方向上的限位调节杆能够同步地伸长或缩短相同长度,从而被限位调节杆21支撑的待焊接输水管的椭圆端面能够调节为圆形端面。
[0106]
如图1所示,输水管支撑组件3包括第一支撑杆31、第一液压杆32、第一支撑底座盘33和第一液压底座盘34。第一支撑底座盘33和第一液压底座盘34均可拆卸地套接在外套杆51上,且第一支撑底座盘33和第一液压底座盘34能够根据实际待焊接输水管的长度调节其
安装在外套杆51上的位置。优选地,第一支撑杆31一端与第一液压杆32的一端铰接,第一支撑杆31远离第一液压杆32的一端与安装在外套杆51上的第一支撑底座盘33铰接;第一液压杆32远离第一支撑杆31的一端与安装在外套杆51上的第一液压底座盘34铰接,使得第一支撑杆31、第一液压杆32与被第一支撑底座盘33和第一液压底座盘34限定部分外套杆51的杆体构成一个夹角可调的三角形。优选地,截面呈圆形的第一支撑底座盘33上周向设置有多个第一支撑杆31;截面呈圆形的第一液压底座盘34上也周向设置有多个第一液压杆32。使用时,通过同步调节多个第一液压杆32的长度使得第一支撑杆31绕其与第一支撑底座盘33连接点进行转动,从而增大第一支撑杆31所限定的支撑面的大小,并使得待焊接输水管远离焊缝的一端的管体能够在第一支撑杆31的作用下调节其管体截面的形状,修正管体在自重下的变形量,使得管体的圆度处于设定阈值范围内。在输水管支撑组件3支撑在待焊接输水管的一端内壁且对接支撑组件2支撑限定待焊接输水管靠近焊缝的另一端时,外套杆51能够带动对接支撑组件2和输水管支撑组件3向靠近第二输水管运动,实现对两节输水管之间的间隙大小的调节,使得焊缝的尺寸在设定的阈值范围内。
[0107]
如图1所示,对接定位组件4设置在支撑轴组件5穿过待焊接输水管并插入到第二输水管内部的内轴杆52上。对接定位组件4能够限定内轴杆52插入到第二输水管内部的杆体与第二输水管之间的相对位置。优选地,第二输水管为已送入到隧道中并完成一端焊接的一节输水管;待焊接输水管为至少部分管体送入隧道且其两端均为未进行焊接的输水管,待焊接输水管深入隧道的一端通过位置、角度、圆度和变形度调节后与第二输水管未焊接的一端进行对接焊接。
[0108]
优选地,对接定位组件4包括第二支撑杆41、第二液压杆42、第二支撑底座盘43和第二液压底座盘44。第二支撑底座盘43和第二液压底座盘44均可拆卸地套接在内轴杆52上,且第二支撑底座盘43和第二液压底座盘44能够根据实际待焊接输水管的长度调节其安装在内轴杆52上的位置。优选地,第二支撑杆41一端与第二液压杆42的一端铰接,第二支撑杆41远离第二液压杆42的一端与安装在内轴杆52上的第二支撑底座盘43铰接;第二液压杆42远离第二支撑杆41的一端与安装在内轴杆52上的第二液压底座盘44铰接,使得第二支撑杆41、第二液压杆42与被第二支撑底座盘43和第二液压底座盘44限定部分内轴杆52的杆体构成一个夹角可调的三角形。优选地,截面呈圆形的第二支撑底座盘43上周向设置有多个第二支撑杆41;截面呈圆形的第二液压底座盘44上也周向设置有多个第二液压杆42。使用时,通过同步调节多个第二液压杆42的长度使得第二支撑杆41绕其与第二支撑底座盘43连接点进行转动,从而增大第二支撑杆41所限定的支撑面的大小,并使得第二输水管靠近焊缝的一端的管体能够在第二支撑杆41的作用下调节其管体截面的形状,修正管体在自重下的变形量,使得管体端面的圆度处于设定阈值范围内。
[0109]
支撑轴组件5包括外套杆51和内轴杆52。如图1和3所示,外套杆51套设在内轴杆52上,且外套杆51能够相对于内轴杆52进行转动,外套杆51还能够相对于内轴杆52进行轴向平移。优选地,外套杆51相对于内轴杆52进行转动时,外套杆51还能够带动被对接支撑组件2和输水管支撑组件3支撑限定的待焊接输水管进行同步旋转。通过待焊接输水管的旋转能够使得存在轻微不规则的待焊接端面的待焊接输水管和/或第二输水管能够调节与另一管体的对应位置,使得焊缝间距被限定在一个阈值范围内。优选地,外套杆51插入到待焊接输水管的前端通过平移轴承等进行限位。外套杆51的另一端与驱动组件6的旋转驱动单元61
连接,从而外套杆51通过旋转驱动单元61的驱动而进行旋转。进一步优选地,外套杆51通过驱动组件6、平移轴承限定其与内轴杆52之间的位置,从而外套杆51在驱动组件6的作用下还能够沿内轴杆52的轴向进行移动,进而根据需求调节待焊接输水管与第二输水管之间的间隙,使得两者的焊缝宽度达到设置的阈值范围之内。优选地,平移轴承的内环表面设置有外凸滑块。内轴杆52的表面设置有与外凸滑块契合的滑槽,从而限定平移轴承的内环仅能够沿内轴杆52的轴向进行平移。
[0110]
驱动组件6包括旋转驱动单元61、平移驱动单元62、轴套63和驱动壳体64。优选地,旋转驱动单元61、平移驱动单元62和轴套63均限位安装在驱动壳体64内。旋转驱动单元61通过其转轴上的转动齿与外套杆51插入到驱动壳体64内的端部啮合,从而旋转驱动单元61的转动带动外套杆51进行旋转。优选地,内轴杆插入到驱动壳体64内的部分杆体上还设置有与轴套63契合的螺纹。在轴套63套设在内轴杆52上时,轴套63通过轴承与驱动壳体64转动连接,从而轴套限定内轴杆52与驱动组件6的相对位置的同时其能够在内轴杆52上进行转动并进而带动驱动组件6在内轴杆52上发生平行移动,使得驱动组件6能够带动外套杆51发生相对于内轴杆52的相对平移。优选地,轴套63的外轮齿面还与平移驱动单元62的转动齿啮合,使得轴套63在平移驱动单元62的作用下在内轴杆52上进行转动而发生平移。通过设置与支撑轴组件5相连接的驱动组件,从而能够带动支撑轴组件5上套设的待焊接输水管的旋转和平移。优选地,驱动壳体64的底部还设置有支撑驱动壳体64的高度调节杆65和底座66。底座66的上表面设置有与之垂直连接的高度调节杆65。高度调节杆65的另一端与驱动壳体64连接,从而根据高度调节杆65的长度变化调节驱动壳体的高度,进而可以调节支撑轴组件的轴线与水平面之间的夹角,使得支撑轴组件5上套设的待焊接输水管的中轴线能够与第二输水管的中轴线相互重合,保证了两者能够准确对接,避免了对接时出现错位或存在夹角的问题,使得两节输水管之前的焊缝宽度大小均匀,有利于后续的焊接操作。
[0111]
需要注意的是,上述具体实施例是示例性的,本领域技术人员可以在本发明公开内容的启发下想出各种解决方案,而这些解决方案也都属于本发明的公开范围并落入本发明的保护范围之内。本领域技术人员应该明白,本发明说明书及其附图均为说明性而并非构成对权利要求的限制。本发明的保护范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

