1.本发明涉及一种高强度柱塞泵止回阀的加工工艺,属于止回阀加工技 术领域。
背景技术:
2.高压柱塞泵的使用压力一般应在10mpa~100mpa之间。它属于容积式 泵,借助工作腔里的容积周期性变化来达到输送液体的目的;原动机的机 械能经泵直接转化为输送液体的压力能;泵的容量只取决于工作腔容积变 化值及其在单位时间内的变化次数,理论上与排出压力无关。往复泵是借 助于活塞在液缸工作腔内的往复运动(或通过隔膜、波纹管等挠性元件在 工作腔内的周期性弹性变形)来使工作腔容积产生周期性变化的。在结构 上,往复泵的工作腔是借助密封装置与外界隔开,通过泵阀(吸入阀和排 出阀)与管路沟通或闭合。止回阀是高压柱塞泵上的重要部件,现有的止 回阀结构强度不高,且加工效率较低,使用寿命短。为此,需要设计相应 的技术方案给予解决。
技术实现要素:
3.本发明是针对现有技术存在的不足,提供一种高强度柱塞泵止回阀的 加工工艺,该高强度柱塞泵止回阀的加工工艺制备的止回阀结构强度高, 加工效率高,使用寿命长,解决了现有的止回阀结构强度不高,且加工效 率较低,使用寿命短等问题。
4.为解决上述问题,本发明所采取的技术方案如下:
5.一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵止回阀的加工 工艺的具体步骤如下:
6.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,将合格料作为后续加工对象;
7.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
8.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
9.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
10.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
11.第二步,至加工余量剩余为0.5
‑
0.6mm时,每次加工量为0.1mm;
12.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
13.得到精加工品;
14.s5:对成品热处理:将步骤s5中得到的精加工品热处理,之后通过喷 丸处理对精加工品表面喷丸处理,喷丸处理采用的钢丸直径为50
‑
60目,且 喷丸的压力为0.5mpa
‑
0.7mpa,之后对喷丸处理后的精加工品,对精加工品 探伤检测,没有暗伤的精加工品为成品,有暗伤的精加工品为废品;
15.s6:包装:将步骤s5中的成品获取并包装处理。
16.作为上述方案的改进:所述步骤s1中对坯料筛分为合格料和非合格料 的筛选原则为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或 者坯料表面粗糙度大于预设定要求视为非合格料,否则为合格料。
17.作为上述方案的改进:所述步骤s4中三个步骤中材料的加工设备分别 为:精切割机、粗切割机和精研磨机。
18.作为上述方案的改进:所述步骤s5中精加工品的热处理方式具体为渗 碳处理、淬火处理和回火处理。
19.作为上述方案的改进:所述渗碳处理的方式为:将精加工品置于渗碳 炉中,渗碳炉的温度加热至840
‑
890摄氏度,精加工品在渗碳炉内保温 30
‑
80min。
20.作为上述方案的改进:所述淬火处理的方式为:将渗碳处理后的精加 工品淬火处理,淬火过程中对精加工品旋转。
21.作为上述方案的改进:所述回火处理的方式为:将淬火处理后的精加 工品回火处理,以10℃/min速度升温到225~335℃。
22.本发明与现有技术相比较,本发明的实施效果如下:
23.相比于现有的止回阀的加工工艺,本方案制备的止回阀结构强度高, 加工效率高,使用寿命长。
附图说明
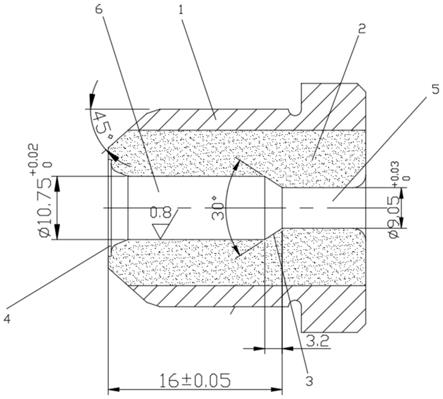
24.图1为本发明所述测量装置结构示意图。
25.具体实施方式
26.下面将结合具体的实施例来说明本发明的内容。
27.实施例1:
28.如图1所示:一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵 止回阀的加工工艺的具体步骤如下:
29.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,对坯料筛分为合格料和非合格料的筛选原则 为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或者坯料表面 粗糙度大于预设定要求视为非合格料,否则为合格料,将合格料作为后续 加工对象;
30.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
31.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
32.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
33.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
34.第二步,至加工余量剩余为0.5
‑
0.6mm时,每次加工量为0.1mm;
35.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
36.三个步骤中材料的加工设备分别为:精切割机、粗切割机和精研磨机;
37.得到精加工品;
38.s5:对成品热处理:将步骤s5中得到的精加工品热处理,精加工品的 热处理方式具体为渗碳处理、淬火处理和回火处理,之后通过喷丸处理对 精加工品表面喷丸处理,喷丸处理采用的钢丸直径为50目,且喷丸的压力 为0.5mpa,之后对喷丸处理后的精加工品,对精加工品探伤检测,没有暗 伤的精加工品为成品,有暗伤的精加工品为废品;
39.述渗碳处理的方式为:将精加工品置于渗碳炉中,渗碳炉的温度加热 至840
‑
890摄氏度,精加工品在渗碳炉内保温30min;
40.淬火处理的方式为:将渗碳处理后的精加工品淬火处理,淬火过程中 对精加工品旋转;
41.回火处理的方式为:将淬火处理后的精加工品回火处理,以10℃/min 速度升温到225~335℃;
42.s6:包装:将步骤s5中的成品获取并包装处理。
43.实施例2:
44.如图1所示:一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵 止回阀的加工工艺的具体步骤如下:
45.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,对坯料筛分为合格料和非合格料的筛选原则 为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或者坯料表面 粗糙度大于预设定要求视为非合格料,否则为合格料,将合格料作为后续 加工对象;
46.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
47.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
48.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
49.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
50.第二步,至加工余量剩余为0.5
‑
0.6mm时,每次加工量为0.1mm;
51.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
52.三个步骤中材料的加工设备分别为:精切割机、粗切割机和精研磨机;
53.得到精加工品;
54.s5:对成品热处理:将步骤s5中得到的精加工品热处理,精加工品的 热处理方式具体为渗碳处理、淬火处理和回火处理,之后通过喷丸处理对 精加工品表面喷丸处理,喷丸处理采用的钢丸直径为52目,且喷丸的压力 为0.55mpa,之后对喷丸处理后的精加工品,对精加工品探伤检测,没有暗 伤的精加工品为成品,有暗伤的精加工品为废品;
55.述渗碳处理的方式为:将精加工品置于渗碳炉中,渗碳炉的温度加热 至840
‑
890摄氏度,精加工品在渗碳炉内保温40min;
56.淬火处理的方式为:将渗碳处理后的精加工品淬火处理,淬火过程中 对精加工品旋转;
57.回火处理的方式为:将淬火处理后的精加工品回火处理,以10℃/min 速度升温到225~335℃;
58.s6:包装:将步骤s5中的成品获取并包装处理。
59.实施例3:
60.如图1所示:一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵 止回阀的加工工艺的具体步骤如下:
61.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,对坯料筛分为合格料和非合格料的筛选原则 为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或者坯料表面 粗糙度大于预设定要求视为非合格料,否则为合格料,将合格料作为后续 加工对象;
62.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
63.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
64.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
65.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
66.第二步,至加工余量剩余为0.5
‑
0.6mm时,每次加工量为0.1mm;
67.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
68.三个步骤中材料的加工设备分别为:精切割机、粗切割机和精研磨机;
69.得到精加工品;
70.s5:对成品热处理:将步骤s5中得到的精加工品热处理,精加工品的 热处理方式具体为渗碳处理、淬火处理和回火处理,之后通过喷丸处理对 精加工品表面喷丸处理,喷丸处理采用的钢丸直径为55目,且喷丸的压力 为0.6mpa,之后对喷丸处理后的精加工品,对精加工品探伤检测,没有暗 伤的精加工品为成品,有暗伤的精加工品为废品;
71.述渗碳处理的方式为:将精加工品置于渗碳炉中,渗碳炉的温度加热 至840
‑
890摄氏度,精加工品在渗碳炉内保温50min;
72.淬火处理的方式为:将渗碳处理后的精加工品淬火处理,淬火过程中 对精加工品旋转;
73.回火处理的方式为:将淬火处理后的精加工品回火处理,以10℃/min 速度升温到225~335℃;
74.s6:包装:将步骤s5中的成品获取并包装处理。
75.实施例4:
76.如图1所示:一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵 止回阀的加工工艺的具体步骤如下:
77.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,对坯料筛分为合格料和非合格料的筛选原则 为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或者坯料表面 粗糙度大于预设定要求视为非合格料,否则为合格料,将合格料作为后续 加工对象;
78.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
79.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
80.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
81.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
82.第二步,至加工余量剩余为0.55mm时,每次加工量为0.1mm;
83.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
84.三个步骤中材料的加工设备分别为:精切割机、粗切割机和精研磨机;
85.得到精加工品;
86.s5:对成品热处理:将步骤s5中得到的精加工品热处理,精加工品的 热处理方式具体为渗碳处理、淬火处理和回火处理,之后通过喷丸处理对 精加工品表面喷丸处理,喷丸处理采用的钢丸直径为57目,且喷丸的压力 为0.65mpa,之后对喷丸处理后的精加工品,对精加工品探伤检测,没有暗 伤的精加工品为成品,有暗伤的精加工品为废品;
87.述渗碳处理的方式为:将精加工品置于渗碳炉中,渗碳炉的温度加热 至840
‑
890摄氏度,精加工品在渗碳炉内保温60min;
88.淬火处理的方式为:将渗碳处理后的精加工品淬火处理,淬火过程中 对精加工品旋转;
89.回火处理的方式为:将淬火处理后的精加工品回火处理,以10℃/min 速度升温到225~335℃;
90.s6:包装:将步骤s5中的成品获取并包装处理。
91.实施例5:
92.如图1所示:一种高强度柱塞泵止回阀的加工工艺,该高强度柱塞泵 止回阀的加工工艺的具体步骤如下:
93.s1:对坯料筛选:提供加工高强度柱塞泵止回阀的坯料中筛选,将坯 料筛选为合格料和非合格料,对坯料筛分为合格料和非合格料的筛选原则 为:坯料的表面存在影响治疗的裂痕、坯料留有加工量不够或者坯料表面 粗糙度大于预设定要求视为非合格料,否则为合格料,将合格料作为后续 加工对象;
94.s2:对合格料粗加工:将步骤s1筛选后的合格料获取,将合格料表面 清理,之后对合格料切削、打磨、钻孔粗加工操作,并得到留有3mm加工 余量的粗成品;
95.s3:对粗成品调质处理:将步骤s2中的粗成品获取,对粗成品进行调 质处理;
96.s4:对粗成品精加工:将步骤s3中调质处理后的粗成品获取,基于粗 成品的加工余量加工,对加工余量加工逐步加工的操作,具体操作步骤为:
97.第一步,将调质处理后的粗成品初步加工,每次加工量为0.5mm;
98.第二步,至加工余量剩余为0.5
‑
0.6mm时,每次加工量为0.1mm;
99.第三步,当加工余量剩余不大于0.1mm时,每次加工量为0.01mm;
100.三个步骤中材料的加工设备分别为:精切割机、粗切割机和精研磨机;
101.得到精加工品;
102.s5:对成品热处理:将步骤s5中得到的精加工品热处理,精加工品的 热处理方式具体为渗碳处理、淬火处理和回火处理,之后通过喷丸处理对 精加工品表面喷丸处理,喷丸处理采用的钢丸直径为60目,且喷丸的压力 为0.7mpa,之后对喷丸处理后的精加工品,对精加工品探伤检测,没有暗 伤的精加工品为成品,有暗伤的精加工品为废品;
103.述渗碳处理的方式为:将精加工品置于渗碳炉中,渗碳炉的温度加热 至840
‑
890摄氏度,精加工品在渗碳炉内保温80min;
104.淬火处理的方式为:将渗碳处理后的精加工品淬火处理,淬火过程中 对精加工品旋转;
105.回火处理的方式为:将淬火处理后的精加工品回火处理,以10℃/min 速度升温到225~335℃;
106.s6:包装:将步骤s5中的成品获取并包装处理。、
107.上述实施方案制成的止回阀,具有结构强度高,加工效率高,使用寿 命长的特点。
108.以上内容是结合具体的实施例对本发明所作的详细说明,不能认定本 发明具体实施仅限于这些说明。对于本发明所属技术领域的技术人员来说, 在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当 视为属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。