1.本发明涉及冷镦成型技术领域,尤其涉及一种超短规格倒角方法。
背景技术:
2.超短螺栓是一种抗性非常高的螺栓,可抵抗酸、碱盐的腐蚀。并且根本成分的不同,它所表现出现的抗性侧重点也不同。
3.超短规格螺栓时通过冷镦工艺生产的,原来生产超短规格螺栓时都是先冷镦不倒角坯子,然后在正常冷镦工艺(以三工位为例)的二序镦头时进行倒角;冷镦机在生产最短的极限长度时需要通过夹钳对螺栓进行夹持,针对最短的极限长度时夹钳已经磨至最薄,如果螺栓再进行倒角,需要对夹钳进行再磨薄,再次磨薄后的夹钳会出现夹不稳定现象,因此在最短的极限长度螺栓正常冷镦工艺中不能进行倒角,只能再在倒角机或车床上倒角,这种倒角方式既浪费了材料,又降低了效率,成本增加不少。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种超短规格倒角方法。
5.为了实现上述目的,本发明采用了如下技术方案:一种超短规格倒角方法,包括如下步骤:步骤一、切断:将原材料通过切断模具切断符合要求的长短,得到胚料;步骤二、第一整形工位:将胚料置于缩径模具中,冷挤压形成杆部缩径;步骤三、第二整形工位:将缩径的坯料置于正压六角模具中,冷挤压进行端部正压六角成型;步骤四、第三整形工位:将正压六角成型的胚料置于倒角切边凹模中,冷挤压形成超短规格倒角的螺栓。
6.优选的,还包括油液清理:将超短规格倒角的螺栓表面的油液进行清理,并对油液进行收集。
7.优选的,所述倒角切边凹模包括外模、内模、第一倒角形腔、第二倒角形腔、第一中轴通孔和第二中轴通孔,所述外模内固定连接有内模,所述内模开设有第一中轴通孔和第二中轴通孔,所述内模在第一中轴通孔外端处开设有第二倒角形腔,所述内模在第一中轴通孔和第二中轴通孔的交界处开设有第一倒角形腔。
8.优选的,所述正压六角成型的胚料与所述第二倒角形腔接触挤压形成弧形倒角。
9.优选的,所述正压六角成型的胚料的杆部与所述第一倒角形腔接触挤压形成圆台形倒角。
10.优选的,所述正压六角成型的胚料的杆部与第二中轴通孔贴合接触。
11.优选的,所述正压六角成型的胚料的杆部形成的圆台形倒角最细端的尺寸与第一中轴通孔的内径尺寸相同。
12.优选的,所述外模选用40cr合金钢制成。
13.优选的,所述外模的硬度要求为:hrc44
‑
48。
14.优选的,所述内模选用yg20c硬质合金制成。
15.本发明提出的一种超短规格倒角方法,有益效果在于:本发明采用超短规格倒角方法实现了冷镦倒角一次成型,冷镦的螺栓倒角美观;同时,节省了原材料,提高了效率,节约了成本,连续生产,稳定高效;此外,冷镦成品螺栓,表面美观,尺寸符合要求。
附图说明
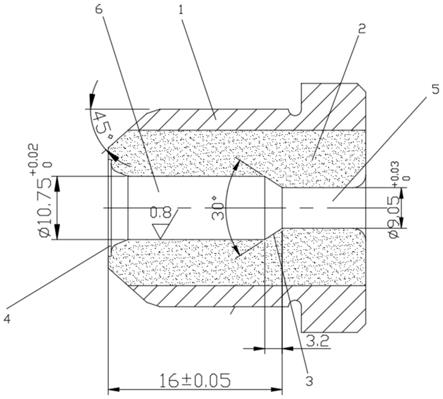
16.图1为本发明提出的螺栓杆部的端部未倒角结构示意图;图2为本发明提出的螺栓杆部的端部倒角结构示意图;图3为本发明提出的原切边凹模结构后仰视图;图4为本发明提出的倒角切边凹模结构剖视图。
17.图中:外模1、内模2、第一倒角形腔3、第二倒角形腔4、第一中轴通孔5、第二中轴通孔6。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.实施例1:一种超短规格倒角方法,包括如下步骤:步骤一、切断:将原材料通过切断模具切断符合要求的长短,得到胚料;步骤二、第一整形工位:将胚料置于缩径模具中,冷挤压形成杆部缩径;步骤三、第二整形工位:将缩径的坯料置于正压六角模具中,冷挤压进行端部正压六角成型;步骤四、第三整形工位:将正压六角成型的胚料置于倒角切边凹模中,倒角切边凹模包括外模1、内模2、第一倒角形腔3、第二倒角形腔4、第一中轴通孔5和第二中轴通孔6,外模1内固定连接有内模2,内模2开设有第一中轴通孔5和第二中轴通孔6,内模2在第一中轴通孔5外端处开设有第二倒角形腔4,内模2在第一中轴通孔5和第二中轴通孔6的交界处开设有第一倒角形腔3,正压六角成型的胚料与第二倒角形腔4接触挤压形成弧形倒角,正压六角成型的胚料的杆部与第一倒角形腔3接触挤压形成圆台形倒角,正压六角成型的胚料的杆部与第二中轴通孔6贴合接触,正压六角成型的胚料的杆部形成的圆台形倒角最细端的尺寸与第一中轴通孔5的内径尺寸相同,外模1选用40cr合金钢制成,外模1的硬度要求为:hrc44
‑
48,内模2选用yg20c硬质合金制成,冷挤压形成超短规格倒角的螺栓。
20.还包括油液清理:将超短规格倒角的螺栓表面的油液进行清理,并对油液进行收集,保证了螺栓表面清洁。
21.采用超短规格倒角方法实现了冷镦倒角一次成型,冷镦的螺栓倒角美观;同时,节省了原材料,提高了效率,节约了成本,连续生产,稳定高效;此外,冷镦成品螺栓,表面美观,尺寸符合要求。
22.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种超短规格倒角方法,其特征在于,包括如下步骤:步骤一、切断:将原材料通过切断模具切断符合要求的长短,得到胚料;步骤二、第一整形工位:将胚料置于缩径模具中,冷挤压形成杆部缩径;步骤三、第二整形工位:将缩径的坯料置于正压六角模具中,冷挤压进行端部正压六角成型;步骤四、第三整形工位:将正压六角成型的胚料置于倒角切边凹模中,冷挤压形成超短规格倒角的螺栓。2.根据权利要求1所述的一种短规格倒角方法,其特征在于,还包括油液清理:将超短规格倒角的螺栓表面的油液进行清理,并对油液进行收集。3.根据权利要求1
‑
2任一所述的一种超短规格倒角方法,其特征在于,所述倒角切边凹模包括外模(1)、内模(2)、第一倒角形腔(3)、第二倒角形腔(4)、第一中轴通孔(5)和第二中轴通孔(6),所述外模(1)内固定连接有内模(2),所述内模(2)开设有第一中轴通孔(5)和第二中轴通孔(6),所述内模(2)在第一中轴通孔(5)外端处开设有第二倒角形腔(4),所述内模(2)在第一中轴通孔(5)和第二中轴通孔(6)的交界处开设有第一倒角形腔(3)。4.根据权利要求3所述的一种超短规格倒角方法,其特征在于,所述正压六角成型的胚料与所述第二倒角形腔(4)接触挤压形成弧形倒角。5.根据权利要求4所述的一种超短规格倒角方法,其特征在于,所述正压六角成型的胚料的杆部与所述第一倒角形腔(3)接触挤压形成圆台形倒角。6.根据权利要求5所述的一种超短规格倒角方法,其特征在于,所述正压六角成型的胚料的杆部与第二中轴通孔(6)贴合接触。7.根据权利要求6所述的一种超短规格倒角方法,其特征在于,所述正压六角成型的胚料的杆部形成的圆台形倒角最细端的尺寸与第一中轴通孔(5)的内径尺寸相同。8.根据权利要求7所述的一种超短规格倒角方法,其特征在于,所述外模(1)选用40cr合金钢制成。9.根据权利要求8所述的一种超短规格倒角方法,其特征在于,所述外模(1)的硬度要求为:hrc44
‑
48。10.根据权利要求9所述的一种超短规格倒角方法,其特征在于,所述内模(2)选用yg20c硬质合金制成。
技术总结
本发明涉及密封圈技术领域,尤其是一种超短规格倒角方法,冷镦成型技术领域,一种超短规格倒角方法,包括如下步骤:步骤一、切断:将原材料通过切断模具切断符合要求的长短,得到胚料;步骤二、第一整形工位:将胚料置于缩径模具中,冷挤压形成杆部缩径;步骤三、第二整形工位:将缩径的坯料置于正压六角模具中,冷挤压进行端部正压六角成型;步骤四、第三整形工位:将正压六角成型的胚料置于倒角切边凹模中,通过上述方式,本发明采用超短规格倒角方法实现了冷镦倒角一次成型,冷镦的螺栓倒角美观;同时,节省了原材料,提高了效率,节约了成本,连续生产,稳定高效;此外,冷镦成品螺栓,表面美观,尺寸符合要求。尺寸符合要求。尺寸符合要求。
技术研发人员:蒋永峰 吴志坚 徐俭
受保护的技术使用者:常熟市标准件厂有限公司
技术研发日:2021.07.28
技术公布日:2021/10/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。