1.本发明涉及矿用领域,尤其涉及一种矿用轴流风机机翼型叶片及其加工模具。
背景技术:
2.一般叶片和叶柄整体铸造生产,铸造过程中采用的模样对铸造产品的质量影响很大。现在广泛使用的模样主要有木模和金属模。木模优点有:
3.质量轻,价格低廉,容易加工,生产周期短。但木模尺寸精度差,因木模本身强度原因,会是得在浇注过程中变形大,影响成型后的质量,并且木模使用寿命短,也容易损坏。金属模具采用铸件加工制作而成,铸造叶面表面粗糙度和尺寸精度也能得到严格的控制,可重复使用,使用寿命长。
4.但木模尺寸精度差及本身强度的原因,会使得在浇注过程中变形量较大,在叶片铸造过程中,叶片和叶柄连接处薄厚不均,会导致铝的收缩不均匀,进而会影响叶片的铸件质量,甚至造成铸造的热裂缺陷,导致产品质量的不合格。金属模相对于木模,尺寸精度和质量都有提高,但对于较大型的风机对叶片的抗拉强度和韧性要求比较高。
5.但是现有技术中的铸造风机铝合金叶片的结构设计和强度偏低、延伸率偏小的问题。
6.因此,有必要提供一种矿用轴流风机机翼型叶片及其加工模具解决上述技术问题。
技术实现要素:
7.本发明提供一种矿用轴流风机机翼型叶片及其加工模具,解决了现有技术中的铸造风机铝合金叶片的结构设计和强度偏低、延伸率偏小的问题。
8.为解决上述技术问题,本发明提供的一种矿用轴流风机机翼型叶片,包括叶柄;
9.叶片,所述叶片设置于所述叶柄的顶部。
10.本发明还提供一种矿用轴流风机机翼型叶片加工模具,包括:压膜结构,所述压膜结构包括左模和右模,所述左模和右模的顶部均设置有设置槽,所述左模和右模的的一侧设置有型腔。
11.优选的,所述压膜结构的底部设置有工作台,所述工作台顶部固定安装有固定盒。
12.优选的,所述工作台内部的一侧设置有滑槽,所述滑槽内部的一侧固定安装有滑杆。
13.优选的,所述滑杆的外表面设置有滑块。
14.优选的,所述固定盒的内部设置有第一伸缩缸,所述第一伸缩缸输出轴的一端固定安装有连接块。
15.优选的,所述固定盒内部的中间设置有第二伸缩缸,所述第二伸缩缸输出轴的一端固定连接有降温装置。
16.优选的,所述降温装置包括推板,所述推板的一侧设置有冷却箱。
17.优选的,所述工作台的中间设置有掉落槽,所述工作台的底部设置有收集箱。
18.优选的,所述收集箱的一侧固定安装有控制箱。
19.优选的,所述固定盒内部的一侧固定安装有水箱,所述水箱的内部设置有水管,所述水管表面的底部设置有循环泵,所述水管表面的顶部设置有增压泵。
20.优选的,所述固定盒侧面内壁的两侧均设置有设置腔,所述设置腔的内部设置有转动装置,所述转动装置包括转动轴。
21.优选的,所述转动轴外表面的两端均设置有卷簧,所述转动轴外表面的中间设置有缠绕柱。
22.优选的,所述缠绕柱的中间设置有缠绕槽,所述缠绕槽的表面设置有连接管。
23.与相关技术相比较,本发明提供的一种矿用轴流风机机翼型叶片,具有如下有益效果:
24.本发明提供一种矿用轴流风机机翼型叶片,叶片截面形状的设计和叶片扭曲角度的控制,采用金属模具,通过低压浇注,持压一定的时间控制,使得铸件结晶致密,表面的粗糙度和尺寸精度得到严格的控制,从而提高叶片的强度、抗冲击能力和使用寿命。
附图说明
25.图1为本发明提供的一种矿用轴流风机机翼型叶片的结构示意图;
26.图2为图1所示的叶片扭曲角度示意图;
27.图3为图1所示的叶片截面示意图;
28.图4为本发明提供的一种矿用轴流风机机翼型叶片加工模具的结构示意图;
29.图5为本发明提供的一种矿用轴流风机机翼型叶片加工模具第二实施例的结构示意图。
30.图6为图5所示的降温装置结构示意图;
31.图7为本发明提供的一种矿用轴流风机机翼型叶片加工模具第三实施例的结构示意图;
32.图8为图7所示的固定盒侧视示意图;
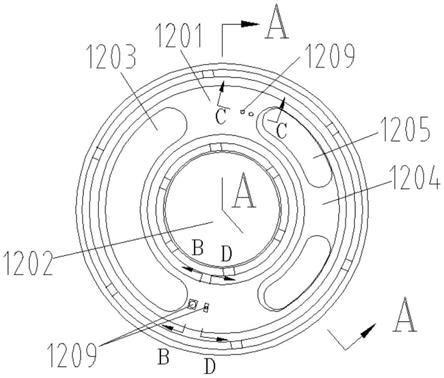
33.图9为图7所示的转动装置结构示意图。
34.图中标号:1、叶柄,2、叶片,3、压膜结构,31、左模,32、右模,33、型腔,34、设置槽,4、工作台,5、固定盒,6、第一伸缩缸,7、连接块,8、第二伸缩缸,9、降温装置,91、推板,92、冷却箱,10、滑槽,11、滑杆,12、滑块,13、掉落槽,14、收集箱,15、控制箱,16、水箱,17、水管,18、循环泵,19、增压泵,20、转动装置,21、设置腔,201、转动轴,202、卷簧,203、缠绕柱,204、缠绕槽,205、连接管。
具体实施方式
35.下面结合附图和实施方式对本发明作进一步说明。
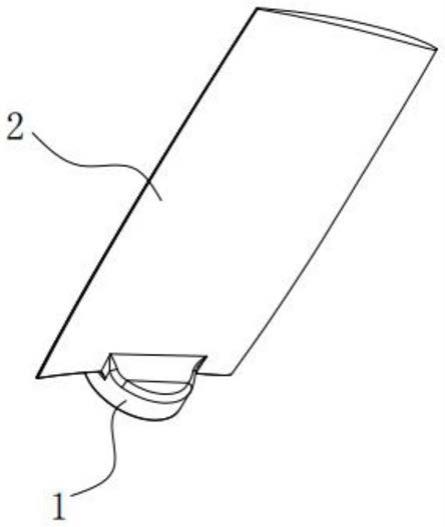
36.请结合参阅图1、图2和图3,其中,图1为本发明提供的一种矿用轴流风机机翼型叶片的结构示意图;图2为图1所示的叶片扭曲角度示意图;图3为图1所示的叶片截面示意图。一种矿用轴流风机机翼型叶片,包括:叶柄1;
37.叶片2,所述叶片2设置于所述叶柄1的顶部。
38.叶片2在叶柄1的上部,连接为一体;叶片2分为相等的五段,形成六个截面,每个截面旋转不同的角度,截面依次相互连接形成三维扭曲状的叶片2。
39.叶片2等分为五部分,有六个不同的截面,每一个截面的重心在同一个垂直线上,截面以重心点为中心旋转不同的角度,依次连接截面的边沿光滑过度形成一个扭曲的三维体,就是需要的叶片体。
40.本发明提供的一种矿用轴流风机机翼型叶片的工作原理如下:
41.在工作时,首先通过外部电源带动叶片2转动,叶片2自下往上截面在同一个垂直的重心轴线和截面平行相交面上,相同的旋转方向旋转不同的角度,使各个截面的重心在同一条垂直线上,截面之间光滑连接,形成所需的叶片2结构形状和尺寸。
42.与相关技术相比较,本发明提供的一种矿用轴流风机机翼型叶片具有如下有益效果:
43.本发明提供一种矿用轴流风机机翼型叶片,叶片2截面形状的设计和叶片2扭曲角度的控制,采用金属模具,通过低压浇注,持压一定的时间控制,使得铸件结晶致密,表面的粗糙度和尺寸精度得到严格的控制,从而提高叶片的强度、抗冲击能力和使用寿命。
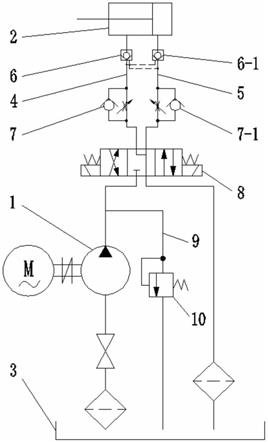
44.请结合参阅图4,其中,图4为本发明提供的一种矿用轴流风机机翼型叶片加工模具的结构示意图。一种矿用轴流风机机翼型叶片,包括:压膜结构3,所述压膜结构3包括左模31和右模32,所述左模31和右模32的顶部均设置有设置槽34,所述左模31和右模32的的一侧设置有型腔33。
45.压膜结构3采用灰铁铸造成型,数控加工中心加工成型,叶片的铸造模具分为左右两半模具,浇注体位为垂直放置,叶柄1部位朝下,交口设置在叶柄1端面处,冒口设置在叶片2的顶部并留有一定距离。
46.压膜结构3分为左右两片,左右模具安装在低压铸造机上,和模具附件连接,合模开模活动自如,叶片铸造加工工艺为低压铸造机设备和叶片金属模具,使金属液在低压状态下浇注,浇注完成后,铸件在一定压力持压一段时间,在金属液完全凝固后,再从铸机上取出退模。
47.采用低压浇注的方式,金属液有叶柄下部安装盘引入型腔,顶部设有排气和排渣的冒口。
48.铸造设备是使用低压铸造机,低压铸造金属模具,浇注的方式是低压浇注。
49.本发明提供的一种矿用轴流风机机翼型叶片的工作原理如下:
50.叶片2铸造加工工艺为低压铸造机设备和金属模具,使金属液在低压状态下浇注,持压一段时间,浇注完成后,铸件在一定压力持压一段时间,在金属液完全凝固后,再从铸机上取出退模。
51.与相关技术相比较,本发明提供的一种矿用轴流风机机翼型叶片加工模具具有如下有益效果:
52.本发明提供一种矿用轴流风机机翼型叶片加工模具,叶片2的模具由加工中心加工而成,其表面粗糙度和尺寸精度得到了严格的控制,其翼型形状更加精确,扭曲角度更为精准,通过低压铸造成形,提高了叶片机械性能,避免了叶片在运行时因机械性能差而产生叶片断裂所造成的事故发生,同时提高了风机的气动性能,延长了风机的使用寿命。
53.第二实施例
54.请结合参阅图5和图6,基于本技术的第一实施例提供的一种矿用轴流风机机翼型叶片加工模具,本技术的第二实施例提出另一种矿用轴流风机机翼型叶片加工模具。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
55.具体的,本技术的第二实施例提供的一种矿用轴流风机机翼型叶片加工模具的不同之处在于,一种矿用轴流风机机翼型叶片加工模具,所述压膜结构3的底部设置有工作台4,所述工作台4顶部固定安装有固定盒5。
56.工作台4中间设置一个掉落槽13,工作台4顶部的左右两侧都设置固定盒5。
57.所述工作台4内部的一侧设置有滑槽10,所述滑槽10内部的一侧固定安装有滑杆11。
58.滑槽10设置两个,设置在工作台4内部的两侧,靠近中间的掉落槽13,在压膜结构3的底部,滑杆11的长度就是左模31和右模32移动的长度。
59.所述滑杆11的外表面设置有滑块12。
60.滑块12从滑槽10向上延伸到工作台4顶部表面,工作台4顶部表面设置适配滑块12滑动的槽。
61.所述固定盒5的内部设置有第一伸缩缸6,所述第一伸缩缸6输出轴的一端固定安装有连接块7。
62.连接块7卡在设置槽34内,第一伸缩缸6输出轴带动连接块7左右移动,带动左模31和右模32移动。
63.所述固定盒5内部的中间设置有第二伸缩缸8,所述第二伸缩缸8输出轴的一端固定连接有降温装置9。
64.所述降温装置9包括推板91,所述推板91的一侧设置有冷却箱92。
65.冷却箱92设置多个,和右模32右侧的凹槽适配,有管子相互连通,内部水可以相互流通。
66.所述工作台4的中间设置有掉落槽13,所述工作台4的底部设置有收集箱14。
67.掉落槽13的大小可以保持叶片2从中间掉落。
68.所述收集箱14的一侧固定安装有控制箱15。
69.金属液的浇注温度设定,金属模具浇注时所需的温度要求,浇口机加液管的温度设定,加液压力设定,充型压力设定,增压压力设定,持压压力设定,补偿压力设定,加液时间设定,充型时间设定,增压时间设定,持压时间设定都是由控制箱15控制。
70.本发明提供的一种矿用轴流风机机翼型叶片的工作原理如下:
71.在工作时,首先通过外部电源启动第二伸缩缸8,输出轴顶出将推板91推进右模32的右侧的凹槽内,冷却箱92嵌入进右模32的凹槽内,冷却箱92内的冷水对压膜结构进行降温,使得内部浇注的叶片2进行降温。
72.降温结束后,通过外部电源使得第二伸缩缸8输出轴缩回缸体,同时第一伸缩缸6输出轴缩回缸体内,带动左模31和右模32分开,型腔33内部的成型体掉落进收集箱14内被收集。
73.与相关技术相比较,本发明提供的一种矿用轴流风机机翼型叶片加工模具具有如下有益效果:
74.本发明提供一种矿用轴流风机机翼型叶片加工模具,在工作时通过第二伸缩缸8带动降温装置9嵌入进右模32的槽内,冷却箱92内的冷水对压膜结构3进行降温,使得内部温度快速降低,改变传统的浇水降温,减少水资源的浪费,同时提高了降温的速度。
75.第三实施例
76.请结合参阅图7、图8和图9,基于本技术的第二实施例提供的一种矿用轴流风机机翼型叶片加工模具,本技术的第三实施例提出另一种矿用轴流风机机翼型叶片加工模具。第三实施例仅仅是第二实施例优选的方式,第三实施例的实施对第二实施例的单独实施不会造成影响。
77.具体的,本技术的第三实施例提供的一种矿用轴流风机机翼型叶片加工模具的不同之处在于,一种矿用轴流风机机翼型叶片加工模具,所述固定盒5内部的一侧固定安装有水箱16,所述水箱16的内部设置有水管17,所述水管17表面的底部设置有循环泵18,所述水管17表面的顶部设置有增压泵19。
78.循环泵18带动水管17将水箱16内部的水往复流动,增压泵19保持水管17内部压力,使得水能够在水管17内流动。
79.所述固定盒5侧面内壁的两侧均设置有设置腔21,所述设置腔21的内部设置有转动装置20,所述转动装置20包括转动轴201。
80.固定盒5靠近压膜结构3的那面中间设置一条竖直的槽,连通进固定盒5的内部,竖槽两侧都设置了一个设置腔21,两个设置腔21一左一右,形成一组,设置了两组,位于第二伸缩缸8的顶部和底部。
81.转动轴201横置在两个设置腔21之间,转动轴201可以转动。
82.所述转动轴201外表面的两端均设置有卷簧202,所述转动轴201外表面的中间设置有缠绕柱203。
83.转动轴201转动带动卷簧202和缠绕柱203转动。
84.卷簧202的一端固定在设置腔21的顶部,另一端固定连接在转动轴201上。
85.所述缠绕柱203的中间设置有缠绕槽204,所述缠绕槽204的表面设置有连接管205。
86.连接管205的一端连接进冷却箱92,另一端连接水管17。
87.卷簧202不受受力拉伸时,连接管205缠绕在缠绕槽204表面,推板91被推出,带动连接管205被拉出,带动转动轴201转动,同时带动卷簧202转动。
88.卷簧202的拉力可以带动转动轴201再次反向转动,带动缠绕柱203反向转动,将连接管205再次缠绕在缠绕槽204内。
89.本发明提供的一种矿用轴流风机机翼型叶片的工作原理如下:
90.在工作时,首先对冷却箱92内部增加冷水和冷凝液,第二伸缩缸8输出轴将降温装置9和右模32贴合,同时拉动连接管205,带动缠绕柱203和转动轴201转动,卷簧202也转动。
91.通过外部电源控制循环泵18,带动连接管205内的水往复循环,保持冷却箱92内的水循环流动。
92.第二伸缩缸8输出轴收回带动推板91收回,在卷簧202的复原弹力下,带动转动轴201反向转动,使得缠绕柱203转动将连接管205从新缠绕在缠绕槽204内。
93.与相关技术相比较,本发明提供的一种矿用轴流风机机翼型叶片加工模具具有如
下有益效果:
94.本发明提供一种矿用轴流风机机翼型叶片加工模具,通过在固定盒5内设置冷却箱92,通过循环泵18和增压泵19连接水管17使得水箱16内部的水可以循环使用,增强降温装置9的降温效果,延长了降温的工作时间。
95.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。