1.本实用新型属于循环冷却领域,具体涉及一种注塑加工中恒温恒压循环冷却水供水系统。
背景技术:
2.塑料制品注塑加工设备注射机,在注塑过程中需要冷却水对注射机液压系统中的液压油进行冷却,塑料制品在成型过程中也要冷却,这就用到循环冷却水系统,循环冷却水系统主要由循环水泵机组和冷却塔组成。
3.冷却水循环水泵机组,在设定压力下,其流量的选择必须满足注塑车间最大产能的需求,但注塑生产很少在最大产能上运作,只是偶尔发生的事件。而实际上,70%产能基本上就是实际的最大产能,经常维持的是40
‑
60%产能,随着淡季订单变化,产能也时常在30%以下,而冷却塔容量是按照最大产能和最高环境温度叠加时设计的。
4.这种循环冷却水系统存在以下问题:
5.循环水泵机组的流量的选择是按注塑车间最大产能设计的,由于每台注射机不管是否开机,其供回水阀门通常都是打开的,所以循环冷却水泵机组都在满负荷运转,造成电能浪费。实际产能比较低时,电能浪费尤为严重。当问题发生时,可以要求人为地根据注射机开关机情况随时开关注射剂供回水阀门,调整循环水泵机组开机数量,以便流量与实际产能需求匹配,避免浪费。但在实际运行中依靠人工很难进行及时的调节,更难进行准确的调节。
6.例如,即便是产能达到70%及以上,在品种繁多小批量生产时,机台频繁停机更换模具,设备运行间隔比较长,也存在循环水流量浪费的问题;循环冷却水系统通常在工厂偏远地带,巡检困难,在工厂因故停班或节假日里,冷却水循环水泵机组可能一直在运转,无人关停。
7.由于冷却塔容量是按照最大产能和最高环境温度叠加时设计的,当产能比较低时,冷却塔风机一直不受控制,满负荷运转,造成电能浪费;在秋冬春季环境温度低时,浪费尤为严重。
技术实现要素:
8.本实用新型所提供一种注塑加工中恒温恒压循环冷却水供水系统,以解决目前由于循环冷却水系统容量设定与产能需求不匹配,而造成极大电能浪费的技术问题,以实现循环冷却水系统依据实际产能需求进行自动控制,达到节约能源的技术效果。
9.本实用新型具体的技术方案如下:
10.一种注塑加工中恒温恒压循环冷却水供水系统,包括,
11.循环水主供水管,所述循环水主供水管用于与若干注射机的入水管相连接,若干所述注射机的入水管上均设置有电磁阀a,所述电磁阀a与相应注射机同时启闭;
12.压力传感器,设置于所述循环水主供水管上;
13.循环水主回水管,与若干所述注射机的出水管相连接;
14.温度传感器,设置于所述循环水主回水管上;
15.循环水泵机组,与所述循环水主供水管以及循环水主回水管相连接;
16.冷却塔系统,与所述循环水主供水管以及循环水主回水管相连接;
17.plc控制系统,所述plc控制系统与所述压力传感器、所述温度传感器、所述循环水泵机组以及冷却塔系统均有连接。
18.进一步,所述plc控制系统还连接有触摸屏,用于设置参数。
19.进一步,所述注射机的启停控制信号与入水管上的电磁阀相连接,电磁阀就与注射机同步开启或关闭。
20.进一步,所述冷却塔上设置有变频控制器,所述变频控制器与所述温度传感器相连接。
21.本实用新型的实施例至少具有以下有益效果:
22.1、本实用新型通过采用plc系统自动控制系统压力和温度的技术方案,根据注射机开机多少和环境温度变化,自动匹配冷却水循环水泵机组开泵数量和转速,以及控制冷却塔的转速,使循环冷却水系统保持恒温恒压,保证注塑工艺稳定的同时,节约用电,当停班或在节假日里,循环冷却水系统自动停机的技术效果。
23.2、在设备的循环冷却水供水管路上加装了电磁阀,同时把设备的启停控制信号与电磁阀连接,使得电磁阀就与设备同步开启或关闭。冷却塔没有温控,通过检测回水管的温度,再加装变频控制,对冷却塔的水温进行控制。
24.3、循环冷却水系统通常在工厂偏远地带,巡检困难,通过本发明所述方案,通过plc控制,水泵机组和冷却塔的运行状态可以方便的呈现在工作人员面前。
附图说明
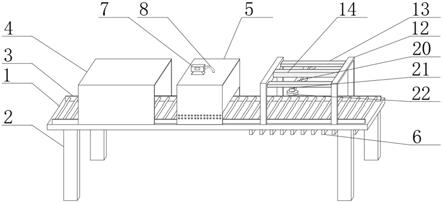
25.图1为本技术整体结构示意图;
26.图中:1
‑
触摸屏、2
‑
plc控制系统、3
‑
循环水泵机组、4
‑
冷却塔系统、5
‑
循环水主供水管、6
‑
循环水主回水管、7
‑
电磁阀组、8
‑
注射机组。
具体实施方式
27.以下结合附图及实施例对本实用新型实施例的技术方案进行详细叙述:
28.本实用新型为一种注塑加工中恒温恒压循环冷却水供水系统,如图1所示,该系统包括注射机组8,所述注射机组8连接接有电磁阀组7,所述注射机组8中的每一台注射机的入水管上均设置有电测阀组7中的一个电磁阀,所述注射机的启停控制信号与入水管上的电磁阀相连接,这样电磁阀就与设备同步开启或关闭。每一台所述注射机的入水管均与循环水主供水管5相连接,每一台所述注射机的出水管均与循环水主回水管6相连接,所述循环水主供水管5上设置有压力传感器检测系统,所述循环水主回水管6上设置有温度传感器,所述压力传感器与温度传感器均与plc控制系统2相连接。
29.所述循环水主供水管5以及循环水主回水管6与循环水泵机组3相连接,所述循环水泵机组3为循环水提供动力,在plc控制下,保证循环时系统压力恒定。循环水主供水管、循环水主回水管用于输送循环水,所述循环水泵机组3与所述plc控制系统2相连接。
30.所述循环水主供水管5以及循环水主回水管6还与所述冷却塔系统4进行连接,所述冷却塔系统4对循环水进行冷却。所述冷却塔系统4也与所述plc控制系统2相连接。
31.所述plc控制系统2连接有触摸屏1,用于设置参数,以及进行观测;所述plc控制系统,通过控制所述循环水泵机组3和冷却塔系统4对循环冷却水系统进行控制,以实现依据实际需求进行调节的目的。
32.该技术可应用于所有利用循环冷却水的场所,且冷却循环水需求量必须是变化的。下面以塑料制品注塑加工过程来说明,在实际运行中:
33.在触摸屏1上设置冷却循环水系统的初始运行参数,启动后,循环水泵机组3开始运转,plc控制系统2通过循环水主供水管5上的压力传感器检测系统压力,当系统达到设定系统压力后,plc系统发送信号给水泵机组,水泵机组开始稳定运行。
34.当注射机组中有新开机的注射机,新开机注射机的电磁阀相应打开,系统流量需求变大,循环水主供水管的压力就会变小,循环水主供水管上的压力传感器将压力值反馈给plc控制系统,plc控制系统控制循环水泵机组增大转速,甚至多启动一台水泵,维持系统设定压力不变。
35.当注射机组中有关停的注射机,关停注射机的电磁阀相应关闭,系统流量需求变小,循环水主供水管的压力就会增大,循环水主供水管上的压力传感器将压力值反馈给plc控制系统,plc控制系统控制循环水泵机组减小转速,甚至关闭一台水泵,维持系统设定压力不变。
36.同时,plc控制系统2中还设定了温度的值,当循环水主回水管5中的水温变化超过一定范围,循环水主回水管路上的温度传感器感知温度变化,控制变频器,增大或减小风机转速,使水温达到或接近设定值。当回水主管路水温超过设定时,plc感知温度变化,控制变频器,增大风机转速,提高冷却效果,使水温达到或接近设定值。反之亦然。通过获取回水管的温度,利用变频器来控制冷却塔的运行,实时调整,节约能源方便快捷。
37.plc控制系统根据数据做出调整或保持运行状态的指令,指令传递给控制冷却循环水泵和冷却塔风机的变频器,控制变频器的运行状态时,会将状态显示在触摸屏上。在检测到系统故障时,plc系统还可以发出报警信号。本技术中所利用的plc系统的各种具体控制流程以及控制方法,均属于现有技术,在此不做赘述。
38.利用本技术的技术方案在实际应用中的效用计算举例:
39.某公司循环冷却水系统由四台22kw循环水泵和四台风机5kw的冷却塔组成,全年实际产能分别以最大产能的70%、50%、30%分别生产四个月测算。
40.水泵节电情况如下:
41.70%产能:4*22kw*(1
‑
70%)*24小时/天*120天=7.6万度;
42.50%产能:4*22kw*(1
‑
50%)*24小时/天*120天=12.7万度;
43.30%产能:4*22kw*(1
‑
30%)*24小时/天*120天=17.7万度;
44.按该公司全年平均产能为最大产能的50%计算,冷却塔风机分别以80%、60%、40%负荷运行四个月测算。
45.冷却塔节电情况如下:
46.80%负荷:4*5kw *(1
‑
50%*80%)*24小时/天*120天=3.5万度;
47.60%负荷:4*5kw *(1
‑
50%*60%)*24小时/天*120天=4万度;
48.40%负荷:4*5kw *(1
‑
50%*40%)*24小时/天*120天=4.6万度;
49.按以上测算,冷却水循环水泵机组全年节电50.1万度。
50.由上可知,本技术技术方案在实际应用中节约大量的电能,具有良好的经济效益,同时也可以实现简便管理生产设备的效果。
51.尽管已描述了本实用新型的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本实用新型范围的所有变更和修改。显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。