1.本发明涉及加工设备领域,特别涉及一种立式板材烘干机。
背景技术:
2.在板材的生产过程中,尤其是装饰性强的板材,在经过印刷上色后,需要进行烘干处理。为了与前后工序进行自动化连线,板材都是通过输送装置来进行输送,同时在输送过程中对板材进行烘干处理。现有技术的板材烘干机中,为了避免板材的上色面受到剐蹭,多件板材需要铺设很长的空间进行烘干,烘干机都很大型,且耗能严重。
技术实现要素:
3.本发明目的在于提供一种立式板材烘干机,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
4.为解决上述技术问题所采用的技术方案:
5.一种立式板材烘干机,包括:循环装置,送板装置和烘干装置;
6.所述循环装置包括循环驱动组件和托板组件;
7.所述循环驱动组件设有驱动部,所述驱动部在垂直于前后方向的平面内循环运动且形成闭环的运动轨迹;
8.所述托板组件的前后两侧均设有所述循环驱动组件,所述托板组件两侧的两个所述循环驱动组件左右交错一定间距设置;
9.所述托板组件包括托板件和托板连杆,所述托板连杆沿长度方向的两端分别设有固接部和铰接部,所述托板连杆有两条,两条所述托板连杆的铰接部分别转动铰接于所述托板件的前后两侧、且转动轴向均沿前后方向设置,两个所述固接部分别与两个所述循环驱动组件左右平齐的一对驱动部固定连接,两个托板连杆相互平行,所述托板连杆的长度方向与对应的运动轨迹设于同一平面;
10.所述托板组件有多个,多个所述托板组件沿所述循环驱动组件的运动轨迹设置,所述循环驱动组件均设有多个驱动部,所述托板组件的两个固接部分别与两个所述循环驱动组件的驱动部一一对应固定连接;
11.所述循环装置有多个,多个所述循环装置沿前后方向排列设置;
12.所述送板装置设有多个输送组件,多个所述输送组件沿前后方向排列、使所述送板装置具有用于承载和输送外来物料的输送面,所述输送组件之间设有可供所述托板组件活动的避空间隙;
13.所述送板装置有两个,两个所述送板装置分别设于所述循环装置的左右两侧;
14.所述烘干装置包括隔热罩体和热风机,所述隔热罩体笼罩包裹所述多个循环装置,所述热风机与所述隔热罩体相连通。
15.本发明所提供的立式板材烘干机,至少具有如下的有益效果:所述循环驱动组件能够通过驱动部带动所述托板连杆的固接部沿其运动轨迹运动。两条所述托板连杆分别铰
接于所述托板件的前后两侧,两个所述循环驱动组件左右交错,使得所述托板件、两条托板连杆与两个对应的驱动部形成平行连杆结构,所述托板件在沿所述运动轨迹动作时始终保持水平方向。多个所述循环装置前后对齐,通过前后对齐的多个所述托板件能够对板材进行承托搬运。所述送板装置设有可供托板组件活动的避空间隙,使得所述送板装置能够与循环装置对接,板材能够在送板组件和循环装置之间进行上下料动作,板材能够从一个送板装置上通过循环装置输送到另一个送板装置上,板材在循环装置上输送时,所述热风机使得隔热罩体内的温度升高,对其内进行输送的板材进行加热烘干。本发明所提供的立式板材烘干机,板材通过循环运动的托板件进行承托输送,输送烘干的过程中无需触碰板材上侧的上色面,且各个板材之间不会反生碰撞,板材紧凑,容板量大的同时输送烘干占用的空间小。
16.作为上述技术方案的进一步改进,所述循环驱动组件包括主动链轮、从动链轮、绕设于主动链轮和从动链轮的闭环链条,所述主动链轮和从动链轮的转动轴向均沿前后方向设置,所述驱动部均匀排列固定设于所述闭环链条;所述立式板材烘干机设有循环驱动单元,所述循环驱动单元设有与所述主动链轮传动连接、并使所述主动链轮转动的转动驱动端。通过上述技术方案,所述闭环链条通过主动链轮和从动链轮进行张紧传动,使得闭环链条能够沿其路径循环动作,从而使得所述驱动部的运动轨迹能够确定,且通过循环驱动单元带动主动链轮转动即可使得驱动部沿其运动轨迹运动。
17.作为上述技术方案的进一步改进,所述主动链轮和从动链轮分别转动安装于所述循环驱动组件的上下两端,所述驱动部的运动轨迹包括:上升段、下降段和过渡段,所述上升段和下降段分别设于所述循环驱动组件的左右两侧,所述驱动部沿所述上升段右下往上运动,所述驱动部沿所述下降段由上往下运动,所述过渡段呈圆弧状、且与所述上升段的上端和下降段的上端圆滑过渡相切连接。所述过渡段呈圆弧状设置,通过控制两个驱动部之间的间距,即可避免相邻的两组托板组件的托板件在过渡段发生相互碰撞。通过上升段和下降段使得多件板材能够在上下方向的输送过程中进行较长时间的存放,使得板材得以充分烘干。
18.作为上述技术方案的进一步改进,两个所述送板装置分别设于所述上升段和下降段的下端旁侧,所述隔热罩体设有入料口和出料口,所述入料口和出料口分别与两个所述送板装置沿前后方向对齐,所述入料口和出料口分别设于所述隔热罩体的前后两侧。通过上述技术方案,板材能够从所述入料口送入以及从所述出料口送出,使得两个送板组件能够与前后工序的设备相对接。
19.作为上述技术方案的进一步改进,所述循环装置设有同步传动构件,所述同步传动构件包括轴向相互平行的第一齿轮、第二齿轮和同步齿轮,同一个所述循环装置的两个所述主动链轮分别与所述第一齿轮和第二齿轮同轴固定连接,所述同步齿轮分别与所述第一齿轮和第二齿轮传动啮合。通过上述技术方案,两个主动链轮之间通过所述第一齿轮、第二齿轮和同步齿轮传动连接,使得两个主动链轮能够沿同一方向同速转动,从而使得两个所述循环驱动组件能够实现同步运动,两个所述驱动部能够同步运动使得托板组件的两条托板连杆始终保持相互平行。
20.作为上述技术方案的进一步改进,相邻的两个所述循环装置设有两对左右交错设置的循环驱动组件,设于前后两端的两个所述循环驱动组件沿前后方向相互对齐,另外两
个循环驱动组件沿前后方向相互对齐、且两个所述主动链轮同轴固定连接。通过上述技术方案,相邻的两个循环装置沿前后方向对齐,为确保沿前后方向对齐的两组托板组件同步运动,两个循环装置间距较小的两个循环驱动组件的主动链轮同轴固定连接,使得相邻两个循环装置同步运动,前后对齐的多个托板件能够同时将板材托起。
21.作为上述技术方案的进一步改进,所述立式板材烘干机还包括同步轴,所述同步轴的轴向沿前后方向设置,所述同步轴绕其轴向转动安装于所述循环装置的旁侧;多个所述循环装置前后两端的两个主动链轮分别与所述同步轴的前后两端同步连接。通过上述技术方案,循环装置的两个循环驱动组件通过同步驱动构件同步连接,多个循环装置之间,同步驱动构件的传动误差如齿轮组件之间的齿间误差会叠加,使得前后两端的两个循环驱动组件动作响应时间不一致。前后两端的两个循环驱动组件通过所述同步轴同步连接,大大减少了多级传动的误差堆积,使得各个循环驱动组件动作同时响应,多个托板件的动作一致,传送更加平稳。
22.作为上述技术方案的进一步改进,所述热风机设于所述隔热罩体的旁侧,所述热风机设有进风口和出风口,所述进风口和出风口分别与所述隔热罩体左右两侧相连通。通过上述技术方案,所述热风机通过将空气从进风口吸入进行加热,再从出风口送出,使得隔热罩体内的空气形成循环,对板材进行烘干处理。
23.作为上述技术方案的进一步改进,所述进风口和出风口均沿前后方向设置,所述隔热罩体还设有循环风道,所述进风口和出风口设于所述隔热罩体沿前后方向的一侧,所述循环风道设于所述隔热罩体沿前后方向的另一侧,所述循环风道的两端分别与所述隔热罩体的左右两侧相连通。通过上述技术方案,高温热气从所述出风口送出,对板材进行烘干处理,热气除了在隔热罩体内的左右两侧进行循环,还能够通过所述循环风道进行循环,使得隔热罩体内的热气流动性更强,对板材的烘干更为充分。
24.作为上述技术方案的进一步改进,所述送板装置还设有输送驱动构件,所述输送组件包括多条轴向沿左右方向设置的输送辊,多条所述输送辊沿前后方向排列,多个所述输送组件的输送辊同步连接,所述输送驱动构件设有与所述输送辊传动连接、并使所述输送辊转动的送板驱动端。输送辊又叫输送辊筒,在物料输送中应用十分广泛,输送辊对工作环境的适应性较强。所述输送组件通过输送驱动构件带动多条输送辊动作对板材进行输送,同时能够适应烘干的高温。
附图说明
25.下面结合附图和实施例对本发明做进一步的说明;
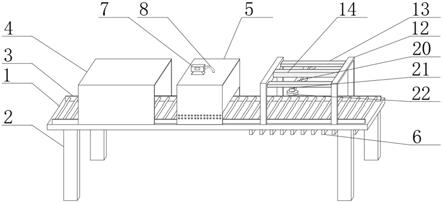
26.图1是本发明所提供的立式板材烘干机,其一实施例的立体示意图;
27.图2是本发明所提供的立式板材烘干机,其一实施例的立体示意图;
28.图3是本发明所提供的立式板材烘干机,其一实施例的立体示意图;
29.图4是本发明所提供的立式板材烘干机,其一实施例的立体示意图,为避免线条过于密集,图中只显示个别的托板组件以及链条链节;
30.图5是图4的局部放大图;
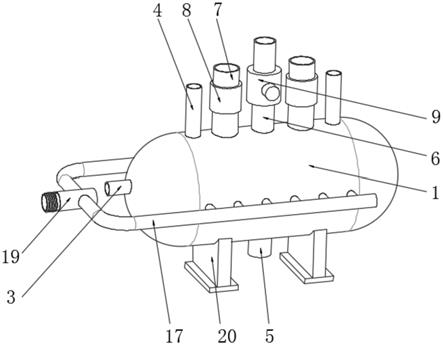
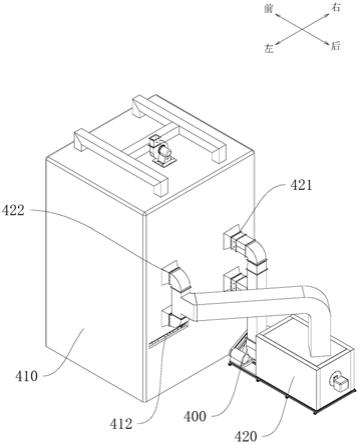
31.图6是本发明所提供的立式板材烘干机,其一实施例的立体示意图;
32.图7是本发明所提供的循环装置,其一实施例的侧视图;
33.图8是本发明所提供的循环装置,其一实施例的俯视图。
34.图中,100、循环驱动组件,110、驱动部,120、主动链轮,130、从动链轮,140、闭环链条,150、循环驱动单元,160、同步传动构件,161、第一齿轮,162、第二齿轮,163、同步齿轮,200、托板组件,210、托板件,220、托板连杆,221、固接部,222、铰接部,300、送板装置,310、避空间隙,320、输送驱动构件,330、输送辊,400、烘干装置,410、隔热罩体,411、循环风道,412、入料口,413、出料口,420、热风机,421、进风口,422、出风口,500、同步轴。
具体实施方式
35.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
36.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.在本发明的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。
38.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
39.参照图1至图8,本发明的立式板材烘干机作出如下实施例:
40.一种立式板材烘干机,包括:循环驱动单元150、循环装置,送板装置300和烘干装置400。
41.所述循环装置包括托板组件200、循环驱动组件100和同步传动构件160。
42.所述循环驱动组件100包括:主动链轮120、从动链轮130、绕设于主动链轮120和从动链轮130的闭环链条140。所述主动链轮120和从动链轮130的转动轴向均沿前后方向设置。所述闭环链条140设有多个均匀排列设置的驱动部110,所述驱动部110沿所述闭环链条140在垂直于前后方向的平面内循环运动、且形成闭环的运动轨迹。
43.本实施例中的驱动部110设于所述闭环链条140上,所述驱动部110的运动轨迹与所述闭环链条140的运动路径重合。在另外一些实施例中,所述循环驱动组件100可以采用同步带组件,所述驱动部110设于同步皮带上,所述驱动部110的运动轨迹与同步皮带的运动路径相重合。
44.所述主动链轮120和从动链轮130分别转动安装于所述循环驱动组件100的上下两端,所述运动轨迹包括:所述驱动部110由下往上运动的上升段、所述驱动部110由上往下运动的下降段、以及与所述上升段的上端和下降段的上端圆滑过渡相连的过渡段,所述下降段和上升段分别设于所述运动轨迹的左右两侧。
45.所述循环驱动组件100有两个,两个所述循环驱动组件100左右交错一定间距设置。所述同步传动构件160包括轴向均沿前后方向设置的第一齿轮161、第二齿轮162和同步
齿轮163。同一个所述循环装置的两个所述主动链轮120分别与所述第一齿轮161和第二齿轮162同轴固定连接,所述同步齿轮163分别与所述第一齿轮161和第二齿轮162传动啮合。
46.本实施例中,同一个所述循环装置的两个循环驱动组件100通过齿轮组来实现同步连接。在另外一些实施例中,同一个所述循环装置的两个循环驱动组件100可以采用链传动、带传动或蜗轮蜗杆传动等其他传动方式来实现同步连接。
47.所述托板组件200包括托板件210和两条托板连杆220。所述托板连杆220沿长度方向的两端分别设有固接部221和铰接部222,两条所述托板连杆220的铰接部222分别转动铰接于所述托板件210的前后两侧、且转动轴向均沿前后方向设置。
48.两个托板连杆220相互平行,两个所述固接部221分别与两个所述循环驱动组件100左右平齐的一对驱动部110固定连接。所述托板连杆220的长度方向垂直于所述运动轨迹、且与所述运动轨迹设于同一平面。
49.所述托板组件200有多个,多个所述托板组件200沿所述循环驱动组件100的运动轨迹设置,所述托板组件200的两个固接部221分别与两个所述循环驱动组件100的驱动部110一一对应。
50.所述循环装置有多个,多个所述循环装置沿前后方向排列设置。相邻的两个所述循环装置设有两对左右交错设置的循环驱动组件100,设于前后两端的两个所述循环驱动组件100沿前后方向相互对齐,另外两个循环驱动组件100沿前后方向相互对齐、且两个所述主动链轮120同轴固定连接。
51.所述循环驱动单元150设有与其中一个所述主动链轮120传动连接、并使所述主动链轮120转动的转动驱动端。考虑到便于控制输送的速度和准确度,本实施例中的循环驱动单元150采用伺服电机,在其他一些实施中,所述循环驱动单元150可为步进电机或气动马达等旋转驱动元件。
52.所述循环装置的旁侧转动安装有同步轴500,所述同步轴500的转动轴向沿前后方向设置。多个所述循环装置前后两端的两个主动链轮120分别与所述同步轴500的前后两端同步连接。所述同步轴500与两个主动链轮120之间的同步连接可以采用齿轮传动、链传动、带传动或蜗轮蜗杆传动等传动方式。
53.所述烘干装置400包括隔热罩体410和热风机420。所述隔热罩体410笼罩包裹所述多个循环装置,所述热风机420设于所述隔热罩体410的旁侧,所述热风机420设有沿前后方向设置的进风口421和出风口422,所述进风口421和出风口422分别与所述隔热罩体410左右两侧相连通。所述隔热罩体410还设有循环风道411,所述进风口421和出风口422设于所述隔热罩体410的前侧,所述循环风道411设于所述隔热罩体410的后侧,所述循环风道411的两端分别与所述隔热罩体410的左右两侧相连通。
54.所述送板装置300设有输送驱动构件320和多个输送组件。所述输送组件包括多条轴向沿左右方向设置的输送辊330,多条所述输送辊330沿前后方向排列,多个所述输送组件的输送辊330同步连接,所述输送驱动构件320设有与所述输送辊330传动连接、并使所述输送辊330转动的送板驱动端。
55.考虑到工作环境的温度和湿度,本实施例中的输送组件为输送辊330组,所述输送驱动构件320采用伺服电机通过链条组件带动各个输送辊330组。在另外一些实施例中,所述输送组件可以是传送带或链板输送构件等;所述输送驱动构件320可以采用伺服电机、步
进电机或气动马达等旋转驱动元件,通过齿轮传动、带传动或蜗轮蜗杆传动来带动所述输送组件。
56.多个所述输送组件沿前后方向排列、使所述送板装置300具有用于承载和输送外来物料的输送面,所述输送组件之间设有可供所述托板组件200活动的避空间隙310。
57.所述送板装置300有两个,两个所述送板装置300分别设于所述上升段和下降段的下端旁侧。所述隔热罩体410的前后两侧分别设有出料口413和入料口412,所述入料口412和出料口413分别与两个所述送板装置300前后对齐。
58.参照图1至图8,在使用本发明的立式板材烘干机进行板材烘干时:所述循环驱动单元150带动所述主动链轮120转动,使得所述闭环链条140沿其运动路径运动,所述闭环链条140上的驱动部110沿其运动轨迹循环运动。各个主动链轮120之间相互固定连接或通过同步传动构件160同步转动,使得多个循环驱动组件100同步动作,带动多组前后平齐的托板组件200运动。同一托板组件200上的两条托板连杆220始终相互平行,所述托板件210与两条托板连杆220以及对应的两个驱动部110形成平行四边形连杆机构,使得所述托板件210沿所述运动轨迹的外侧运动。
59.这时,将板材从所述入料口412进行输送。与所述入料口412对齐的送板组件通过所述输送驱动构件320带动输送辊330,使得板材由后往前输送到分别设于送板组件上下两侧的托板件210之间。然后,所述托板件210将送板组件上的板材托起,沿所述运动轨迹进行输送。
60.被所述托板件210托起的板材先后经过所述上升段、过渡段和下降段,然后被放置承托在下降段下端的送板组件上,通过所述送板组件将板材由后往前从出料口413送出。
61.通过所述送板组件将多件板材逐一送入所述循环装置,使得前后对齐的多个托板组件200的托板件210能够将板材托起输送。在板材沿所述驱动部110的运动轨迹进行输送时,所述热风机420将高温热风从出风口422吹入所述隔热罩体410的左侧,热风在隔热罩体410内循环,对板材进行加热烘干,再从入风口回到所述热风机420内进行加热。
62.以上对本发明的较佳实施方式进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。