热熔孔型换热装置
1.本发明涉及的是一种换热装置,具体是一种热熔孔型换热装置。
背景技术:
2.现在市场上换热装置通过金属管给气体、液体或固体物料进行导热加热或冷却。换热装置有箱式的,滚筒式的。换热装置中金属管开口的两端固定焊接在换热仓的仓体上,滚筒状仓体是圆形马鞍状的,金属管管头状是平面的,马鞍状的圆形仓体和金属管管体焊接后不是平面的。薄金属板的仓体对焊接工艺要求高,薄仓体不易焊接。金属管和仓体的焊接处在金属管的颤抖晃动应力作用下,金属管和仓体之间焊接处极易产生损伤而泄漏,泄漏点不易检查更不易修补,直接造成了换热装置的报废不能使用。
3.为了使换热仓仓体和金属管之间具有高抗力和高抗扭力的性能,只有提换热仓仓体的金属板厚度来增加仓体和金属管的连接面积,这样厚金属板仓体的换热装置的制作成本增加。
4.中国专利文献公开号cn105222543b滚筒式真空干燥机由加热换热装置(公开号cn105276971b)、后支架、真空机组、加热装置、驱动装置、导气管、滚道、前支架、底盘、车轮、导管和托轮组成。中国专利文献公开号cn105276971b加热换热装置由外壳、内仓(内仓相当于本技术的换热仓)和导热工质组成。外壳包在内仓的外面,内仓由仓体、散热立管、密封盖、传导轴和螺旋叶片组成。内仓大头一端的仓体上的传导轴可以带动内仓旋转起来。散热立管的两端插在内仓的仓体上的对应孔口内;将散热立管和内仓的仓体上的结合位置焊接为一个整体。
5.中国专利文献公开号cn105276971b加热换热装置的内仓仓体和散热立管的连接就存在上述问题,需要对cn105276971b加热换热装置的内仓做进一步的设计改进,来提高内仓(换热仓)的使用寿命。
技术实现要素:
6.本发明要解决的问题是克服现有技术存在的不足,提供了一种热熔孔型换热装置。
7.为了到达上述目的,本发明通过下述技术方案实现的:一种热熔孔型换热装置包括换热仓,金属管。
8.所述的换热仓是滚筒式的,或者是箱式的。
9.所述的换热仓的仓体制作材质是金属板,金属板的厚度为1~8mm,仓体的厚度为1~8mm。
10.所述的换热仓的加工制作和市场上常规的换热仓的加工制作是一样的,本技术就不详细介绍。将金属板经过切割,焊接,抛光,检查等加工制作换热仓。换热仓的长度和高度根据产品需要设计大小。
11.所述的换热仓上有进料口和出料口。
12.所述的换热仓的仓体上有热熔孔,热熔孔突出在仓体上面的部分是凸台,热熔孔
突出在仓体下面的部分是锥套。
13.所述的热熔孔的孔径和金属管的直径大小一样;热熔孔与热熔孔的间距为50—200mm。
14.热熔钻工艺是在金属板上一次加工出孔和锥套的无屑加工技术,在仓体上制作热熔孔时:一、启动热熔钻设备上的电机,电机带动热熔钻旋转工作。
15.二、当热熔钻和仓体的金属板接触时,高的转速(1000~3500)和适当的轴向推力(进给力)使热熔钻头和仓体之间发生剧烈摩擦,瞬间达到摄氏650
°
~750
°
的温度。
16.三、通过热熔钻头的旋转和下压,被挤压的那部分金属沿着圆孔朝上下延伸,在仓体的上挤压出热熔孔,在仓体的上表面挤压出的是热熔孔的凸台,在仓体的下表面挤压出的热熔孔的锥套,锥套是锥状的。
17.所述的热熔孔的孔长度是初始仓体厚度的3~4倍;热熔孔的孔长度是3~30mm,热熔孔的孔径是18~48mm。
18.所述的热熔孔和仓体是一体的,锥状的锥套的厚壁层具有高抗力和高抗扭力的性能,具有热熔孔的仓体的金属板达到以前普通切割孔的3~4倍厚度的金属板的作用,减少了换热仓的金属板使用量,降低了换热仓的重量。
19.所述的金属管的两端是开口,金属管的直径是18~48mm,金属管是光管的金属管,或者是管上有翅片的金属管。
20.所述的金属管的两端插在换热仓的仓体上下对应热熔孔内,金属管外面紧紧贴合在热熔孔的孔面上,金属管的管头和热熔孔固定焊接为一体。
21.所述的金属管和金属管的管间距为50—200mm。
22.所述的金属管的管头和热熔孔的凸台固定焊接为一体,焊接后的金属管的管头和热熔孔的凸台之间是密封不透气的。热熔孔的凸台有一定的宽度和厚度,有热熔孔的仓体对焊接工艺要求不高。
23.热熔孔凸台的上面是水平平面的,金属管管头状是平面的,热熔孔的凸台和金属管管头焊接后的焊接处是平面的。
24.所述的金属管两端由热熔孔的锥套支撑固定。
25.在热熔孔中的金属管端在热熔孔锥套的厚壁层的支撑作用下,金属管具有了高抗力和高抗扭力的性能。所以,金属管和热熔孔凸台之间的焊接处在金属管的颤抖晃动应力作用下不会产生损伤,提高热熔孔型换热装置的使用期。
26.换热过程中的热熔孔型换热装置是固定静止不动的,固定静止不动的热熔孔型换热装置适合气体、液体的导热换热;或者是热熔孔型换热装置在旋转装置的带动下可以旋转运动,旋转运动的热熔孔型换热装置适合固体物料的导热换热。
27.给固体物料进行导热换热的热熔孔型换热装置的换热仓内安装上螺旋叶片,旋转中的热熔孔型换热装置的换热仓上的螺旋叶片是可以推动固体物料从换热仓的进料口向出料口前进,或者是随着换热仓的正转推动固体物料搅拌翻料,换热仓的发转推动固体物料排料。换热后的固体物料从换热仓的出料口排出。
28.本技术的热熔孔型换热装置和市场上的中国专利文献公开号cn105222543b滚筒式真空干燥机、加热换热装置(公开号cn105276971b)的换热流程是一样的,本技术热熔孔型换热装置的换热流程介绍如下:
一、加热仓上面有导热进口和导热出口,加热仓内有导热介质。导热介质通过外设的加热装置或制冷装置加热或制冷后,导热介质通过加热仓的导热进口和导热出口进出加热仓;加热装置或制冷装置也可以给加热仓内的导热介质直接加热或制冷。
29.所述的导热介质是水,或者是导热油,或者是蒸汽,或者是气体。
30.二、气体、液体或固体物料通过热熔孔型换热装置的换热仓的进料口进入换热仓。
31.三、加热仓在热熔孔型换热装置的外面,加热仓内的导热介质通过换热仓仓体上金属管管口进入到金属管内部。
32.四、导热介质携带的热能或冷能通过换热仓的仓体和金属管给换热仓内的气体、液体或固体物料进行导热加热或冷却。
33.五、换热加工好的气体、液体或固体物料从换热仓的出料口排出。
34.本发明与现有的换热装置相比有如下有益效果:一种热熔孔型换热装置包括换热仓,金属管。金属管的两端插在换热仓的仓体上下对应热熔孔内,金属管的管头和热熔孔的凸台固定焊接为一体。热熔孔的凸台有一定的宽度和厚度,有热熔孔的薄金属板的仓体对焊接工艺要求不高。在热熔孔中的金属管端在热熔孔锥套的厚壁层的支撑作用下,金属管具有了高抗力和高抗扭力的性能,金属管和热熔孔凸台之间的焊接处在金属管的颤抖晃动应力作用下不会产生损伤,提高热熔孔型换热装置的使用期。
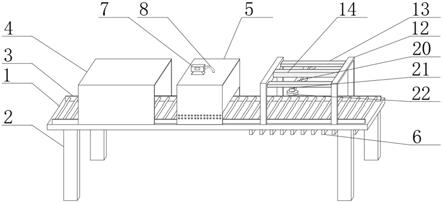
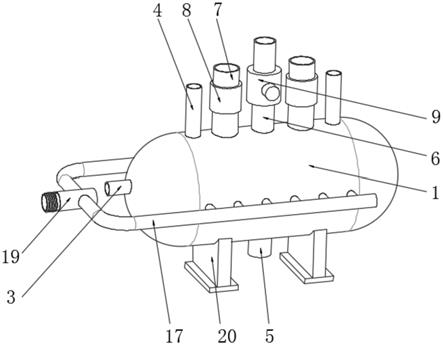
35.附图说明:图1、为本发明滚筒式热熔孔型换热装置的结构示意图;图2、为本发明热熔孔型换热装置的仓体和金属管的结构示意图;图3、为本发明滚筒式热熔孔型换热装置的换热流程示意图;图4、为本发明箱式热熔孔型换热装置的结构示意图;图5、为本发明箱式热熔孔型换热装置的换热流程示意图。
36.图中:1、换热仓,2、金属管,3、仓体,4、热熔孔,5、出料口,6、进料口,7、导热介质,8、焊接处,9、凸台,10、锥套,11、加热仓,12、导热出口,13、导热进口,14、传动轴。
37.具体实施方式:下面结合附图和实施例对本发明做进一步的说明。
38.实施例1:如图1,图2所示的一种热熔孔型换热装置包括换热仓1,金属管2,螺旋叶片。
39.所述的换热仓1的仓体3制作材质是金属板,仓体3厚度为5mm。
40.所述的换热仓1的长度是2800mm,高度是800mm。
41.所述的换热仓1是滚筒式的;换热仓1是单锥状的滚筒。换热仓1上有出料口5,物料通过出料口5进出换热仓1。
42.所述的换热仓1的仓体3上有热熔孔4,热熔孔1突出在仓体3上面的部分是凸台9,热熔孔1突出在仓体3下面的部分是锥套10。
43.所述的热熔孔4与热熔孔4的间距为80mm。
44.在仓体3上制作热熔孔4时:一、启动热熔钻设备上的电机,电机带动热熔钻旋转工作。
45.二、通过热熔钻头的旋转和下压,被挤压的那部分金属沿着圆孔朝上下延伸,在仓体3的上挤压出热熔孔4,热熔孔4和仓体3是一体的。
46.三、在仓体3的上表面挤压出的是热熔孔4的凸台9,在仓体3的下表面挤压出的热熔孔4的锥套10。
47.所述的热熔孔4的孔长度是16mm,热熔孔4的孔径是32mm。
48.所述的金属管2的两端是开口,金属管2是管上有翅片的金属管。
49.所述的金属管2的直径是32mm,金属管2的长度是800mm。
50.所述的金属管2的两端插在换热仓1的仓体3上下对应热熔孔4内,金属管2的两端外面紧紧贴合在热熔孔4的孔面上,金属管2和热熔孔4固定焊接为一体。
51.所述的金属管2和金属管2的管间距为80mm。
52.所述的金属管2的管头和热熔孔4的凸台9固定焊接为一体,焊接后的金属管2的管头和热熔孔4的凸台9之间是密封不透气的。
53.热熔孔4凸台9的上面是水平平面的,金属管2管头状是平面的,热熔孔4的凸台9和金属管2管头焊接后的焊接处8是平面的。
54.所述的金属管2的两端由热熔孔4的锥套10支撑固定,金属管2的两端和锥状的锥套10固定为一体。
55.如图1,图2,图3所示的本技术的热熔孔型换热装置的换热流程如下:换热过程中的热熔孔型换热装置是在外设驱动装置经传动轴14带动下旋转运动的。
56.一、导热介质7通过外设的加热装置加热后,导热介质7通过加热仓11的导热进口13和导热出口12进出加热仓11;导热介质7是导热油。
57.二、固体物料通过换热仓1的出料口5进入换热仓1后,启动外设驱动装置,换热仓1在传动轴14带动下正转,螺旋叶片随着换热仓的正转推动固体物料搅拌翻料。
58.三、加热仓11在换热仓1的外面,加热仓11内的导热介质7通过热熔孔型换热装置的金属管2管口进入到金属管2内部。
59.四、导热介质7携带的热能通过换热仓1的仓体3和金属管2给换热仓1内的固体物料进行导热加热。
60.五、加热加工好固体物料后,关停驱动装置。
61.六、重新启动外设驱动装置,换热仓1是在传动轴14带动下反转,螺旋叶片随着换热仓的发转推动固体物料排料,物料从换热仓1的出料口5排出。
62.实施例2:如图4,图2所示的一种热熔孔型换热装置包括换热仓1,金属管2。
63.如图4,图2所示的本实施例2的箱式的热熔孔型换热装置与实施例1所介绍的滚筒式的热熔孔型换热装置的结构的相同之处就不再重述介绍。
64.所述的换热仓1是箱式的;换热仓1的长度是1800mm,高度是1200mm,宽度是800mm。
65.所述的换热仓1是滚筒式的,换热仓1上有进料口6和出料口5。
66.所述的换热仓1的仓体3上有热熔孔4,热熔孔1突出在仓体3上面的部分是凸台9,热熔孔1突出在仓体3下面的部分是锥套10。
67.所述的金属管2的两端插在换热仓1的仓体3上下对应热熔孔4内,金属管2的两端外面紧紧贴合在热熔孔4的孔面上,金属管2和热熔孔4固定焊接为一体。
68.所述的金属管2的管头和热熔孔4的凸台9固定焊接为一体,焊接后的金属管2的管头和热熔孔4的凸台9之间是密封不透气的。
69.如图4,图2,图5所示的本技术的箱式的热熔孔型换热装置的换热流程如下:换热过程中箱式的热熔孔型换热装置可以是固定静止不动的。
70.一、导热介质7通过外设的加热装置加热后,导热介质7通过加热仓11的导热进口13和导热出口12进出加热仓11;导热介质7是导热油。
71.二、气体通过换热仓1的进料口6进入换热仓1。
72.三、加热仓11在换热仓1的外面,加热仓11内的导热介质7通过热熔孔型换热装置的金属管2管口进入到金属管2内部。
73.四、导热介质7携带的热能通过换热仓1的仓体3和金属管2给换热仓1内的气体进行导热加热。
74.五、加热后的气体从换热仓1的出料口5排出。
75.以上实施例只是用于帮助理解本发明的制作方法及其核心思想,具体实施不局限于上述具体的实施方式,本领域的技术人员从上述构思出发,不经过创造性的劳动,所做出的变化,均落在本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。