1.本发明涉及高炉精料技术领域,具体涉及一种多热源耦合加热块矿的烘干装置及烘干方法。
背景技术:
2.众所周知,高炉的精料技术水平对炼铁技术经济指标影响高达70%,精料是强化高炉冶炼,实现高产、优质、低耗的物质基础。稳定原料化学成分、重视原料整粒、降低粉末率及含水率等都有利于高炉的顺行,节约炼铁能耗。
3.当前主流的炉料结构为高碱度烧结矿 块矿或酸性球团矿,而提高其中块矿的配比,成为缩短工艺流程、降低环境污染、稳定高炉炉况、减少生产成本的有效措施。
4.然而,由于块矿通常未经精细化处理直接从矿山运送至炼铁厂,矿石的粒度不均,其中细粉和粘土含量占25%~30%,含水量约6%~10%。特别是进口块矿,采用水路运输,距离远,露天堆存,在物流各环节都易造成块矿含水率增加,使得其黏度大、含粉高的特点更加明显,在使用过程中易粘接皮带和料仓,堵塞筛孔,筛分效果不理想;进而致使块矿表面粘附的粉矿进入高炉,影响高炉透气性和炉况稳定;同时炉内脱附的微细粉矿或随高炉煤气吹出进入炉尘而不参与冶炼,块矿中过多的水量降低了煤气能量的再利用。
5.为了保证高炉入炉精料质量,目前钢铁厂主要采取块矿烘干
‑
筛分技术来解决上述问题。其中使用的块矿烘干
‑
筛分系统由燃烧炉,空气、煤气管路,烘干机,输送及筛分系统,烟气处理及排烟系统组成;其中烘干机种类较多,包括转筒烘干机、球团竖炉、球团烘干机及其它。专利cn201320640715.4、cn 201520859157.x和cn201520865318.6介绍了高炉块矿成套烘干装置,均采用转筒烘干机。文献《竖炉烘干块矿生产实践》提出采用生产球团的竖炉,在停炉阶段烘干块矿。专利cn 201710861964.9介绍了一种降低块矿含粉率的装置和方法,主要是利用烧结机高温段烟气的余热来烘干块矿并进行烟气循环利用。
6.然而,在普遍应用的块矿烘干
‑
筛分技术的运行过程中,存在以下问题:转筒烘干机处理量大(600t/h),但热风仅与块矿物料表面接触,气
‑
固换热效率低,能量消耗较高;对于处理所产生的高温粉尘,采用喷淋泡沫除尘所产生泥浆,不仅需要进行沉淀排放,而且增加工序空间和排放难度;在运行时,由于密封等问题,烘干产生的粉尘极易污染环境。而球团竖炉与球团烘干机的改造过程中都存在场地小、运输与转运难度高、粉尘污染严重、烘干不均匀等问题。
技术实现要素:
7.本发明的第一方面提供一种利用多热源耦合加热块矿的烘干装置。利用该烘干装置可显著提高气
‑
固换热效率,大幅降低能耗;同时该装置可防止粉尘逃逸,除尘效率更高。
8.本发明提供的多热源耦合加热块矿的烘干装置,包括:烧结台车、点火保温炉及微波加热单元;其中:
9.所述点火保温炉布设于所述烧结台车料层前段的上方,其布设高度应满足所述点
火保温炉的火焰外焰与所述烧结台车料层的上层物料实现接触加热的要求;
10.所述微波加热单元布设于所述烧结台车料层后段的两侧;
11.所述点火保温炉与所述微波加热单元的热辐射区域覆盖所述烧结台车的整个料层。
12.本发明加大烧结机原有点火保温炉的热辐射区域,同时配以微波热源辅助,通过多热源煤气燃料与微波的耦合加热烘干,可减少对料层上部的持续加热时间,避免块矿过干燥、能源浪费;同时在中上部高温热风干燥基础上,利用外场微波加热对料层下部块矿物料提供二次辅助热源,保证其获得充足的所需热量。
13.本发明首次提出利用钢铁厂欲淘汰的烧结机作为高炉精料用块矿烘干设备,既能够使旧装置发挥新功能,又提高了块矿烘干效率,满足在线连续供给大型高炉高质量块矿的要求。
14.优选地,所述点火保温炉与所述微波加热单元的热辐射长度比例为(1
‑
2):1。通过控制两种热源的热辐射区域,可在提高气
‑
固换热效率、保证烘干效果的前提下,大幅降低能耗,避免了能源的浪费。
15.优选地,所述点火保温炉的布设高度应满足所述点火保温炉的火焰外焰与烧结台车料层的上层物料实现接触加热的要求,从而可以更少的能耗达到块矿烘干效果。
16.本发明所述的烘干装置还包括控制系统;所述控制系统包括后台控制中心、空气及煤气流量控制器、空气及煤气供应装置,以及非接触式红外水分检测仪;其中:
17.所述空气及燃气供应装置通过所述空气及煤气流量控制器与所述点火保温炉相连;
18.所述非接触式红外水分检测仪设置于所述烧结台车的料层的下层;
19.所述后台控制中心与所述空气及煤气流量控制器、所述非接触式红外水分检测仪电连接。
20.所述控制系统的工作原理为:利用非接触式红外水分检测仪监测料层的下层块矿物料水分变化,并将采集信息传至后台控制中心,后台控制中心计算后将所需空气量和煤气量传至空气及煤气流量控制器进行调控,从而合理控制烘干烟气流量,产生合适的烟气温度,既能保障烘干效果又避免能源浪费。
21.优选地,所述非接触式红外水分检测仪至少设置于料层的首尾两端及所述点火保温炉与所述微波加热单元的热辐射交汇处;通过此设置安排,既保证以水分数据采集的准确性,同时又避免因仪表过多造成的浪费。
22.本发明中,所述非接触式红外水分检测仪是通过孔洞安装在烧结台车的料层的下层。
23.除上述单元设备外,所述烘干装置还包括布料单元、抽风除尘系统及筛分单元;其中:
24.所述布料单元包括反射板或多辊布料器;优选地,所述布料单元的布料角度为45%~60%,以满足实现块矿粒度预分级,使料层上部粒度小,料层下部粒度大,保证料层初始透气性良好。同时,在烘干过程中,由于受到负压抽风作用,料层上部的微细粒粉尘和水分会因透气性良好而随气流向下运动进入料层下部,由于下部的粗颗粒块矿之间孔隙大,粉尘与水分的吸附与沉降对其透气性影响较小,保证了烘干效率。
25.所述抽风除尘系统包括风箱、电除尘器及主抽风机;所述电除尘器优选为干式电除尘器。研究表明,风箱在主抽风机作用下,为负压抽风,风箱与烧结机之间的密封问题会产生空气抽入风箱,而不会产生粉尘扩散逃逸,造成环境污染;块矿烘干烟气的特点是温度波动大以及烟气含湿量大,由其特点决定,选择现有烧结机配套的电除尘技术,净化效率高,运行费用低;更优选干式电除尘器,不会产生除尘废水,造成二次污染,无需建水处理和污泥处理系统。
26.所述筛分单元包括震动筛。研究发现,采用本发明所述的烘干装置时,为了使底层块矿烘干,上层块矿须更加干燥,结果显示料层上、中、下部块矿的水分分布不均匀但仍达标;而通过筛分处理,可以起到混匀、中和作用,即较干燥与普通干燥块矿融合一体,最终达到块矿均匀烘干,解决了现有烘干不均匀问题。
27.优选地,所述震动筛的尺寸为5mm;经过筛分, 5mm块矿产品输送到高炉块矿储矿槽,
‑
5mm粉料返回烧结原料仓。
28.本发明第二方面提供一种利用多热源耦合加热块矿的烘干方法,其利用上述烘干装置对块矿进行耦合加热。
29.在传统烧结工艺中,烧结混合料含燃料,只需一个点火保温炉进行点火保温,使表层燃料燃烧,再靠抽风作用向下传递热量使下层燃料燃烧,直至烧结完成。
30.而本发明首次提出利用淘汰类烧结机对块矿进行烘干,块矿物料中不含燃料,料层中无热量生成,在由烧结机头移动至烧结机尾的烘干过程中,通过点火保温炉与微波加热单元的耦合作用烘干块矿。该方法实现了局部单元物料固定与整体单元移动相结合的烘干方式,气体热源穿过块矿料层,充分接触,提高了气
‑
固换热效率。
31.同时,也实现了废弃烧结系统与装备的再利用,提高烧结机利用系数与生产率,而且块矿物料在移动床中进行烘干,满足了在线连续供给大型高炉高质量块矿的要求。
32.此外,由于采用满足环保要求的烧结系统,其抽风装置密封性好,可防止粉尘逃逸,除尘设备齐全,烟气除尘效率高。
33.本发明所述耦合加热分为:前段料层加热和后段料层加热;
34.对于前段料层加热,以点火保温炉的煤气燃烧热量作为热源,对布设于烧结台车料层中上层块矿进行烘干;
35.对于后段料层加热,以经布设于烧结台车料层上层高温物料换热所得的热风为主热源,以微波加热单元提供的微波热源作为辅助热源,对布设于烧结台车料层中下段的物料进行烘干;
36.所述热风是由抽风除尘系统抽入的冷空气经料层上层高温物料换热所得到的。
37.本发明通过煤气燃烧热源、热风热源、微波热源的协同作用,实现多热源耦合加热烘干块矿物料的目的,可有效减少料层上层物料持续加热时间,降低块矿干燥度,同时保证块矿物料获得充足的所需热量,满足烘干要求。
38.所述点火保温炉的外焰温度为800
‑
1100℃,优选900
‑
1000℃。
39.所述微波加热单元的工作频率为2450mhz,输出功率100
‑
150kw。
40.在传统烧结工艺中,从点火保温结束至烧结完成的过程中,靠抽风负压作用持续吸入新鲜空气,起到提供氧气、传递热量、冷却上层烧结矿等作用。本发明利用这一技术,利用吸入的冷空气与上方高温块矿热交换形成的热空气为辅助热源,对中下层湿块矿进行烘
干,与微波热源协助作用,配合主热源烘干,可大大降低块矿整体烘干能耗,提高经济效益。
41.所述抽风除尘系统的抽风负压为7
‑
10kpa,优选8
‑
9kpa。
42.所述烘干方法还包括系统控制;所述系统控制为:利用非接触式红外水分检测仪采集料层下层前、中、后部的块矿物料的水分数据;根据水分数据变化情况,后台控制中心调控抽风负压、微波加热功率及空气及煤气流量。
43.所述系统控制的具体调控步骤为:
44.设定料层下层前、中、后部的块矿物料的水分数据分别为x1、x2、x3;
45.若x2达标,后台控制中心启动抽风;若x2不达标,则启动微波加热;
46.若x3偏高,提高微波加热强度;若x3偏低,则降低空气及煤气流量。
47.本发明通过上述系统控制的调控,可以更少的能耗高效完成块矿烘干处理,避免能源浪费。
48.所述烘干方法还包括布料;所述布料采用偏析布料方式,以保证料层良好的透气性,弱化料层上层物料烘干所产生的粉尘和水分对下层物料的影响。优选地,所述料层的厚度为500
‑
700mm。
49.所述烘干方法还包括筛分;通过筛分去除多余的粉尘,并实现块矿的混匀、中和作用。
50.本发明的有益效果如下:
51.(1)本发明创新性提出采用钢铁厂预淘汰的烧结系统与装备进行高炉精料用块矿烘干的方法和装置,旧装置发挥新功能,提高块矿产品生产率,满足在线连续供给大型高炉高质量块矿的要求。
52.(2)本发明采用现有满足环保要求的烧结系统,负压抽风,防止粉尘逃逸,除尘设备齐全,烟气除尘效率高。
53.(3)本发明采用布料设备对块矿进行偏析布料,保证料层透气性良好,弱化料层上部物料烘干所产生的粉尘和水分对下部物料的影响。
54.(4)本发明采用红外水分检测仪快速测定不同料层高度物料水分,并及时反馈给点火炉所需煤气与助燃空气流量控制器,以合理控制烘干烟气流量、烟气温度,避免能源浪费;本发明最终以更少的能源消耗使块矿含粉率降至5%以下,含水率降至2%~4%以下,满足高炉精料要求。
55.(5)在本发明中,只用原始块矿作为原料,无需添加燃料、熔剂等助剂,无需混匀、制粒等工序;相比现有烘干方式,大大节约了烘干成本,且简化操作。
附图说明
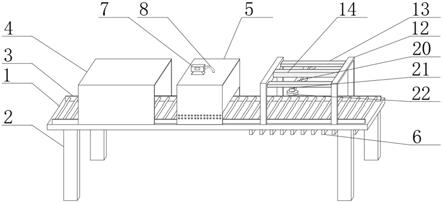
56.图1为本发明所述烘干装置的烘干系统结构示意图。
57.图中:1
‑
块矿料仓,2
‑
布料器(反射板或多辊布料器),3
‑
烧结台车,4
‑
空气及燃气供应装置,5
‑
空气及煤气流量控制器,6
‑
点火保温炉,7
‑
非接触式红外水分检测仪,8
‑
孔洞,9
‑
微波加热单元,10
‑
5mm震动筛,11
‑
成品仓。
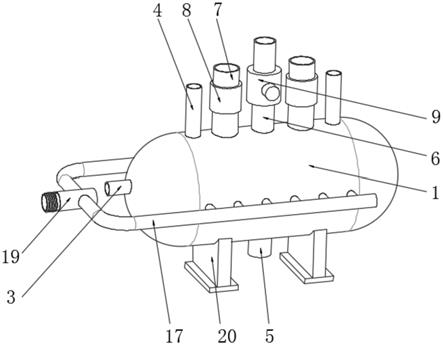
58.图2为本发明所述的烘干装置辅助热源的结构示意图;(a)为俯视图;(b)为侧视图。
59.图3为本发明所述的烘干装置的抽风除尘系统结构示意图。
60.图中:12
‑
风箱,13
‑
干式电除尘器,14
‑
主抽风机。
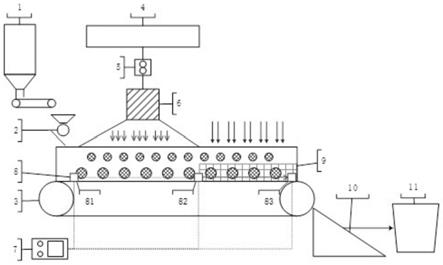
61.图4为本发明所述的烘干装置的控制系统的工作示意图。
具体实施方式
62.以下实施例用于说明本发明,但不用来限制本发明的范围。
63.以下实施例和对比例中所用煤气为转炉煤气,其热值为7678kj/m3。
64.实施例1
65.本实施例提供一种烘干装置,如图1
‑
3所示,包括:烧结台车3、点火保温炉6及微波加热单元9;其中:
66.所述点火保温炉布设于所述烧结台车前段的上方;
67.所述微波加热单元布设于所述烧结台车后段的两侧;
68.所述点火保温炉与所述微波加热单元的热辐射区域覆盖所述烧结台车的整个料层。所述点火保温炉与所述微波加热单元的热辐射区域比例为(1
‑
2):1。
69.所述点火保温炉的布设高度应满足所述点火保温炉的火焰外焰与烧结台车料层的上层物料实现接触加热的要求。
70.本发明所述的烘干装置还包括控制系统;所述控制系统包括后台控制中心、空气及煤气流量控制器5、空气及煤气供应装置4,以及非接触式红外水分检测仪7;其中:
71.所述空气及燃气供应装置通过所述空气及煤气流量控制器与所述点火保温炉相连;
72.所述非接触式红外水分检测仪设置于所述烧结台车的料层的下层;
73.所述后台控制中心与所述空气及煤气流量控制器、所述非接触式红外水分检测仪电连接。
74.所述非接触式红外水分检测仪至少设置于料层的首尾两端及所述点火保温炉与所述微波加热单元的热辐射交汇处。
75.所述非接触式红外水分检测仪是通过孔洞8安装在烧结台车的料层的下层。
76.除上述单元设备外,所述烘干装置还包括布料单元、抽风除尘系统及筛分单元;其中:
77.所述布料单元包括反射板或多辊布料器2;优选地,所述布料单元的布料角度为45%~60%。
78.所述抽风除尘系统包括风箱12、电除尘器13及主抽风机14;所述电除尘器优选为干式电除尘器。
79.所述筛分单元包括震动筛10。
80.所述震动筛的尺寸为5mm;经过筛分, 5mm块矿产品输送到成品仓11,
‑
5mm粉料返回烧结块矿料仓1。
81.实施例2
82.本实施例提供一种利用实施例1所述烘干装置的烘干方法。
83.具体实施步骤如下:
84.(1)1
‑
料仓的块矿经皮带运输与2
‑
反射板或多辊布料器布料,落入3
‑
淘汰型烧结机,在由烧结机头移动至烧结机尾的烘干过程中,实现局部单元物料固定与整体单元移动
相结合的烘干方式,气体热源穿过块矿料层,充分接触,气
‑
固换热效率高;
85.(2)4
‑
空气、煤气供应装置中煤气来源为烧结厂点火系统常用高热值煤气资源或钢铁厂内部低热值煤气资源,如天然气、焦炉煤气、转炉煤气或高炉煤气等;空气、煤气供应装置通过5
‑
流量控制器调控燃烧炉的煤气量,以产生特定的烟气温度;要求6
‑
点火保温炉产生火焰的外焰直接对台车的料层表面进行烘干作用,保证最佳换热效率,降低热损失;控制点火温度800
‑
1100℃,优选900
‑
1000℃;
86.(3)在台车栏板底部位置开若干8
‑
小孔洞,作为7
‑
非接触式红外水分检测仪探测点(该仪器专为管道中、料仓中的物料表面水分分析用),在台车移动过程中,设置三个检测点(81、82、83,水分为x1、x2、x3,),进行物料水分大数据收集,以便建立煤气流量控制、微波强度控制与水分关系,如图4所示;
87.(4)借助烧结机移动的特点,先用占烧结机面积1/2
‑
2/3点火保温炉的煤气燃烧作为热源烘干物料,再用冷空气与物料换热形成的热风加微波作为热源来烘干物料,以热风加热为主,微波加热为辅,起到双重加热效果;
88.优选的是,在不破坏块矿粒度情况下,尽量提高微波热量供应,充分利用微波具有快速加热、体积加热、选择加热、无污染、易控制等特点,反推回去,这样可适当降低高碳煤气燃料用量,实现绿色低碳生产;
89.(5)当底层块矿水分x3满足4%~5%水分时,整个料层块矿水分x1
‑
x2必定小于4%~5%,满足块矿烘干水分要求;
90.完成烘干的块矿送入10
‑
5mm震动筛,经过筛分, 5mm产品输送到高炉块矿储矿槽,
‑
5mm粉料返回烧结原料仓。
91.在筛分过程中,料层上、中、下部水分分布不均匀的块矿得以混匀,即较干燥与普通干燥块矿融合一体。
92.具体工艺参数如下:
93.以150m2烧结机为例,有效烧结长度50m,处理量250t/h;
94.采用九辊式布料器(角度45%~60%)进行块矿偏析布料,料层厚度550mm;抽风负压9kpa,点火保温炉的火焰温度为950
‑
1000℃,微波装置工作频率2450mhz,微波输出功率150kw;
95.结果显示:原始块矿水分含量8%,经烘干后,块矿水分含量降至4%。
96.实施例3
97.采用与实施例2相同的烘干方法,仅参数不同:
98.以150m2烧结机为例,有效烧结长度50m,处理量250t/h;
99.采用九辊式布料器(角度45%~60%)进行块矿偏析布料,料层厚度550mm;抽风负压9kpa,点火保温炉的火焰温度为850
‑
900℃,微波装置工作频率2450mhz,微波输出功率100kw;
100.结果显示:原始块矿水分含量6%,经烘干后,块矿水分含量降至3%。
101.能耗对比验证:
102.能耗用煤气消耗量进行表征,结果如下:
103.1、经计算,采用实施例1所述烘干装置及烘干方法处理块矿,其煤气消耗量为3663.46m3/h;而利用常规的转筒烘干机处理块矿,其煤气消耗量为4917.39m3/h。
104.2、经计算,采用实施例2所述烘干装置及烘干方法处理块矿,其煤气消耗量为5118.56m3/h;而利用常规的转筒烘干机处理块矿,其煤气消耗量为6454.68m3/h。
105.虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。