1.本实用新型涉及采用在金属制的传热层层叠了树脂制的热熔接层的叠层片等叠层材(叠层体)而制作的热交换器及其内散热片。
背景技术:
2.随着智能手机、个人电脑等电子设备的小型高性能化,涉及电子设备的cpu的发热对策也很重要,以往提出一种技术:根据机种的不同而组装入水冷式冷却器、热管,减轻对cpu等电子零部件的热负荷,并且,使热不闷在壳体内,由此避免热所带来的不良影响。
3.另外,搭载于电动车、混合动力车的电池模块由于反复进行充电和放电,电池包的发热变大。因此,电池模块与上述电子设备同样地提出有通过组装入水冷式冷却器、热管来避免热所带来的不良影响的技术。
4.而且,对于碳化硅(sic)制等的功率模块也同样地,作为发热对策,提出有组装冷却板、散热器等的对策。
5.在上述的智能手机、个人电脑那样的电子设备中,壳体薄,要在该薄壳体内有限的空间内组装入很多电子零部件、冷却器,所以,冷却器自身也采用薄型的。
6.以往,组装入小型的电子设备的热管等薄型的冷却器一般来说是通过钎焊、扩散接合等接合多个金属加工零部件来制作的,所述金属加工零部件是通过加工铝等传热性高的金属而得到的(专利文献1~3等)。
7.在先技术文献
8.专利文献
9.专利文献1:日本特开2015
‑
59693号公报
10.专利文献2:日本特开2015
‑
141002号公报
11.专利文献3:日本特开2016
‑
189415号公报
技术实现要素:
12.实用新型要解决的课题
13.但是,上述以往的小型电子设备用冷却器的各构成零部件是通过铸造、锻造等塑性加工、切削等除去加工等金属加工(机械加工)来制作的,这样的金属加工麻烦且制约也严格,所以,薄型化存在极限,存在难以在当前基础上进一步薄型化的课题。
14.另外,以往的小型电子设备用冷却器在接合各构成零部件时需要采用难易度高的钎焊、扩散接合等金属加工(金属间接合)来制作,存在不仅制作困难且生产效率降低、成本也增大的课题。
15.而且,以往的冷却器采用有制约的金属加工来制作,所以,无法简单地改变形状、大小,从而还存在缺乏设计的自由度、通用性欠缺的课题。
16.本实用新型的优选实施方式是鉴于关联技术中的上述和/或其它问题点而完成的。本实用新型的优选实施方式能够显著地提高现有的方法和/或装置。
17.本实用新型是鉴于上述的课题而完成的,其目的在于提供一种热交换器及其内散热片,能够谋求充分的薄型化,并且,设计的自由度高、通用性优良,而且,能够高效且简单地制作,还能够削减成本。
18.本实用新型的其它目的和优点从以下的优选实施方式可以明了。
19.用于解决课题的手段
20.为了解决上述课题,本实用新型具有以下的手段。
21.[1]一种热交换器,具有:设有入口和出口且具有一对对向壁的外包体、以及配置于所述一对对向壁之间且凹部和凸部交替连续设置的波状的内散热片,从所述入口流入的热交换介质通过所述外包体内的内散热片设置部而从所述出口流出,
[0022]
所述外包体由在金属制的传热层的内面侧设有树脂制的热熔接层的外包叠层材构成;
[0023]
所述内散热片由在金属制的传热层的两面侧设有热熔接层的内芯叠层材构成;
[0024]
所述内散热片形成为其凹部底壁和凸部顶壁相对于所述一对对向壁平行地配置且连结所述凹部底壁与所述凸部顶壁之间的立起壁相对于所述一对对向壁正交的方波形状;
[0025]
所述内散热片的凹部底面和凸部顶面与所述一对对向壁接合。
[0026]
[2]如[1]所述的热交换器,其中,构成为,在设所述内散热片的凹部底面的宽度为“w11”、凸部顶面的宽度为“w12”时,0.9≤w12/w11≤1.1的关系成立。
[0027]
[3]如[1]或[2]所述的热交换器,其中,构成为,在设所述内散热片的散热片间距为“pf”、散热片高度为“hf”时,pf/2=0.1hf~10hf的关系成立。
[0028]
[4]如[1]至[3]中任一项所述的热交换器,其中,所述外包体由在中间区域形成用于收纳所述内散热片的凹陷部的盘部件、以及配置成封闭所述盘部件的凹陷部的盖部件构成。
[0029]
[5]如[1]至[3]中任一项所述的热交换器,其中,所述外包体是将隔着所述内散热片而重叠的2片所述外包叠层材的外周缘部彼此接合一体化而形成的。
[0030]
[6]一种热交换器的内散热片,配置于设有入口和出口且具有一对对向壁的外包体的所述一对对向壁之间,供从所述入口流入的热交换介质通过并从所述出口流出,
[0031]
所述内散热片由在金属制的传热层的两面侧设有热熔接层的内芯叠层材构成;
[0032]
所述内散热片形成为如下的方波形状:凹部和凸部交替连续设置,其凹部底壁和凸部顶壁相对于所述一对对向壁平行地配置且连结所述凹部底壁与所述凸部顶壁之间的立起壁相对于所述一对对向壁正交;
[0033]
所述凹部底面和所述凸部顶面构成为与一对对向壁接合。
[0034]
实用新型效果
[0035]
根据实用新型[1]的热交换器,由于内散热片形成为方波形状,所以,连结凹部底壁与凸部顶壁之间的立起壁以相对于外包体的相对向的一对对向壁正交的状态配置很多个。因此,能够充分发挥内散热片作为加强部件的功能,能够确保高强度,所以,能够使形状相对于内压、外压稳定,能够提高动作可靠性,能够提高热交换性能。另外,在本实用新型的热交换器中,由于热熔接叠层材等来制作,所以,无需采用麻烦的金属加工,能够高效且简单地制作,能够削减成本,并且,能够谋求充分的薄型化。而且,在本实用新型的热交换器
中,由于作为外包体、内散热片的叠层材能够简单地改变其形状、大小,所以,能够增加设计的自由度、提高通用性。
[0036]
根据实用新型[2]的热交换器,由于内散热片相对于一对对向壁(两侧壁)的各接合面积大致相等,所以,能够使外压、内压在两侧壁均匀地分散而被平衡良好地承受,能够切实地防止外压、内压所带来的热交换器的变形等不良情况。
[0037]
根据实用新型[3]的热交换器,由于将散热片间距相对于散热片高度设定为特定的值,所以,既能够使热交换介质的流动性良好又能够确保相对于内压和外压充分的强度,能够进一步提高动作可靠性和热交换性能。
[0038]
根据实用新型[4][5]的热交换器,能够更切实地得到上述的效果。
[0039]
根据实用新型[6]的热交换器的内散热片,由于形成为方波形状,所以,通过采用内散热片来制作热交换器,能够切实地制作起到与上述实用新型的热交换器同样的效果的热交换器。
附图说明
[0040]
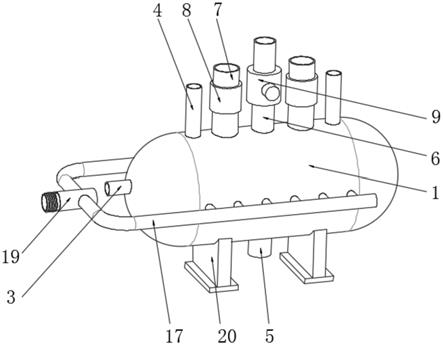
图1是表示本实用新型的热交换器的立体图。
[0041]
图2是表示第1实施方式的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图,图(c)是与图(a)的c
‑
c线剖面相当的正面剖视图。
[0042]
图3是分解表示第1实施方式的热交换器的立体图。
[0043]
图4是用于说明适用于第1实施方式的热交换器的外包体和内散热片的正面剖视图。
[0044]
图5是用于说明第1实施方式的内散热片的正面剖视图。
[0045]
图6是表示作为本实用新型的变形例的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图。
[0046]
图7是用于说明适用于比较例1的热交换器的内散热片的正面剖视图。
[0047]
图8是用于说明适用于比较例2的热交换器的内散热片的正面剖视图。
[0048]
图9是表示电池载置于本实用新型的热交换器的状态的立体图。
[0049]
图10是表示第2实施方式的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图,图(c)是与图(a)的c
‑
c线剖面相当的正面剖视图。
[0050]
图11是表示第3实施方式的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图,图(c)是与图(a)的c
‑
c线剖面相当的正面剖视图。
[0051]
标号说明
[0052]
1:外包体
[0053]
1a:一对对向壁
[0054]
10:盘部件
[0055]
11:凹陷部
[0056]
111:底壁(对向壁)
[0057]
15:盖部件
[0058]
151:上壁(对向壁)
[0059]
16:出入口
[0060]
2:内散热片
[0061]
25:凹部
[0062]
26:凸部
[0063]
51:传热层
[0064]
52:热熔接层
[0065]
61:传热层
[0066]
62:热熔接层
[0067]
l1:外包叠层材
[0068]
l2:内芯叠层材
[0069]
hf:散热片高度
[0070]
pf:散热片间距
[0071]
w11:凹部底面宽度
[0072]
w12:凸部顶面宽度
具体实施方式
[0073]
本实用新型的热交换器主要作为冷却车载用电池的冷却器而被采用,具有即使从外部施加大的压力也能耐受该外压的构成。
[0074]
<第1实施方式>
[0075]
图1~图3是表示第1实施方式的热交换器的图。在以下的说明中,为了易于理解实用新型,将图2(a)的左右方向(长度方向)作为“前后方向”进行说明,另外,将图2(a)的纸面上相对于前后方向垂直的方向作为“宽度方向”进行说明,而且,将图2(b)的上下方向作为“上下方向(厚度方向)”进行说明。
[0076]
如图1~图3所示,本第1实施方式的热交换器作为传热面板、传热管等而被采用,具有作为外壳(容器)的外包体1、收纳于外包体1的内部的内散热片(内芯材)2、以及收纳于外包体1的两端部内的一对(两侧)联管箱(header)(接头部件)3、3。
[0077]
外包体1由俯视为矩形状的盘部件10和俯视为矩形状的盖部件15构成。
[0078]
盘部件10由外包叠层材l1的成形品构成,除了外周缘部以外的中间区域整个区域采用拉深成形、挤压成形等冷成形的手法向下方凹陷形成,从而形成俯视为矩形状的凹陷部11,并且,在凹陷部11的开口缘部外周一体地形成向外方突出的凸缘部12。
[0079]
另外,盖部件15与盘部件10的凹陷部11的前后两端部相对应地形成一对出入口16、16。当然,在本实施方式中,一对出入口16中的一方的出入口16构成为入口,另一方的出入口16构成为出口。
[0080]
盘部件10和盖部件15由作为具有柔软性和挠性的叠层片的外包叠层材l1构成。
[0081]
如图4所示,外包叠层材l1具有金属(金属箔)制的传热层51、在该传热层51的一面(内面)经由粘接剂而层叠的热熔接性的树脂膜或热熔接性的树脂片制的热熔接层52、以及在传热层51的另一面(外面(外表面))经由粘接剂而层叠的耐热性的树脂膜或耐热性的树脂片制的保护层53。此外,在本实施方式中,“箔”这一术语以还包括膜、薄板、片的意思来采用。
[0082]
作为外包叠层材l1中的传热层51,能够适当地采用铜箔、铝箔、不锈钢箔、镍箔、镀
镍加工了的铜箔、由镍和铜箔构成的包层金属板等。其中,鉴于成本和热传导性而优选采用铝箔。
[0083]
而且,在铝箔中,优选采用纯铝、含有mn为1.0%~1.5%的al
‑
mn系合金、或者含有fe为0.7%~1.7%的al
‑
fe系合金。其中,鉴于成形性、相对于内压和外压的耐久性,尤其优选采用含有fe为0.7%~1.7%的al
‑
fe系合金。
[0084]
此外,在本实施方式中,“铜”、“铝”、“镍”、“钛”这样的术语以也包括它们的合金的意思来采用。
[0085]
传热层51也称为聚热层,采用厚度为8μm~300μm的层为宜,更优选地可以采用100μm以下的层。
[0086]
另外,传热层51通过实施化学转化处理等表面处理而能够进一步提高耐久性(传热层51的防腐蚀、与树脂的粘接性的提高等)。
[0087]
化学转化处理例如实施以下那样的处理。即,在进行了脱脂处理的金属箔的表面涂覆下述1)~3)中任一个的水溶液,然后干燥,从而实施化学转化处理。
[0088]
1)包括磷酸、铬酸、以及从由氟化物的金属盐和氟化物的非金属盐构成的组中选择的至少一种化合物的混合物的水溶液。
[0089]
2)包括磷酸、从由丙烯酸系树脂、壳聚糖衍生物树脂和酚系树脂构成的组中选择的至少一种树脂、从由铬酸和铬(iii)盐构成的组中选择的至少一种化合物的混合物的水溶液。
[0090]
3)包括磷酸、从由丙烯酸系树脂、壳聚糖衍生物树脂和酚系树脂构成的组中选择的至少一种树脂、从由铬酸和铬(iii)盐构成的组中选择的至少一种化合物、以及从由氟化物的金属盐和氟化物的非金属盐构成的组中选择的至少一种化合物的混合物的水溶液。
[0091]
对于上述转化皮膜,作为铬附着量(每单面)优选设定为0.1mg/m2~50mg/m2,尤其更优选地设定为2mg/m2~20mg/m2。
[0092]
作为热熔接层52,能够适当地采用由聚乙烯、聚丙烯等聚烯烃系树脂或者它们的改性树脂、氟系树脂、聚酯系树脂、聚氯乙烯树脂等构成的膜或片。其中,尤其优选采用由未拉伸聚丙烯(cpp)、线性低密度聚乙烯(lldpe)构成的膜或片。
[0093]
此外,作为热熔接层52,采用厚度为20μm~5000μm的层为宜,更优选地可以采用30μm~80μm的层。
[0094]
另外,作为保护层53,能够适当地采用由作为耐热性树脂的聚酯树脂(pes)、聚酰胺树脂(pa)等构成的膜或片。
[0095]
在此,作为构成保护层53的耐热性树脂,采用在对外包体1、内散热片2等进行热熔接处理时的加热温度下不熔化的树脂。作为该耐热性树脂,优选采用具有比热熔接性树脂的熔点高10℃以上的熔点的树脂,而且,尤其优选采用具有比热熔接性树脂的熔点高20℃以上的熔点的树脂。
[0096]
而且,作为保护层53,采用厚度为6μm~100μm的层为宜。
[0097]
另外,作为用于粘接构成外包叠层材l1的传热层51、热熔接层52和保护层53的各层间的粘接剂,能够适当地采用厚度为1μm~5μm的氨基甲酸酯系粘接剂、环氧系粘接剂、烯烃系粘接剂等。
[0098]
此外,在本实施方式中,作为构成外包体1的叠层材l1,采用3层结构的片,但不仅
限于此,在本实用新型中,也可以采用4层以上的结构的片。例如,可以在保护层与传热层之间介有其它层或者在传热层与热熔接层之间介有其它层,从而采用4层以上的结构的片。
[0099]
由以上的构成的外包叠层材l1构成外包体1的盘部件10和盖部件15。并且,如后面详述的那样,盖部件15以封闭盘部件10的凹陷部11的开口的方式安装于盘部件10,从而形成外包体1。
[0100]
此外,在本实施方式中,由盘部件10的凹陷部11的底壁(下壁)111和安装于盘部件10的盖部件15的与凹陷部11相对应的部分的顶壁(上壁)151构成一对对向壁。
[0101]
如图1~图4所示,收纳于外包体1的中空部(凹陷部)11内的内散热片2由作为具有柔软性或挠性的叠层片的内芯叠层材l2构成。
[0102]
如图4所示,内芯叠层材l2具有金属箔制的传热层61、以及在传热层61的两面经由粘接剂而层叠的树脂膜或树脂片制的热熔接层62、62。
[0103]
作为内芯叠层材l2中的传热层61,能够适当地采用铜箔、铝箔、不锈钢箔、镍箔、镀镍加工了的铜箔、由镍和铜箔构成的包层金属板等。其中,鉴于成本和热传导性而优选采用铝箔。
[0104]
而且,在铝箔中,优选采用纯铝、含有mn为1.0%~1.5%的al
‑
mn系合金、或者含有fe为0.7%~1.7%的al
‑
fe系合金。其中,鉴于成形性、相对于内压和外压的耐久性,尤其优选采用含有fe为0.7%~1.7%的al
‑
fe系合金。
[0105]
传热层61采用厚度为8μm~300μm的层为宜,更优选地可以采用100μm以下的层。
[0106]
作为热熔接层62,能够适当地采用由聚乙烯、聚丙烯等聚烯烃系树脂或者它们的改性树脂、氟系树脂、聚酯系树脂、聚氯乙烯树脂等构成的膜或片。其中,尤其优选采用由未拉伸聚丙烯(cpp)、线性低密度聚乙烯(lldpe)构成的膜或片。
[0107]
作为热熔接层62,采用厚度为20μm~5000μm的层为宜,更优选地可以采用30μm~80μm的层。
[0108]
另外,作为用于粘接构成内芯叠层材l2的传热层61和热熔接层62的各层间的粘接剂,与上述外包叠层材l1同样地,能够适当地采用厚度为1μm~5μm的氨基甲酸酯系粘接剂、环氧系粘接剂、烯烃系粘接剂等。
[0109]
此外,在本实施方式中,作为构成内散热片2的叠层材l2,采用3层结构的片,但不仅限于此,在本实用新型中,也可以采用4层以上的结构的片。例如,可以在热熔接层与传热层之间介有其它层,从而采用4层以上的结构的片。
[0110]
另外,内散热片2的加工方法除了切削加工、注塑成形、片材成形(真空成形、压空成形等)之外,还能够采用波纹加工、压花(emboss)加工。此外,当然不限定内散热片2的加工方法。
[0111]
如图2~图5所示,内散热片2形成为凹部25和凸部26交替连续形成的方波形状(矩形波形状)、所谓的数字信号波形。也就是说,本实施方式的内散热片2的凹部底面(底壁)和凸部顶面(顶壁)形成为平坦,并且,在热交换器组装状态下,相对于盘部件10的底壁(下壁)111和盖部件15的顶壁(上壁)151平行地配置。而且,内散热片2的连结相邻的凹部底壁与凸部顶壁间的立起壁相对于凹部底壁和凸部顶壁、或者相对于热交换器组装状态下的外包体1的上下壁111、151垂直地配置。
[0112]
在本实施方式中,在内散热片2,将相邻的凹部25、25(或者相邻的凸部26、26)中从
一方的凹部25(一方的凸部26)的中心线到另一方的凹部25(另一方的凸部26)的中心线为止的间隔作为散热片间距pf,将相邻的凹凸部25、26中从凹部25的中心线到凸部26的中心线为止的间隔作为半间距(pf/2)。并且,散热片间距pf和半间距pf/2等间距地配置。换言之,凹部底壁的宽度尺寸(朝向图5的纸面,为左右方向的宽度尺寸)w11和凸部顶壁的宽度方向w12的尺寸被设定为相等。此外,在本实用新型中,散热片间距p、半间距pf/2不必须设定为等间距,也可以使间距间隔不同,也可以使各凹部底壁的宽度尺寸w11不同,也可以使各凸部顶壁的宽度尺寸w12不同,而且,还可以使凹部底壁的宽度尺寸w11和凸部顶壁w12的宽度尺寸w12不同。总之,本实用新型的内散热片2只要是方波形状,就能采用任何形状。
[0113]
在本实施方式中,将半间距pf/2设定为1mm~5mm为宜。也就是说,若半间距pf/2过窄,则加工变得困难,并且,热交换介质的压力损失也变大,所以并不优选。反之,若半间距pf/2过大,则易于因外压而变形,存在招致耐压性的降低之虞,所以并不优选。
[0114]
而且,在本实施方式中,优选将半间距pf/2设定为散热片高度hf的0.1倍~10倍。也就是说,优选使0.1hf≤pf/2≤10hf的关系成立。在这样将散热片间距(半间距)设定为特定的值的情况下,既能够使热交换介质的流动性良好又能够确保相对于内压和外压的任一方压力都充分的强度,能够提高动作可靠性和热交换性能。
[0115]
在本实施方式中,优选将凸部顶面宽度w12相对于凹部底面宽度w11的比率w12/w11设定为0.9~1.1。也就是说,优选使0.9≤w12/w11≤1.1的关系成立。在该关系成立的情况下,内散热片2相对于下壁111和下壁151的接合面积大致相等,能够使外压、内压在上下两侧均匀地分散而被平衡良好地承受,能够切实地防止相对于外压、内压的热交换器的变形等不良情况。
[0116]
另外,在本实施方式中,优选将内散热片2的散热片高度hf设定为0.1mm~50mm。
[0117]
另外,将散热片厚度tf设定为0.1mm~2mm为宜。也就是说这是因为:若散热片厚度tf过薄,则相对于外压的强度降低,若过厚,则存在给热传递、热介质的流量带来不良影响之虞。
[0118]
另外,在本实施方式的内散热片2中,从制法上的观点等来看,将凸部顶壁(或者凹部底壁)与立起壁之间的角部中的外侧角半径(外侧曲率半径)r1设定为0.2mm~7mm为宜,将内侧角半径(内侧曲率半径)r2设定为0.1mm~1mm为宜。
[0119]
该内散热片2收纳于盘部件10的凹陷部11内。在此情况下,内散热片2收纳于盘部件10的凹陷部11中除了前后两端部以外的中间部。而且,内散热片2配置成其峰线方向和谷线方向与盘部件10的前后方向(图1的左右方向)一致。由此,由内散热片2的峰线部和谷线部所形成的隧道部以及槽部构成为热交换流路。该热交换流路,沿着盘部件10的前后方向(长度方向)配置,并且,在宽度方向(左右方向)上并列配置多个,构成为热交换介质(热介质)能够一边通过各热交换流路均匀地分散一边从外包体1的前后方向一端侧朝向另一端侧顺畅地流通。
[0120]
另一方面,如图2和图3所示,配置于外包体1的两端部的一对联管箱3、3由合成树脂的成形品构成。
[0121]
作为构成联管箱3的树脂,优选采用与构成上述外包体1和内散热片2的热熔接层52、62的树脂同种的树脂。具体地说,能够适当地采用聚乙烯、聚丙烯等聚烯烃系树脂或者它们的改性树脂、氟系树脂、聚酯系树脂、聚氯乙烯树脂等。
[0122]
联管箱3具有在一侧面具有开口部32的箱状的安装箱部31、以及设置于安装箱部31的上壁的管部33。管部33与安装箱部31内连通,构成为热交换介质能够在管部33的内部与安装箱部31的内部之间往来。
[0123]
该联管箱3的安装箱部31配置于盘部件10的凹陷部11中的内散热片2的两侧。而且,联管箱3的管部33向上配置,并且,安装箱部31的开口部32朝向内侧、即与内散热片2相对向地配置。
[0124]
这样配置成,联管箱3、3收纳于盘部件10内,盖部件15在盘部件10封闭其开口部。在此情况下,在盖部件15的出入口16内插通配置联管箱3、3的向上的管部33、33。
[0125]
通过加热这样临时组装的热交换器临时组件,相接触的部件彼此热熔接而接合一体化。
[0126]
首先,将外包体1的盘部件10的凸缘部12和盖部件15的外周缘部的重叠部分由上下一对加热密封模具夹入地进行加热(外包体熔接工序)。由此,盘部件10的凸缘部12和盖部件15的外周缘部的热熔接层52彼此热熔接(热粘接),以气密或液密状态封住外包体1的中空部。
[0127]
接下来,将热熔敷了外周缘部的外包体1的中间区域(下壁111和上壁151)由上下一对加热板夹入地进行加热。由此,内散热片2的顶部及谷部的热熔接层62、和盘部件10的底壁111及盖部件15的中间区域(上壁)151的热熔接层52通过热熔接(热粘接)而接合一体化,以液密或气密状态封住(散热片熔接工序)。而且,在该散热片熔接工序中,联管箱3、3的安装箱部31、31的外周面、和与其相对应的盘部件10及盖部件15的热熔接层52通过热熔接(热粘接)而接合一体化,以液密或气密状态封住。
[0128]
这样组装的热交换器配置成,联管箱3、3的管部33、33从外包体1的两端部的上壁(盖部件15)向上方突出。
[0129]
在此,在内散热片2和联管箱3、3与外包体1的热熔接部由同种的树脂构成的情况下,能够以充分的安装强度切实地固定接合两者。
[0130]
此外,在本实施方式中,通过在减压下进行热熔接处理(加热处理),能够在盘部件10与盖部件15之间、盘部件10和盖部件15与和它们接触的内散热片2和联管箱3、3之间的紧贴性高的状态下牢固地进行热粘接,能够增加粘接面积。因此,优选在减压下进行热熔接处理。
[0131]
在本实施方式中,热熔接处理时的加热温度(熔敷温度)设定为140℃~250℃为宜,更优选地可以设定为160℃~200℃。而且,热熔接时的压力(熔敷压力)设定为0.1mpa~0.5mpa为宜,更优选地可以设定为0.15mpa~0.4mpa。而且,熔接时间(熔敷时间)设定为2秒~10秒为宜,更优选地可以设定为3秒~7秒。
[0132]
另外,在本实施方式中,以分别的热处理进行热熔接盘部件10的凸缘部12与盖部件15的外周缘部的外包体熔接工序、以及热熔接内散热片2和联管箱3、3与外包体1的散热片熔接工序,但不仅限于此,在本实用新型中,也可以以相同的热处理进行外包体熔接工序和散热片熔接工序。
[0133]
另外,在本实施方式中,在熔接工序、尤其是散热片熔接工序中,在夹入外包体1的下壁111和上壁151的一对加热板中的与外包体1的接触面配置传热性橡胶层,从而能够使外包体1的下壁111和上壁151与内散热片2的凹部底面和凸部顶面切实地接触,能够高精度
地进行热熔接处理。
[0134]
以上的构成的热交换器作为将电池等作为冷却对象部件(热交换对象部件)进行冷却的冷却器(冷却装置)而被采用。也就是说,在热交换器的一方的管部33连结用于流入作为热交换介质(制冷剂)的冷却液(冷却水、防冻液等)的流入管,并且,在另一方的管部33连接用于使冷却液流出的流出管。而且,配置成使作为冷却对象部件的电池接触于热交换器的外包体1的下壁111和/或上壁151的状态。并且,在该状态下,冷却液从一方的管部33经由一方的联管箱3而流入外包体1的内部,该冷却液在内散热片2的部分流通,经由另一方的联管箱3而从另一方的管部33流出。通过这样使冷却液在外包体1循环,该冷却液与电池之间经由内散热片2和外包体1的上下壁而进行热交换,电池被冷却。
[0135]
本实施方式的热交换器并不特别限定其使用形态,能够仅使用1个,也能够使用2个以上。使用1个的情况如上所述,使热交换对象部件接触于热交换器的上下面地使用。在使用2个的情况下,例如能够配置成由2个热交换器夹入热交换对象部件地使用。而且,在使用2个以上的情况下,能够配置成交替重叠热交换器和热交换对象部件地使用。
[0136]
如上所述,根据本第1实施方式的热交换器,由于将内散热片2形成为方波形状,所以,能够充分确保与外包体1的接触面积,能够提高与接触于外包体1的外面的冷却对象部件之间的热交换效率,能够得到高的热交换性能。而且,由于能够将内散热片2与外包体1的接触面积确保得大,所以,能够提高内散热片2相对于外包体1的安装强度,能够切实地防止接触不良的产生等。
[0137]
另外,由于将内散热片2形成为方波形状,所以,连结凹部底壁与凸部顶壁之间的立起壁以相对于外包体1的相对向的上下壁111、151正交的状态配置多个。因此,能够充分发挥内散热片2作为加强部件的功能,例如以相对于外压所带来的压缩方向的应力顶推的方式作用,以相对于内压所带来的膨胀方向的应力拉拽的方式作用,所以,能够确保相对于内压和外压的任一方压力都高的强度,能防止变形、能够切实地维持稳定的形状,能够进一步提高动作可靠性。尤其是在重叠多个热交换器使用的情况下,能够确保充分的耐压性,能够切实地维持稳定的形态(形状),能够切实地得到高热交换性能。而且,由于能够确保充分的耐压性,所以,无需另外设置加强部件,相应地能够省略零部件个数,能够谋求结构的简单化和成本的削减。
[0138]
而且,在本实施方式中,如图9所示,在热交换器的盖部件15上面(上表面)载置由多个电池b构成的电池组,构成电池组的电池b的总重量施加到热交换器。这样,在本实施方式中,也能够提供即使载置了构成电池组的多个电池b而热交换流路也不会被压垮的热交换器。
[0139]
另外,在本实施方式的热交换器中,由于能够由联管箱3、3来规定内散热片2的位置,所以,不会出现内散热片2因热交换介质的流通而摆动、晃动的情况,能够防止因该举动而产生的热交换介质的滞留。因此,能够提高热交换介质的流动性,能够进一步提高热交换性能。
[0140]
另外,根据本实施方式的热交换器,由于作为构成部件的盘部件10、盖部件15、内散热片2和联管箱3基于合成树脂来制作,所以,只是通过适当热熔接各构成部件就能够简单地制作。因此,与通过钎焊接合等难易度高且麻烦的接合加工来制作的以往的金属制的热交换器相比,本实施方式的热交换器能够谋求成本的削减和生产性的提高。
[0141]
而且,与采用金属的塑性加工、切削加工等麻烦且有制约的金属加工的情况不同,本实施方式的热交换器能够进一步谋求生产效率的提高和成本的削减。
[0142]
另外,本实施方式的热交换器由于是贴合由薄型的叠层片(叠层材)l1构成的盘部件10和盖部件15而形成的,所以,能够切实地谋求充分的薄壁化和轻量化。
[0143]
而且,本实施方式的热交换器由于外包体1是叠层材l1,所以,能够简单地改变热交换器自身的形状、大小,并且,如上所述,也能够简单地改变厚度、强度、热交换性能等,所以,能够简单地制成与热交换器安装位置等相应的适当构成,设计的自由度增加,也能够提高通用性。
[0144]
<第2实施方式>
[0145]
图10是表示第2实施方式的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图,图(c)是与图(a)的c
‑
c线剖面相当的正面剖视图。
[0146]
如图10所示,第2实施方式的热交换器具有外包体1、收纳于外包体1的内部的2个内散热片(内芯材)2、收纳于外包体1的两端部内的一对(两侧)联管箱(接头部件)3、3、以及与内散热片2的凹凸方向平行地且在宽度方向的中央部(被2个内散热片2夹着的位置)配置的树脂块7。
[0147]
第2实施方式的外包体1与第1实施方式同样地,由俯视为矩形状的盘部件10和俯视为矩形状的盖部件15构成,盘部件10和盖部件15也与第1实施方式同样地,由作为具有柔软性或挠性的叠层片的外包叠层材l1构成。
[0148]
第2实施方式的外包叠层材l1也具有金属(金属箔)制的传热层51、在该传热层51的一面(内面)经由粘接剂而层叠的热熔接性的树脂膜或热熔接性的树脂片制的热熔接层52、以及在传热层51的另一面(外面)经由粘接剂而层叠的耐热性的树脂膜或耐热性的树脂片制的保护层53。
[0149]
此外,在第2实施方式中也同样地,“箔”这一术语以还包括膜、薄板、片的意思来采用。
[0150]
作为第2实施方式的传热层51,优选采用厚度为30μm~300μm的层。
[0151]
关于第2实施方式的外包叠层材l1,作为传热层51,除了采用上述厚度的层以外,也可以采用与第1实施方式同样的层。
[0152]
第2实施方式的外包体1的其它构成与第1实施方式实质上相同,所以,对相同或相当部分赋予相同标号并省略重复说明。
[0153]
在第2实施方式的外包体1内部收纳有2个内散热片2。
[0154]
第2实施方式的内散热片2也由作为具有柔软性或挠性的叠层片的内芯叠层材l2构成。
[0155]
另外,第2实施方式的内芯叠层材l2也具有金属箔制的传热层61、以及在传热层61的两面经由粘接剂而层叠的树脂膜或树脂片制的热熔接层62、62。
[0156]
作为传热层61,能够适当地采用铜箔、铝箔,优选采用厚度为30μm~300μm的层。
[0157]
作为热熔接层62,采用与第1实施方式同样的层。
[0158]
另外,作为在内芯叠层材l2形成凹凸部的方法,能够采用通过一边由一对压花辊或一对波纹辊夹入内芯叠层材l2一边使其通过这一对辊间从而在内芯叠层材l2形成凹凸部的方法。或者,也可以采用通过冲压机、冲压模具而在内芯叠层材l2形成凹凸部的方法。
[0159]
第2实施方式的内散热片2的其它构成与第1实施方式实质上相同,所以,对相同或相当部分赋予相同标号并省略重复说明。
[0160]
在外包体1的两端部配置有一对联管箱3、3。
[0161]
第2实施方式的联管箱3也由合成树脂的成形品构成,作为树脂,能够采用与第1实施方式同样的树脂。
[0162]
另外,作为制成第2实施方式的联管箱3的方法,能够采用注塑成形等。
[0163]
第2实施方式的联管箱3的其它构成与第1实施方式实质上相同,所以,对相同或相当部分赋予相同标号并省略重复说明。
[0164]
如图10(a)~(c)所示,在外包体1内部配置有树脂块7。
[0165]
树脂块7承担作为相对于外压、内压的加强部件的功能。
[0166]
作为构成树脂块7的树脂,优选采用聚乙烯、聚丙烯系树脂或者它们的改性树脂、氟系树脂、聚酯系树脂、聚氯乙烯树脂等。其中优选采用嵌段共聚物系聚丙烯。
[0167]
另外,树脂块7优选采用与构成外包叠层材l1的热熔接层52的树脂同种的树脂。这是因为:通过这样采用同种的树脂,能够以充分的安装强度来切实地固定接合树脂块7和外包体1。
[0168]
另外,作为树脂块7的硬度,优选采用拉伸强度为0.3kgf/mm2~10kgf/mm2的树脂块。该拉伸强度是以jis k 7127为基准而测定的值。
[0169]
在第2实施方式中,树脂块7在热交换器的宽度方向上的中央部且与内散热片2的凹凸部25、26的方向平行地配置。此外,如图10(a)和(c)所示,在第2实施方式中,成为树脂块7被其两侧的内散热片2夹着的配置,所以,需要2个内散热片2。
[0170]
通过这样将树脂块7配置于热交换器的宽度方向上的中央部、即将树脂块7配置成被2个内散热片2夹着,即使施加强力的外压,树脂块7也会承受负荷,所以,能够防止内散热片2变形而阻碍热交换介质的流动。
[0171]
另外,通过将树脂块7与内散热片2的凹凸部25、26的方向平行地配置,能够不堵塞热交换介质的流动地对冷却对象部件(热交换对象部件)进行冷却。
[0172]
此外,第2实施方式的树脂块7仅配置于热交换器的宽度方向上的中央部,但在需要进一步加强热交换器的情况下,也可以还在中央部以外的位置追加配置树脂块7。
[0173]
另外,第2实施方式的树脂块7通过注塑成形或切削树脂板等而形成为长方体状,前后方向的长度与内散热片2相同,宽度方向的长度为内散热片2的一半以下。
[0174]
另外,第2实施方式的树脂块7的高度与内散热片2的凹凸部25、26的高度相同。通过这样使树脂块7的高度与内散热片2的凹凸部25、26的高度相同,能够提高热交换器的表面的平滑性,提高与电子器件等的紧贴性,从而能够提高热交换性能。
[0175]
另外,第2实施方式的树脂块7通过热熔接(热粘接)而与盘部件10和盖部件15的热熔接层52接合一体化。另外,树脂块7不必由树脂构成其整体,只要至少与盘部件10和盖部件15的热熔接层52粘接的面由树脂构成即可。
[0176]
在第2实施方式中,通过热熔接来进行树脂块7与盘部件10和盖部件15的热熔接层52接合,但不仅限于利用热熔接的接合,例如也可以采用含有改性聚烯烃系、丙烯酸系或环氧系粘接剂等的粘接剂、粘接带来固定。
[0177]
如上所述,根据第2实施方式的热交换器,通过将树脂块7与外包叠层材l1(盘部件
10和盖部件15)的热熔接层52热熔接而固定,即使从外施加了强压力,也能够防止热交换器的变形。另外,作为树脂块7,采用与构成外包叠层材l1的热熔接层52的树脂同种的树脂或者牢固粘接的树脂,从而即使在热交换器产生了内压的情况下也能够防止外包体1的膨胀。另外,通过使树脂块7的宽度为1mm以上,还能够防止热熔接时的变形。
[0178]
另外,第2实施方式的热交换器也能够得到与上述第1实施方式同样的效果。
[0179]
<第3实施方式>
[0180]
图11是表示第3实施方式的热交换器的图,图(a)是俯视图,图(b)是与图(a)的b
‑
b线剖面相当的侧面剖视图,图(c)是与图(a)的c
‑
c线剖面相当的正面剖视图。
[0181]
在第3实施方式中,树脂块7在热交换器的前后方向上的中央部(被2个内散热片2夹着的位置)且与内散热片2的凹凸部25、26的方向垂直地配置。此外,如图11(a)所示,在第3实施方式中也同样地,成为树脂块7被其前后的内散热片2夹着的配置,所以,需要2个内散热片2。
[0182]
另外,如图11(c)所示,在第3实施方式中,在树脂块7中形成有贯通孔71。
[0183]
在第3实施方式中,树脂块7配置成与内散热片2的凹凸部25、26的方向垂直、即堵塞热交换流路,为了确保供热交换介质流动的流路,在树脂块7中形成有贯通孔71。
[0184]
在图11(c)中,若将树脂块7的表面积设为s1、将与贯通孔71相当的部分的全部表面积设为s2,则在第3实施方式中s2优选为s1与s2之和的30%~80%。
[0185]
第3实施方式的热交换器中除了上述以外的其它构成与第2实施方式的热交换器实质上相同,所以,对相同或相当部分赋予相同标号并省略重复说明。
[0186]
如上所述,根据第3实施方式的热交换器,由于在树脂块7中形成有贯通孔71,所以,能够不阻碍热交换介质的流动地对冷却对象部件(热交换对象部件)进行冷却。
[0187]
另外,第3实施方式的热交换器也能够得到与上述第1和第2实施方式同样的效果。
[0188]
此外,第3实施方式与第2实施方式同样地,在需要进一步加强热交换器的情况下,也可以还在中央部以外的位置追加配置树脂块7。
[0189]
<变形例>
[0190]
图6是表示本实用新型的变形例的热交换器的图,该图(a)是俯视图,该图(b)是侧面剖视图。
[0191]
如图6所示,该变形例的热交换器具有袋状的外包体1、以及配置于该外包体1的内部的内散热片2,在外包体1的前端和后端设有出入口16、16。
[0192]
外包体1由形成为矩形状的一对(2片)片状的外包体基材即外包叠层材l1构成。这2片外包叠层材l1隔着内散热片2而上下重叠,外包叠层材l1的外周缘部的热熔接层52彼此通过热熔接(热封)而接合一体化,从而形成该变形例的热交换器。
[0193]
另外,在该变形例中,在外包体1的出入口16、16设有接头管33。该接头管33配置成夹入于构成外包体1的2片外包叠层材1a的前端部之间和后端部之间,各接头管33、33的外周面(热熔接层)通过热熔接而与其相对应的外包叠层材l1的热熔接层52接合一体化。由此,接头管33、33在外包体1的出入口16、16的位置以贯通外包体1的前端部和后端部的状态固定于外包体1。
[0194]
在该变形例的热交换器中,构成外包体1的叠层材l1、构成内散热片2的内芯叠层材l2由与上述图1~图5所示的实施方式的叠层材l1、l2实质上相同的素材构成,变形例的
内散热片2与上述实施方式同样地形成为方波形状。而且,变形例的接头管33由与上述实施方式的联管箱3同样的素材构成。
[0195]
在该变形例的热交换器中,由一对外包叠层材l1中的相对向的一对中间区域、换言之内散热片2的设置区域来形成一对对向壁1a、1a。
[0196]
在该热交换器中,使冷却液等热交换介质从一方的接头管33流入外包体1内,从另一方的接头管33流出,从而使冷却液在外包体1内循环,并且,在循环的冷却液与接触于外包体1的外表面的热交换对象部件之间进行热交换,对热交换对象部件进行冷却。
[0197]
该变形例的热交换器也能够得到与上述实施方式的热交换器同样的效果。
[0198]
实施例
[0199]
<实施例1>
[0200]
(1)外包叠层材l1的准备
[0201]
在作为传热层51的含有1.5%fe的铝箔(厚度120μm)的一面(内面),经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度30μm的线性低密度聚乙烯(lldpe)膜,并且,在传热层(铝箔)的另一面(外面),经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度12μm的聚对苯二甲酸乙二醇酯(pet),制成外装叠层材l1。
[0202]
(2)内芯叠层材l2的准备
[0203]
在作为传热层61的含有1.0%fe和0.18%si的软质铝箔(厚度120μm)的两面,经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度40μm的线性低密度聚乙烯(lldpe)膜,制成厚度0.2mm的内芯叠层材l2。
[0204]
(3)盘部件10和盖部件15的制成
[0205]
基于图1~图3所示的实施方式,将切断上述外包叠层材l1而得到的片材通过采用了冲压模具的拉深成形而制成盘部件11,该盘部件11具有宽度60mm
×
长度180mm、角r为0.2mm、深度为4mm的凹陷部11、以及在凹陷部11的开口缘部的整周形成的宽度10mm的凸缘部12。
[0206]
切断上述外包叠层材l1而制成与盘部件11的上面相对应的大小(80mm
×
200mm)的片状的盖部件15,盖部件15中,与盘部件11的凹陷部11的两侧相对应地形成出入口16。
[0207]
(4)内散热片2的制成
[0208]
将上述内芯叠层材l2通过齿轮压花机形成图5所示那样散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、凹部底壁宽度w11和凸部顶壁宽度w12为4mm、外侧角半径r1为0.3mm、内侧角半径r2为0.1mm的方波形状,将该方波片切断成长度120mm
×
宽度60mm,制成内散热片2。此外,内散热片2的峰线方向和谷线方向沿着长度方向(纵向)配置。
[0209]
(5)联管箱3的制成
[0210]
如图2和图3所示,通过将hdpe制的树脂材料注塑成形而制成在高度4mm
×
长度60mm
×
宽度30mm的安装箱部31一体形成有内径φ10mm、外径φ12mm、长度3mm的管部33的联管箱3。
[0211]
(6)热交换器的组装
[0212]
在盘部件10的凹陷部11的两端部,将联管箱3、3收纳成使得各管部33朝向上方。而且,在凹陷部11内的联管箱3、3之间收纳上述的内散热片2。
[0213]
接下来,在盘部件10以从上封闭其凹陷部11的方式配置盖部件15。此时,在盖部件15的出入口16、16插通联管箱3、3的管部33、33而使之向盖部件15的上方突出。
[0214]
这样制成非接合状态的热交换器临时组件,用与临时组件的形状相符的上下的密封模具对该临时组件进行200℃
×
6秒的热封(熔敷处理),将临时组件的各零部件之间的接合部热熔接(热粘接),制成实施例1的热交换器。
[0215]
<实施例2>
[0216]
作为内散热片2,使用散热片高度hf为4mm、散热片间距pf为4mm、散热片厚度tf为0.2mm、凹部底壁宽度w11为2.2mm、凸部顶壁宽度w12为2.2mm、外侧角半径r1为0.5mm、内侧角半径r2为0.3mm的方波形状的内散热片,除此以外与上述实施方式同样地制成实施例2的热交换器。
[0217]
<实施例3>
[0218]
作为内散热片2,使用散热片高度hf为4mm、散热片间距pf为12mm、散热片厚度tf为0.2mm、凹部底壁宽度w11为7.2mm、凸部顶壁宽度w12为5.2mm、外侧角半径r1为1mm、内侧角半径r2为0.8mm的方波形状的内散热片,除此以外与上述实施方式同样地制成实施例3的热交换器。
[0219]
上述实施例1~3的宽度60mm
×
长度180mm的热交换器在盖部件15上面中的前后方向的宽度为120mm的范围内如图9所示那样载置了每一个的前后方向的宽度为20mm且重量为2kg的电池b的情况下,载置6个电池b,能够耐受12kg的载荷。此外,实施例1~3的热交换器能耐受高达50kg~60kg程度的载荷。
[0220]
<实施例4>
[0221]
(1)外包叠层材l1的准备
[0222]
在作为传热层51的含有1.5%fe的铝箔(厚度120μm)的一面(内面),经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度40μm的未拉伸聚丙烯(cpp)膜,并且,在传热层(铝箔)的另一面(外面),经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度12μm的聚对苯二甲酸乙二醇酯(pet),制成外装叠层材l1。
[0223]
(2)内芯叠层材l2的准备
[0224]
在作为传热层61的含有1.0%fe和0.18%si的软质铝箔(厚度120μm)的两面,经由氨基甲酸酯系粘接剂(厚度3μm)而贴合厚度30μm的未拉伸聚丙烯(cpp)膜,制成厚度0.2mm的内芯叠层材l2。
[0225]
(3)盘部件10和盖部件15的制成
[0226]
基于上述第2实施方式,将切断上述外包叠层材l1而得到的片材通过采用了冲压模具的拉深成形而制成盘部件11,该盘部件11具有宽度65mm
×
长度180mm、角r为0.2mm、深度为4mm的凹陷部11、以及在凹陷部11的开口缘部的整周形成的宽度10mm的凸缘部12。
[0227]
切断上述外包叠层材l1,制成与盘部件11的上面相对应的大小(85mm
×
200mm)的片状的盖部件15,在盖部件15,与盘部件11的凹陷部11的两侧相对应地形成出入口16。
[0228]
(4)内散热片2的制成
[0229]
将上述内芯叠层材l2通过波纹加工形成图5所示那样散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、凹部底壁宽度w11和凸部顶壁宽度w12为4mm、外侧角半径r1为0.3mm、内侧角半径r2为0.1mm的方波形状,将该方波片切断成长度120mm
×
宽度
30mm,制成2个内散热片2。此外,内散热片2的峰线方向和谷线方向沿着前后方向配置。
[0230]
(5)联管箱3的制成
[0231]
如图2和图3所示,通过将聚丙烯制的树脂材料注塑成形而制成在高度4mm
×
长度65mm
×
宽度30mm的安装箱部31一体形成有内径φ10mm、外径φ12mm、长度3mm的管部33的联管箱3。
[0232]
(6)树脂块7的制成
[0233]
通过削出厚度4mm的聚丙烯板而制成宽度5mm
×
长度120mm的树脂块7。
[0234]
(7)热交换器的组装
[0235]
如图10所示,在盘部件10的凹陷部11的两端部,将聚丙烯制带接头管的联管箱3、3收纳成使得各管部33朝向上方。进而,在凹陷部11内的联管箱3、3之间收纳2个上述的内散热片2,在这些内散热片2之间,与内散热片2的凹凸部25、26的方向平行地收纳聚丙烯制的树脂块7。
[0236]
接下来,在盘部件10以从上封闭其凹陷部11的方式配置盖部件15。此时,在盖部件15的出入口16、16插通联管箱3、3的管部33、33而使之向盖部件15的上方突出。
[0237]
这样制成非接合状态的热交换器临时组件,对于该临时组件采用与临时组件的形状相符的上下的金属制密封模具(无传热性橡胶)进行2个阶段的热熔接(热粘接)。
[0238]
首先,进行190℃
×
0.3mpa
×
7秒的热封(熔敷处理),将盘部件10的凸缘部12和盖部件15的外周缘部的热熔接层52彼此热熔接(热粘接)。
[0239]
接着,进行200℃
×
0.3mpa
×
7秒的热封(熔敷处理),将外包体1、内散热片2、联管箱3以及树脂块7之间的各接合部热熔接(热粘接),制成实施例4的热交换器。
[0240]
<实施例5>
[0241]
(1)外包叠层材l1的准备
[0242]
与实施例4同样地准备外包叠层材l1。
[0243]
(2)内芯叠层材l2的准备
[0244]
与实施例4同样地准备内芯叠层材l2。
[0245]
(3)盘部件10和盖部件15的制成
[0246]
与实施例4同样地制成盘部件10和盖部件15。
[0247]
(4)内散热片2的制成
[0248]
将上述内芯叠层材l2通过波纹加工形成散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、凹部底壁宽度w11和凸部顶壁宽度w12为4mm、外侧角半径r1为0.3mm、内侧角半径r2为0.1mm的方波形状,将该方波片切断成长度57.5mm
×
宽度65mm,制成2个内散热片2。此外,内散热片2的峰线方向和谷线方向沿着前后方向配置。
[0249]
(5)联管箱3的制成
[0250]
与实施例4同样地制成联管箱3。
[0251]
(6)树脂块7的制成
[0252]
通过削出厚度4mm的聚丙烯板而制成宽度65mm
×
长度5mm的树脂块7。进而,在树脂块7的腹部(与热交换流路交叉的面),以12mm间距间隔开设宽度5mm
×
高度2mm的贯通孔71。
[0253]
(7)热交换器的组装
[0254]
如图11所示,在盘部件10的凹陷部11的两端部,将聚丙烯制带接头管的联管箱3、3
收纳成使得各管部33朝向上方。进而,在凹陷部11内的联管箱3、3之间收纳2个上述的内散热片2,在这些内散热片2之间,与内散热片2的凹凸部25、26的方向垂直地收纳聚丙烯制的树脂块7。
[0255]
接下来,在盘部件10以从上封闭其凹陷部11的方式配置盖部件15。此时,在盖部件15的出入口16、16插通联管箱3、3的管部33、33而使之向盖部件15的上方突出。
[0256]
这样制成非接合状态的热交换器临时组件,对于该临时组件采用与临时组件的形状相符的上下的金属制密封模具(无传热性橡胶),与实施例4同样地进行2个阶段的热熔接(热粘接),制成实施例5的热交换器。
[0257]
<比较例1>
[0258]
如图7所示,作为内散热片,使用散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、内面侧的半径d为3.5mm的凹部和凸部连续形成的波状的内散热片,除此以外与上述实施例1同样地制成比较例1的热交换器。
[0259]
<比较例2>
[0260]
如图8所示,作为内散热片,准备三角形和倒三角形交替连续配置的内散热片2。也就是说,作为内散热片,使用散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、凹部底壁宽度w11和凸部顶壁宽度w12为6.0mm、相邻的凸部顶壁间的间隙(相邻的凹部底壁间的间隙)s为1.6mm的变形波状的内散热片,除此以外与上述实施例1同样地制成比较例2的热交换器。
[0261]
<比较例3>
[0262]
(1)外包叠层材l1的准备
[0263]
与实施例4同样地准备外包叠层材l1。
[0264]
(2)内芯叠层材l2的准备
[0265]
与实施例4同样地准备内芯叠层材l2。
[0266]
(3)盘部件10和盖部件15的制成
[0267]
与实施例4同样地制成盘部件10和盖部件15。
[0268]
(4)内散热片2的制成
[0269]
将上述内芯叠层材l2通过波纹加工形成散热片高度hf为4mm、散热片间距pf为7.6mm、散热片厚度tf为0.2mm、凹部底壁宽度w11和凸部顶壁宽度w12为4mm、外侧角半径r1为0.3mm、内侧角半径r2为0.1mm的方波形状,将该方波片切断成长度120mm
×
宽度65mm,从而制成内散热片2。此外,内散热片2的峰线方向和谷线方向沿着前后方向配置。
[0270]
(5)联管箱3的制成
[0271]
与实施例4同样地制成联管箱3。
[0272]
(6)热交换器的组装
[0273]
在盘部件10的凹陷部11的两端部,将聚丙烯制带接头管的联管箱3、3收纳成使得各管部33朝向上方。进而,在凹陷部11内的联管箱3、3之间收纳上述的内散热片2。
[0274]
接下来,在盘部件10以从上封闭其凹陷部11的方式配置盖部件15。此时,在盖部件15的出入口16、16插通联管箱3、3的管部33、33而使之向盖部件15的上方突出。
[0275]
这样制成非接合状态的热交换器临时组件,对该临时组件采用与临时组件的形状相符的上下的金属制密封模具(无传热性橡胶)进行2个阶段的热熔接(热粘接)。
[0276]
首先,进行190℃
×
0.3mpa
×
7秒的热封(熔敷处理),将盘部件10的凸缘部12和盖部件15的外周缘部的热熔接层52彼此热熔接(热粘接)。
[0277]
接着,进行200℃
×
0.3mpa
×
7秒的热封(熔敷处理),将外包体1、内散热片2以及联管箱3之间的各接合部热熔接(热粘接),制成比较例3的热交换器。
[0278]
<内压试验>
[0279]
表1
[0280] 耐内压试验耐外压试验实施例1
○○
实施例2
○○
实施例3
○○
比较例1
△△
比较例2
○×
[0281]
将实施例1~3和比较例1、2的各热交换器准备各20个,使自来水在各热交换器中以0.2mpa的流水压连续流通(循环)336小时(14天),评价是否在各热交换器的某个部位产生剥离。
[0282]
具体地说,将外包体1与内散热片2之间的剥离为20中产生1个以下的评价为合格
“△”
,将外包体1与内散热片2之间的剥离为20个中产生2个以上的评价为不合格
“×”
。另外,在合格品中,将完全不产生剥离的评价为非常良好
“○”
。其结果示于表1。
[0283]
<外压试验>
[0284]
在外包体1的除了联管箱3的部分的位置,用50mm
×
50mm的平面模具按压500kg的载荷来评价压垮情况。
[0285]
具体地说,将压垮高度(量)小于0.5mm的评价为合格
“△”
,将压垮高度为1mm以上的评价为不合格
“×”
。另外,在合格品中,将完全不产生压垮的(压垮高度为“0”的)评价为非常良好
“○”
。其结果一并示于表1。
[0286]
从表1可知,在具有矩形状的内散热片2的实施例1~3的热交换器中,对于内压和外压均能得到优良的评价。而与之相对地,在具有圆弧状、三角形状的内散热片的比较例1、2的热交换器中,与实施例1~3的热交换器相比,对于内压和外压均多少有些差。
[0287]
表2
[0288][0289]
<耐内压试验>
[0290]
将由表2所示的构成零部件构成的实施例4、5和比较例3的各热交换器准备各3个,使冷却水通过各热交换器,以内压1.5mpa保持5分钟,观察各热交换器的外包体1和内散热片2的剥离(粘接破坏部位)的有无。另外,作为参考,也进行内压过度上升到2mpa的情况的试验。
[0291]
这些结果基于下述耐内压试验评价基准来评价。该评价结果示于表2。
[0292]
<耐内压试验评价基准>
[0293]
“◎”
(非常良好):直到内压为2mpa,都没有剥离、膨胀等粘接破坏部位的产生
[0294]
“○”
(合格):直到内压为1.5mpa,都没有剥离、膨胀等粘接破坏部位的产生,但若内压超过1.5mpa,则在小于2mpa时有剥离、膨胀等粘接破坏部位的产生
[0295]
“×”
(不合格):在内压小于2mpa时有剥离、膨胀等粘接破坏部位的产生。
[0296]
<耐外压试验>
[0297]
将由表2所示的构成零部件构成的实施例4、5和比较例3的各热交换器准备各3个,在各热交换器的两面放置厚度为5mm、宽度为65mm、长度为120mm的铝板,一方的面设置于混凝土地面,从另一方的面施加5mpa的压力并保持1分钟,确认各热交换器的变形程度。此外,各热交换器的外尺寸高度均为4.3mm。
[0298]
这些结果基于下述耐外压试验评价基准来评价。该评价结果示于表2。
[0299]
<耐外压试验评价基准>
[0300]
“◎”
(非常良好):直到外压为5mpa,都没有变形(热交换器的高度没有变化)
[0301]
“○”
(合格):直到外压为4.5mpa,都没有变形,但在外压为5mpa以下,热交换器的高度低了0.1mm~0.3mm
[0302]
“×”
(不合格):在外压小于5mpa时,热交换器的高度低了0.4mm以上。
[0303]
从表2可知,在具有树脂块7的实施例4和5的热交换器中,对于内压和外压均能得到优良的评价。而与之相对地,在不具有树脂块7的比较例3的热交换器中,与实施例4和5的热交换器相比,对于内压和外压均多少有些差。
[0304]
产业上的可利用性
[0305]
本实用新型的热交换器除了作为主要在涉及车载用电池、涉及智能手机或个人电脑的cpu、涉及电池的发热对策、涉及液晶电视、有机el电视、等离子电视的显示器的发热对策、涉及机动车的功率模块、涉及电池的发热对策中采用的冷却器(冷却装置)加以利用之外,还能够作为用于地暖、除雪的加热器(加热装置)加以利用。
[0306]
本技术伴有2019年12月25日申请的日本专利申请的特愿2019
‑
234834号和2020年10月23日申请的日本专利申请的特愿2020
‑
177751号的优先权主张,其公开内容直接构成本技术的一部分。
[0307]
必须认识到,在此采用的术语和表现是为了说明而采用的,并非用来限定性地解释,也并非排除在此所示且描述的特征事项的任何等同物,容许本实用新型的权利要求书内的各种变形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。