1.本发明涉及差别化纤维生产技术领域,尤其是一种四边形高中空度聚酯短纤维的制备方法。
背景技术:
2.三维中空聚酯纤维的特性与纤维的横截面外观密切相关,具有异形横截面的三维中空聚酯纤维的轮廓是不规则的,这些特性可使三维中空聚酯纤维织物具有膨松的感觉。改善了织物的光泽度和手感,并且提升纺织品的质量,透气性和抗起球性也将得到改善。三维中空聚酯纤维的内部具有连续的空腔,这一特性降低了纤维的体积质量,并且提高了纺织品的隔热性和透气性。异型三维中空聚酯纤维则是考虑了一体成型的异型结构并结合了三维中空结构,与传统的圆形三维中空纤维相比,具有很多优点。在目前聚酯纤维行业中,大多数企业都是基于使用再生聚酯作为原料来源,生产三维中空聚酯短纤维,随着固废禁令的实施,再生聚酯原材料将进一步紧缩,原生聚酯的优势得益于产能的释放而进一步扩大,
3.在传统的三维中空纤维的生产方法中,常用的喷丝板大多使用c形孔。无论是单耳还是两耳的c形孔,都很难保证生产出来的聚酯纤维横截面保持规则的形状,传统三维中空聚酯纤维由于大多使用再生聚酯,其所用的熔融纺丝设备的螺杆挤压机的螺杆温度随着磨损的增加温度变化不稳定(波动范围在275℃至290℃之间),环吹风温在20℃以上,不利于纺丝环吹的快速冷却成型,且熔体自喷丝板挤出后的膨胀系数相对较高,导致纤维的中空率较低、中空度不稳定。制造出的纺织品平面光泽度差。
技术实现要素:
4.本发明的目的是提供一种四边形高中空度聚酯短纤维的制备方法,可以极大的改善纤维反光效果,还可以提高化纤的光泽度。与传统的异型三维中空纤维相比,中空度更高,纤维的柔韧性也会提高。
5.为解决上述技术问题,本发明的目的是这样实现的:
6.本发明所涉及的一种四边形高中空度聚酯短纤维的制备方法,熔融的纺丝原料熔体经过经熔体增压泵增压和熔体冷却器降温后,经熔体分配管道均匀地分配到纺丝箱体,熔体进入纺丝箱体,经纺丝计量泵定量送到纺丝组件,经过过滤、分配挤压通过喷丝板小孔形成细流,经环吹冷却装置熔体被骤冷空气冷却凝固成形,环吹内胆中设置150mm高活动挡板,对初生纤维进行不对称冷却,环吹风温为16℃,风速5至7m/s,风压2500pa,湿度80
‑
85%,送风焓值46kj/kg,再将此初生纤维依次进行卷绕、落丝、集束,再经油浴、蒸汽两道牵伸和卷曲、上油、前置切断后经松弛热定型干燥定型后打包,最终制得四边形高中空度聚酯短纤维;
7.所述喷丝板包括喷丝板本体和呈环形分布于喷丝板本体上的复数个喷丝孔;所述喷丝孔由四段细长弧形孔组成,分别为第一细长弧形孔、第二细长弧形孔、第三细长弧形孔
和第四细长弧形孔;所述第一细长弧形孔、第二细长弧形孔、第三细长弧形孔和第四细长弧形孔排列成一类似菱形的结构,且各段细长弧形孔的凹面向外;
8.其中,所用聚酯熔体的特性粘度为端羧基为27mol/t,熔点≥260℃,二甘醇含量≤1.2wt/%,二氧化钛含量≤0.32wt/%;
9.所述纺丝箱体的气相热媒温度在270至275℃;所述纺丝箱体的纺丝速度为1000至1100m/min,计量泵规格为100cc,转速在17至18r/min。
10.在上述方案的基础上并作为上述方案的优选方案:熔体分配管中设有静态混合器,以保证熔体进入纺丝箱体时质量均匀,熔体管道采用夹套管保温,保温介质为氢化三联苯;每套熔体输送系统均设两套二次热媒循环系统,一套供熔体输送管道保温,另一套供熔体冷却器作为冷媒。
11.在上述方案的基础上并作为上述方案的优选方案:卷绕中所使用的油剂为丝束平滑剂,浓度0.5%至0.8%。
12.在上述方案的基础上并作为上述方案的优选方案:油浴牵伸是在两道牵伸机之间的油浴牵伸槽内进行,丝束在牵伸槽内被牵伸浴加热,牵伸倍数为3.3
‑
3.5,85
‑
90%的牵伸比,油浴槽温度为65至70℃,所用的油剂为硅油,浓度5%至6%。
13.在上述方案的基础上并作为上述方案的优选方案:蒸汽牵伸是指丝束经蒸汽加热箱加热后进行牵伸,牵伸倍数为1.08
‑
1.1,温度为100
‑
110℃。
14.在上述方案的基础上并作为上述方案的优选方案:所述的松弛热定型通过松弛热定型烘箱进行,松弛热定型烘箱分14个加热区,温度控制为80
‑
180℃,干燥时间约为10至30min。
15.与现有技术相比,本发明的有益效果如下:
16.1.采用低温纺丝技术,可合理降低短纤熔体带出的热量,有利于微孔冷却成型,保证挤出膨胀率,提高中空率,保证异型度。
17.2,采用低温高风速环吹不对称冷却技术,有利于丝束固化成型,保证挤出膨胀率,提高中空率,保证异型度;
18.3.采用低拉伸比工艺设计,调整纺丝速度,可以降低组件内压,保证挤出膨胀率,提高空心率,保证异型度;
19.4.采用弧形开孔的喷丝板,且弧形孔的凹面向外,经过纺丝过程中的挤出胀大,凹面基本成平面,纤维截面能很好的保持类菱形四边形的形状。所制造的四边形高中空涤纶短纤维具有非常好的平面光泽度。很好的弥补了粗旦圆形纤维光泽性差的缺点,提高了纺织品的光泽度和应用效果。
附图说明
20.图1是实施例一所涉及的喷丝板的结构示意图;
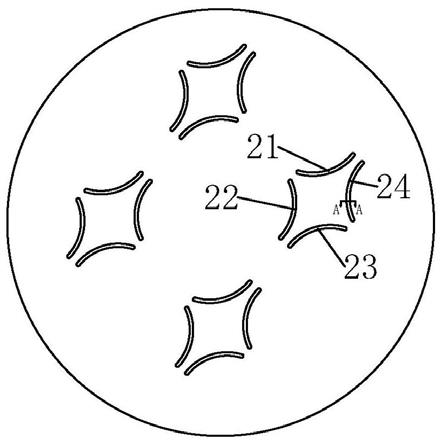
21.图2是喷丝孔的结构示意图;
22.图3是图2中a
‑
a向剖面示意图;
23.图4是实施例三所涉及的喷丝孔的结构示意图。
24.图中标记说明如下:1
‑
喷丝板本体;2
‑
喷丝孔;21
‑
第一细长弧形孔;22
‑
第二细长弧形孔;23
‑
第三细长弧形孔;24
‑
第四细长弧形孔;20
‑
喷丝芯;25
‑
凸台。
具体实施方式
25.下面结合具体实施例对本发明进一步说明。
26.实施例一
27.结合附图1和2,对本实施例作详细说明。本实施例所涉及的一种四边形高中空度聚酯短纤维的制备方法,熔体经过经熔体增压泵增压和熔体冷却器降温后,经熔体分配管道均匀地分配到纺丝箱体,熔体进入纺丝箱体,经纺丝计量泵定量送到纺丝组件,经过滤、分配挤压通过喷丝板小孔形成细流,经环吹冷却装置熔体被骤冷空气冷却凝固成形,环吹内胆中设置150mm高活动挡板,对初生纤维进行不对称冷却,环吹风温为16℃,风速5至7m/s,风压2500pa,湿度80
‑
85%,送风焓值46kj/kg,再将此初生纤维依次进行卷绕、落丝、集束,再经油浴、蒸汽两道牵伸和卷曲、上油、前置切断后经松弛热定型干燥定型后打包,最终制得四边形高中空度聚酯短纤维。本实施例中工艺参数如下:
[0028][0029]
本实施例中所使用的喷丝板包括喷丝板本体1和呈环形分布于喷丝板本体1上的复数个喷丝孔2;所述喷丝孔2由四段细长弧形孔组成,分别为第一细长弧形孔21、第二细长弧形孔22、第三细长弧形孔23和第四细长弧形孔24;所述第一细长弧形孔21、第二细长弧形孔22、第三细长弧形孔23和第四细长弧形孔24排列成一类似菱形的结构,且各段细长弧形孔的凹面向外。
[0030]
第一细长弧形孔21的一端与第二细长弧形孔22的一端相邻且具有间隔,另一端与第四细长弧形孔24相邻且具有间隔;所述第三细长弧形孔23的一端与第二细长弧形孔22的另一端相邻且具有间隔,另一端与第四细长弧形孔24的另一端相邻且具有间隔。
[0031]
采用弧形开孔的喷丝板,且弧形孔的凹面向外,经过纺丝过程中的挤出胀大,凹面基本成平面,纤维截面能很好的保持类菱形四边形的形状。所制造的四边形高中空涤纶短纤维具有非常好的平面光泽度。很好的弥补了粗旦圆形纤维光泽性差的缺点,提高了纺织品的光泽度和应用效果。
[0032]
在本实施例中所涉及的制备方法中,所用聚酯熔体的特性粘度为在本实施例中所涉及的制备方法中,所用聚酯熔体的特性粘度为端羧基为27mol/t,熔点≥260℃,二甘醇含量≤1.2wt/%,二氧化钛含量≤0.32wt/%;
[0033]
所述纺丝箱体的气相热媒温度在270至275℃;所述纺丝箱体的纺丝速度为1000至1100m/min,计量泵规格为100cc,转速在17至18r/min。
[0034]
熔体分配管中设有静态混合器,以保证熔体进入纺丝箱体时质量均匀,熔体管道采用夹套管保温,保温介质为氢化三联苯;每套熔体输送系统均设两套二次热媒循环系统,一套供熔体输送管道保温,另一套供熔体冷却器作为冷媒。
[0035]
对从纺丝组件抽制得的初生纤维维进行卷绕,卷绕中所使用的油剂为丝束平滑剂,浓度0.5%至0.8%。
[0036]
对经过卷绕后的丝束进行油浴牵伸和蒸汽牵伸。油浴牵伸是在两道牵伸机之间的油浴牵伸槽内进行,丝束在牵伸槽内被牵伸浴加热,牵伸倍数为3.3
‑
3.5,85
‑
90%的牵伸比,油浴槽温度为65至70℃,所用的油剂为硅油,浓度5%至6%。
[0037]
蒸汽牵伸是指丝束经蒸汽加热箱加热后进行牵伸,牵伸倍数为1.08
‑
1.1,温度为100
‑
110℃。具体的,牵伸倍数为1.13,温度为108℃。
[0038]
所述的松弛热定型通过松弛热定型烘箱进行,松弛热定型烘箱分14个加热区,温度控制为80
‑
180℃,干燥时间约为10至30min。
[0039]
将经过两次牵伸处理后的纤维经油剂喷淋装置,通过喷淋即降低丝温,再通过第三牵伸辊牵出。丝束冷却后,经过叠丝机,将三片丝束叠成一片能满足卷曲机填塞箱宽度的均匀丝片。然后通过三辊的张力调节机、调节丝束的张力,再进入卷曲机进行卷曲。丝束通过张力调节机控制卷曲速度并保证卷曲机前丝束具有固定的张力。丝束在卷曲机的卷曲效果,可通过压辊及填塞箱的压力来调整,卷曲后的丝束经冷却干燥机送切断平台,经喷淋上油装置喷淋补充上油后通过导丝部件经捕结器被牵引到切断间,在张力调节机的控制下,将丝束均匀地喂入切断机,切成所需长度的短纤维,再由摆丝机将丝束均匀地铺放在松弛热定型机的链板上,松弛热定型机内的丝束在松弛状态下进行干燥和定型。松弛热定型机烘房为积木组合式,共分14个加热区,温度依次控制为80℃、100℃、110℃、120℃、140℃、160℃、180℃、175℃、180℃、170℃、160℃、145℃、145℃、120℃,后两个区为冷却室通入冷风冷却以降低丝束温度。干燥时间约为30min。干燥后的纤维再经输送链板、打包加工。
[0040]
通过上述工艺,生产的7d*64mm四边形高中空度聚酯短纤维产品检测的各项参数指标
[0041]
中空率:36%
[0042]
异形度:56%
[0043]
断裂强度:3.8cn/dtex
[0044]
断裂伸长:15%
[0045]
纤度cv%:3%
[0046]
长度cv%:3.8%
[0047]
倍长纤维:9.0mg/100g。
[0048]
实施例二
[0049]
结合图3,对本实施例作详细说明。本实施例所一种四边形高中空度聚酯短纤维的制备方法,与实施例一的区别在于:第四细长弧形孔24的宽度从熔体输入端a至熔体流出端b逐渐缩小。第四细长弧形孔24的熔体流出端b处设置有凸台25。即第四细长弧形孔24的熔体流出端b凸出于喷丝板本体1的下表面,使得熔体在喷出时产生膨胀不会在板体的底面形成粘滞,继而可大幅度地提升喷丝品质。
[0050]
第一细长弧形孔21、第二细长弧形孔22、第三细长弧形孔23和第四细长弧形孔24的结构相同,上述仅仅是以第四细长弧形孔24的结构为例进行说明。
[0051]
第四细长弧形孔24的熔体流出端b与凸台25的过度段,可以是直角亦可以是弧形。
[0052]
实施例三
[0053]
结合图4,对本实施例作详细说明。本实施例所涉及的一种四边形高中空度聚酯短纤维的制备方法,与实施例一或二的区别在于:所述喷丝孔2设置于喷丝芯20上,所述喷丝
芯20安装于喷丝板本体1上所设置有通孔内;所述喷丝芯30的顶面不高于喷丝板本体1的表面。
[0054]
所述喷丝芯20上设置有外螺纹,对应于该通孔中设置有内螺纹,该内螺纹与外螺纹相互螺合连接而将喷丝芯20固定安装于通孔中。
[0055]
喷丝芯20可拆卸地安装于喷丝板本体1上的通孔内,当喷丝芯损坏后,只需要将损坏的喷丝芯20拆下更换,而不需要更换整个喷丝板,从根本上降低了化纤纺丝作业的生产成本。并且通过将喷丝板本体1与喷丝芯20分开独立加工,使得喷丝板的制程变得简单易行,有利于喷丝板批量流水作业,提高制造喷丝板的生产效率。
[0056]
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思做出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

