1.本发明属于纱线纺纱领域。根据独立专利权利要求,它涉及一种用于针对异物优化纺纱过程的方法和用于实施该方法的设备。
背景技术:
2.纱线中的异物是当今纺纱厂的主要问题之一。这些是不同于纱线纤维的预期基础材料(例如棉纤维)的材料。它们可以来自各种来源,例如塑料包装、绳索、人类或动物毛发等。异物在纺纱和编织期间会导致纱线断裂,以与基础材料不同的方式染色并影响最终纺织产品的外观。它们显着降低了最终产品的价值。由异物引起的织物缺陷的概述和减少这些缺陷的建议由uster technologies ag(乌斯特技术股份公司)于2010年3月在news bulletin no.47“the origins of fabric defects
‑
and ways to reduce them(织物缺陷的起源——以及减少它们的方法)”的第3.8节中给出。
3.wo
‑
2006/079426 a1公开了一种用于分离在纤维材料中、尤其是在原棉中的异物的方法和设备。例如,这些方法使用在清花车间中以准备用于纺纱的原棉。纤维材料被送入气动纤维输送线,依次通过传感器系统和分离设备。当异物被传感器系统检测到时,它们借由横向指向纤维传输线的压缩空气脉冲并通过纤维传输线中的去除开口被从纤维传输线中去除。相应产品描述在uster technologies ag(乌斯特技术股份公司)于2015年10月的手册“jossi vision shield 2
‑
the key to total contamination control(全面污染控制的关键)”中。
4.在纺织品制造过程的更下游,可以通过所谓的清纱器从纺纱机或络筒机上的纱线中去除异物。清纱器包含具有至少一个传感器的测量头,该传感器扫描移动的纱线并检测纱线缺陷,例如异物或粗细部位。来自传感器的输出信号根据预定标准被连续评估。us
‑
6,244,030 b1公开了一种清纱器,其不仅检测异物,而且区分不同类型的异物。传感器通过入射光对纱线进行光学扫描。提供了分类场或矩阵。沿分类场的水平轴线绘制纱线段的长度,沿垂直轴线绘制光在纱线上的反射率。将分类场分成16类浅色异物和16类深色异物。计数同一类的纱线段。相应的产品描述在uster technologies ag(乌斯特技术股份公司)于2011年4月的手册“quantum 3application handbook(quantum 3使用手册)”的第8.4节中。
5.wo
‑
2017/190259 a1描述了一种用于监测纤维絮流中的杂质的方法和设备。在一个实施例中,第一监测设备监测纤维絮流中的杂质,而第二监测设备监测纺织品制造过程中下游的杂质。第二监测设备可以是络筒机上的清纱器。控制单元连接到第一监测设备和第二监测设备。它从两个监测设备收集数据,对所述数据进行统计评估,并将由此产生的报告输出给操作者。在控制回路中,第一监测设备中的污染物去除极限根据来自第二监测设备的监测结果而改变。
6.us
‑
4,653,153a描述了用于纺织工业中自调匀整并条机中的并条过程的控制设备。它们可以根据开环或闭环控制原理进行操作,以便在并条机出口处获得具有均匀横截
面的棉条。并条机出口处的快速反应测量元件的测量信号与并条机入口处的另一个测量信号相关。以这种方式,调整牵伸值的参数以这样的方式被修正,即使棉条横截面的短期波动也得到补偿。具体地,棉条从致动器到并条机出口处的测量元件的运行时间以及测量信号的总放大倍数是决定性的。
技术实现要素:
7.本发明的一个目的在于公开一种针对异物的优化纺纱过程的方法。优化应特别关注纱线质量和/或生产成本:在相同的生产成本下提高纱线质量,在相同的纱线质量下降低生产成本,或同时提高纱线质量并且降低生产成本。在异物方面,纱线质量越高意味着纱线中干扰性异物的比例越低。除其他外,生产成本还受到作为废料而被剔除的纤维材料量和络筒机停机频率的影响。
8.本发明的另一个目的在于提供一种用于执行该方法的设备。
9.这些和其他目的通过如独立权利要求中所定义的根据本发明的方法和设备来解决。在从属权利要求中指出了有利的实施例。
10.本发明基于将纺纱过程中在两个不同位置确定的异物信息分配给彼此并基于所分配的异物信息对纺纱过程进行改变的思想。分配必须使得异物信息与纤维材料的基本相同样品相关。
11.在本说明书中使用的术语“样品”是指具有基本相同、基本均匀分布特性的相关数量纤维材料。样品的尺寸范围可以从质量小于1克的纤维絮到几吨的纤维材料。样本的一个示例是如在开包部门遇到的每包220公斤的50个棉包(共11吨)的铺放。样品经过纺纱过程;它的结构和形状根据特定的工艺步骤而变化。例如,相同的样品可以采用原料纤维、纤维絮、无纺布、棉条、粗纱或纱线的形式。在纺纱过程中,样品可以被分到不同的加工机器上。
12.根据本发明的方法是用来针对纤维材料中的异物优化纺纱过程,该过程由以原料纤维的形式供给并以纱线的形式输出的纤维材料进行。在纺纱过程中的第一位置,确定与异物相关的第一异物信息。在相对于第一位置位于下游的、纺纱过程中的第二位置处,确定与异物有关的第二异物信息。第一异物信息和第二异物信息分配给彼此,使得它们与纤维材料的基本相同样品相关。基于所分配的第一异物信息和第二异物信息,对纺纱过程做出改变。
13.第一位置和第二位置优选地分别对应于来自以下组的一个工艺步骤:开松、粗清、混合、精清、梳理、并条、梳理、牵伸、纺纱、倒筒。
14.可以对纤维材料的全部样品或纤维材料的样品的子集进行第一异物信息和/或第二异物信息的确定。它可以连续地、或在离散的时间点处进行。它可以在纺纱过程中在线地被执行,也可以通过从纺纱过程中取出纤维材料或其子集的样本并在纺纱过程之外(例如在纺织实验室)检查它而离线地被执行。
15.对纺纱过程的改变可以包括对供入纺纱过程的原料纤维或其至少一部分的改变,和/或对在纺纱过程所涉及的机器上的设置的改变。
16.第一异物信息和第二异物信息的相互分配优选地包括以下组中的其中一个步骤:将通过时间确定为纤维在其期间从纺纱过程中的第一位置通过到第二位置的时间间隔;确定样品本身的特性;以及标记样品的载体。通过时间可以从已知的加工和储存时间凭经验
地或理论上地来确定。例如,样品的特性可以是它的化学成分,其可以包括经由遗传分析和/或人工添加标记(标识)的纤维的天然成分。根据样品的特性,样品的载体可以是被光学和/或电磁标记到其上的条筒或线筒芯。
17.在优选实施例中,在纺纱过程的第一位置处针对异物监测在空气流中气动输送的纤维絮流。基于该监测,确定第一异物信息。在纺纱过程的第二个位置处,针对异物监测从纤维絮纺出并沿其纵向输送的纱线。基于该监测,确定第二异物信息。将通过时间确定为纤维从纺纱过程中的第一位置到第二位置的时间间隔。在第一时刻处确定第一异物信息,在第一时刻后经过通过时间的第二时刻处确定第二异物信息。将由此确定的第一异物信息和由此确定的第二异物信息分配给彼此。
18.在一个实施例中,第一异物信息是指示纤维絮中异物比例的第一异物分数,第二异物信息是指示纱线中异物比例的第二异物分数。优选地,第一异物分数基本上表示每单位质量的纤维絮或每单位时间的异物数量,和/或第二异物分数基本上表示每单位纱线质量的、每单位纱线长度的、或每单位时间的异物数量。
19.在一个实施例中,根据去除标准从在纺纱过程中的第一位置处的纤维絮流中去除异物,并且对纺纱过程的改变包括对去除标准的改变。第一异物信息可以是去除率,其本质上表示每单位纤维絮质量或每单位时间的去除数量。有利地,预先确定去除标准与去除率之间的相关性,并且在对纺纱过程的改变中考虑该相关性。
20.在一个实施例中,根据清除标准从纱线中清除在纺纱过程中的第二位置处的纱线中检测到的异物,并且对纺纱过程的改变包括对清除标准的改变。优选地,第二异物信息是基本上表示每单位质量纱线的、每单位纱线长度的、或每单位时间的清除操作数量的清除率。初步地,可以确定清除标准与清纱率之间的相关性,并且在对纺纱过程的改变中可以考虑这种相关性。初步地,可以确定去除成本,并且在对纺纱过程的改变中可以考虑去除成本与去除率的乘积。初步地,可以确定清纱操作成本,并且在对纺纱过程的改变中可以考虑清纱操作成本与清纱率的乘积。在对纺纱过程的改变中考虑去除成本与去除率的乘积和清纱操作成本与清纱率的乘积的线性组合可能是有利的。以这样的方式对纺纱过程进行改变是有利的,即使得线性组合在改变之后呈现比改变之前更小的值,并且优选地以这样的方式进行,即使得以达到线性组合的全局最小值。
21.通过时间可以由操作者手动输入,基于规格自动计算,和/或基于规格从数据库中检索。
22.在一个实施例中,纤维材料中的第一类异物在第一位置预先确定,这些第一类在异物的特性方面彼此不同,并且第一异物信息与这些第一类中的一个或多个相关。同样地,纤维材料中的第二类异物可以在第二位置预先确定,这些第二类在异物的特性方面彼此不同,并且第二异物信息可以与这些第二类中的一个或多个相关。
23.在一个实施例中,第一异物信息和第二异物信息同时输出给操作者。第一异物信息和第二异物信息的同时输出可以至少部分地以图形方式发生。除了同时输出第一异物信息和第二异物信息之外,可以输出第一异物信息和/或第二异物信息的评估给操作者。优选地,评估包括至少两个类别,每个类别指示适当的或临界的异物信息。除了同时输出第一异物信息和第二异物信息之外,可以输出用于改变纺纱过程的建议给操作者。
24.在一个实施例中,基于所分配的第一异物信息和第二异物信息输出警报给操作
者。优选地,确定所分配的第一异物信息的时间进程和第二异物信息的时间进程,并基于时间进程输出警报。
25.在一个实施例中,操作者基于同时输出的第一异物信息和第二异物信息、基于评估和/或基于推荐来进行对纺纱过程的改变。
26.在一个实施例中,自动进行对纺纱过程的改变。
27.在一个实施例中,预先确定纤维絮和/或纱线中异物含量的全球频率分布,并且在对纺纱过程的改变中考虑该频率分布。
28.本发明还涉及一种用于在进行纺纱过程的纺纱厂中实施根据本发明的方法的设备,以原料纤维的形式供给并以纱线的形式排出的纤维材料通过该纺纱过程。该设备包括在纺纱过程中的第一位置处的第一监测设备。第一监测设备适于确定与异物有关的第一异物信息。此外,该设备包括在纺纱过程中相对于第一位置位于下游的第二位置处的第二监测设备。第二监测设备用于确定与异物有关的第二异物信息。该设备还包括连接到第一监测设备和第二监测设备的中央控制设备。中央控制设备用于将第一异物信息和第二异物信息分配给彼此,并根据所分配的第一异物信息和第二异物信息自动改变纺纱过程,以及/或同时输出第一异物信息和第二异物信息给操作者。
29.在一个实施例中,该设备包括在纺纱过程中的第一位置处的纤维絮监测设备。纤维絮监测设备适于针对异物监测在气流中气动输送的纤维絮流,并基于监测确定第一异物信息。进一步地,该设备包括在纺纱过程中的第二位置处的纱线监测设备。纱线监测设备适于针对异物监测从纤维絮纺出并沿其纵向输送的纱线,并根据监测确定第二异物信息。中央控制设备适于将通过时间存储为在其期间纤维从纺纱过程中的第一位置传送到第二位置的时间间隔,适于存储在第一时间点处的第一异物信息和在第一时间点之后经过通过时间的第二时间点处的第二异物信息,并且将由此确定的第一异物信息和由此确定的第二异物信息分配给彼此。
30.得益于本发明,针对异物优化了纺纱过程。因为纱线中残留的异物很少,因此实现高纱线质量。同时,因为很少纤维材料作为废料被丢弃,因此生产率很高。
附图说明
31.下面,参考附图详细说明本发明。主要讨论了一个优选实施例,其中纺纱过程中的第一位置对应于纤维絮的精清,而纺纱过程中的第二位置对应于纱线的倒筒。然而,这并不意在限制本发明的一般性。替代地,第一和/或第二位置可对应于其他工艺步骤。
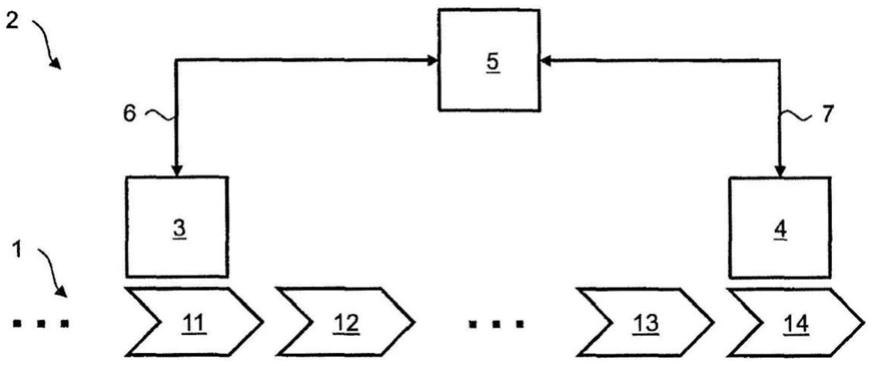
32.图1示意性地示出了根据本发明的纺纱厂和设备中的纺纱过程的一部分。
33.图2示出了用于纤维絮流中的异物事件的示例性纤维事件场。
34.图3示出了用于纱线中的异物事件的示例性纱线事件场。
35.图4和图5示出了相关异物信息的图形输出的示例。
36.图6示出了可使用来定义用于异物信息的评估区域的边界的图表。
37.图7示出了分配给彼此的异物信息的时间进程的三个示例。
38.图8示出了用于最小化纺纱过程中的成本的图表。
具体实施方式
39.图1示意性地示出了在纺纱厂中进行的纺纱过程1的一部分。在纺纱过程1中,例如从原棉纺出纱线。纺纱过程1可以包括例如以下工艺步骤:开松、粗清、混合、精清11、梳理12、并条、梳理、牵伸、纺纱13、倒筒14。并非需要通过所有提到的工艺步骤11
‑
14,并且可以添加进一步的工艺步骤。为简单起见,图1中仅示意性地绘制了几个工艺步骤11
‑
14,而其他的则用点表示。
40.图1还示出了根据本发明的设备2的示意图。在纺纱过程1的早期阶段的第一位置处,例如在精清11中或紧接其后,存在在空气流中气动输送的纤维絮流。在该第一位置处,设置有根据本发明的设备2的纤维絮监测设备3。纤维絮监测设备3设置来针对异物监测纤维絮流,并且根据监测确定与异物有关的第一异物信息。
41.第一异物信息可以是指示纤维絮中异物的比例的第一异物分数。例如,这基本上可以是每单位纤维絮质量(例如,每100kg)的、或每单位时间(例如,每小时)的异物数量;可以使用通常已知的单位时间质量流量(例如,以kg/h为单位)将这两个信息相互转换。
42.此外,纤维絮监测设备3可以根据去除标准从纤维絮流中去除异物。例如从wo
‑
2006/079426 a1中本身已知一种用于去除纤维材料中、尤其是原棉中的异物的方法和设备。在优选实施例中,纤维絮监测设备3包括传感器系统,其检测纤维絮流中的、包括异物的物体的特性。例如,传感器系统可以包括捕捉纤维絮流的图像的两个ccd相机;可以有其他或附加的传感器。传感器系统连接到控制单元,例如计算机。控制单元评估传感器系统的输出信号,应用去除标准来决定在纤维絮流中检测到的物体是否可以接受。根据评估结果,它控制分离单元从纤维絮流中去除异物。分离单元包括例如可以由控制单元单独致动的多个压缩空气喷嘴。如果控制单元检测到不可接受的物体,它会使位于该物体位置的压缩空气喷嘴以垂直于纤维絮流的输送方向喷射压缩空气,由此从纤维絮流中去除该物体。
43.图2示出了用于包括二维笛卡尔坐标系的象限或象限的一部分的纤维事件的纤维事件场20。沿着第一轴线21(例如横坐标)绘制第一参数,沿着第二轴线22(例如纵坐标)绘制第二参数。第一参数可以与纤维絮流中的物体的几何特性有关,并且优选地是物体的长度或面积。第二参数可以与物体的光学特性有关,并且优选地是光从絮反射的、透射通过絮的、或被絮吸收的强度。为物体确定的第一和第二参数的值定义了表示纤维事件场20中的物体的纤维事件的坐标。例如,在图2中,仅将一个纤维事件绘制为点23;在实际中,在纤维絮流中存在很多这样的纤维事件,它们在纤维事件场20中的位置通常彼此不同。
44.图2的纤维事件场20被分成20个矩形的第一类27。在第一类27的至少一个并且优选地在所有第一类27中,可以对纤维事件进行计数,从而确定它们各自的数量。通过形成相应第一类27中的纤维事件的绝对数量与整个纤维事件场20中的纤维事件的总数的比率,确定相应第一类27中的纤维事件的相对比例。第一异物分数可以仅涉及第一类27中的一个或一些。
45.图2还说明了纤维絮流中的异物的可能去除标准。去除标准可以例如以纤维事件场20中的去除曲线26的形式给出,如wo
‑
2017/190259 a1中所描述。去除曲线26将纤维事件场20分成两个互补区域:允许的纤维事件位于其中的第一区域24和不允许的纤维事件位于其中的第二区域25。由第一区域24中的纤维事件表示的物体保留在纤维絮流中,而由第二区域25中的纤维事件表示的物体从纤维絮流中消除。
46.如图2所示,二维纤维事件场20中的去除曲线26只是用于本发明的一种可能的去除标准。在一个实施例中,去除标准可以仅考虑单个参数,例如沿纤维事件场20的纵坐标22绘制的强度。在另一个实施例中,去除标准可以考虑多于两个参数,例如沿着纤维事件场20的轴线21、22绘制的几何形状属性和强度,并且可以附加地还有物体的颜色。
47.去除标准可以由操作者输入来指定、从数据库中获取或自动计算。
48.第一异物信息可以是去除率。例如,这可以基本上表示每单位纤维絮质量(例如,每100kg)的、或每单位时间(例如,每小时)的去除数量;可以通过通常已知的单位时间质量流量(例如,以kg/h为单位)将这两个指示相互转换。
49.在相对于第一位置位于下游的、纺纱过程1中的第二位置(见图1)处,已经从纤维絮纺出的纱线例如在倒筒期间14沿其纵向被输送。根据本发明的设备2的纱线监测设备4位于该第二位置处。纱线监测设备4适于针对异物监测纱线,并基于监测确定与异物有关的第二异物信息。
50.第二异物信息可以是指示纱线中异物的比例的第二异物分数。例如,这基本上可以是每单位纱线质量(例如,每kg)的、每单位纱线长度(例如,每100km)的、或每单位时间(例如,每小时)的异物数量;可以使用纱线支数(例如,以tex=g/km为单位)或卷绕速度(例如,以m/min为单位)将这三个信息相互转换。
51.纱线监测设备4例如可以设计为清纱器系统。例如从us
‑
6,244,030 b1中本身已知用于针对异物监测运行纱线的清纱器。因此,纱线监测设备4包括传感器,其沿纱线纵向方向在纱线段上检测光学测量的测量值。它还包括评估单元,用于根据测量值确定被测量纱线段的反射率值。评估单元为异物提供了分类场,其分为至少两类。它将纱线事件分类为至少两类,并确定在至少两个类别中的至少一个类别中的纱线事件占在纱线中检测到的异物总数量的比例。
52.用于纱线事件的两个事件场在uster technologies ag(乌斯特技术股份公司)于2011年4月的“quantum 3application handbook(quantum 3应用手册)”的第8.4节中给出。它们其中之一示例性地示出在图3中。纱线事件场30包含二维笛卡尔坐标系的象限或象限的一部分。坐标系的横坐标31指示反射率值在纵向方向上的延伸,例如以厘米为单位。纵坐标32指示反射率值与标称值的偏差,例如以百分比表示。为纱线事件确定的反射率值的延伸值和偏差值定义了纱线事件在纱线事件场30中的坐标。在图3中,作为示例,仅将一个纱线事件绘制为点33;在实际中,在纱线中存在很多这样的事件,它们在纤维事件场30中的位置通常彼此不同。
53.图3的纱线事件场30被细分为32个矩形的第二类,它们由字母和数字aa1
‑
f唯一标识。纱线事件场30中的每个纱线事件可以根据其位置被唯一地分配第二类aa1
‑
f。点33所代表的纱线事件属于第二类c3。在第二类aa1
‑
f的至少一个并且优选地在其所有中,可以对纱线事件进行计数并由此确定它们各自的数量。通过形成相应第二类aa1
‑
f中纱线事件的绝对数量与整个纱线事件场30中的纱线事件总数的比率,确定纱线事件在相应第二类aa1
‑
f中的相对比例。第二异物分数可以仅涉及第二类aa1
‑
f的一个或一些。
54.在纱线事件场30中还绘制了清除曲线36,其表示作为纱线中允许和不允许的异物之间的边界的清除极限。将所确定的纱线事件坐标与清除极限36进行比较,并根据比较将纱线事件从纱线中去除,即清除或不清除。
55.第二异物信息可以是清除率。例如,这可以基本上表示每单位质量纱线(例如每kg)的、每单位纱线长度(例如每100km)的、或每单位时间(例如每小时)的清纱操作次数;可以通过纱线支数(例如,以tex=g/km为单位)或卷绕速度(例如,以m/min为单位)将这三个信息相互转换。
56.在根据图1的实施例中,纱线监测设备4双向连接至中央控制设备5,其由箭头7表示。中央控制设备5继而双向连接至纤维絮监测设备3,其由箭头6表示。
57.数据连接6、7实现了相关的各设备3、4、5之间的双向数据交换。为此,纤维絮监测设备3、纱线监测设备4和中央控制设备5配备有用于发送数据的发送部件和用于接收数据的接收部件。数据连接6、7可以以有线或无线的方式形成。
58.中央控制设备5可以设计为独立的设备,例如设计为位于纺纱厂内或纺纱厂外的计算机。在这种情况下,它包括相应的接收和发送部件,分别用于接收和发送数据。替代地,中央控制设备5可以集成在另一个设备中,例如在纺纱厂的纺织实验室中的纱线测试设备中、在纤维絮监测设备3中、在纱线监测设备4中等。在后两种情况下,纱线监测设备4和纤维絮监测设备3之间可以存在直接数据链路,两个设备4、3经由该数据链路发送或交换数据。
59.沿着连接6和/或7,可能有另外的(未示出)设备接收所发送的数据、在必要时处理它们并进一步发送它们。在一个实施例中,多个纤维絮监测设备3连接到一个纤维絮专家系统。纤维絮专家系统适于从纤维群监测设备3接收数据,对其进行处理并以合适的形式输出,以及对纤维絮监测设备3进行控制。它继而连接到中央控制设备5。在一个实施例中,多个纱线监测设备4连接到纱线专家系统。纱线专家系统被设置为从纱线监测设备4接收数据,对其进行处理并以合适的形式输出,以及控制纱线监测设备4。它继而连接到中央控制设备5。
60.在图1的纺纱过程1中,确定通过时间δt(参考图7(b)和图7(c))。通过时间δt在本文件中被定义为在其期间纤维从纺纱过程1中的第一位置(例如精清11)传送到第二位置(例如倒筒14)的时间间隔。通过时间δt取决于几种情况,例如纺纱过程1、纺纱厂的组织、原料纤维、要生产的纱线等。视情况而定,它可能在几小时或几天的范围内。在一个实施例中,通过时间δt可以由操作者手动输入到中央控制设备5中。在另一个实施例中,通过时间δt可以由中央控制设备5自动计算。该计算可以例如基于存储在中央控制设备5中的、例如关于纺纱过程1、纺纱厂的组织、原料纤维、要生产的纱线等的数据来执行。在另一个实施例中,通过时间δt可以由中央控制设备5基于来自数据库的输入来检索。它可以在执行根据本发明的方法期间保持恒定或被改变,其中该改变可以再次被手动或自动地进行。
61.在根据本发明的方法中,第一异物分数和第二异物分数涉及纤维材料的相同样本,即可以说是“针对相同纤维”确定的。为此,在那里确定第二异物分数的第二时刻t2(参考图7(b)和图7(c))必须在确定了第一异物分数的第一时刻t1经过通过时间δt之后,即t2=t1 δt。以这种方式确定的第一异物分数和以这种方式确定的第二异物分数分配给彼此。
62.确定通过时间δt只是用于第一异物信息和第二异物信息相互分配的几种可能性中的一种。另一种可能性是确定样品本身的特性。例如,可以将它的化学成分用作样品的特性,其中借由遗传分析和/或人工添加标记(标识)的纤维的天然成分可以发挥作用。分配的另一种可能性是标记样品的载体,以便在纺纱过程中跟踪样品。根据样品的性质,样品的载
体可以是应用了光学和/或电磁标记的条筒或卷筒芯。
63.基于所分配的第一异物分数和第二异物分数,对纺纱过程1进行改变。下面给出了这些改变的一些示例:
64.·
在一个实施例中,对纺纱过程1的改变包括对去除标准的改变。为此,例如可以改变去除曲线26(参考图2)。
65.·
在一个实施例中,对纺纱过程1的改变包括对清除标准的改变。为此,例如可以改变清除曲线36(参考图3)。
66.·
在一个实施例中,对纺纱过程1的改变包括对供给到纺纱过程1的原料纤维或其至少一部分的改变。
67.·
在一个实施例中,对纺纱过程1的改变包括改变在纺纱过程1所涉及的机器上的设置。
68.在根据本发明的方法的一个实施例中,将第一异物信息和第二异物信息同时输出给操作者。同时输出第一和第二异物信息优选地以图形的方式完成。图4和图5示出了其两个示例,其中第一异物信息是去除率并且第二异物信息是清除率。
69.图4示出了图形输出40的第一个示例。它包含列41,该列被分成四个评估区域42
‑
45。在列41的两侧是水平箭头46、47,它们的位置相对于列41可以在垂直方向上改变。左箭头46表示去除率,右箭头47表示分配给它的清除率。箭头46、47设置得越向下,所讨论的比率越低,反之亦然。出于评估比率的目的,可以将第41列的四个评估区域42
‑
45着色成交通灯颜色,绿色表示充分(第二评估区域43),黄色表示临界(第一评估区域42和第三评估区域44),并且红色表示高度临界(第四个评估区域45)。在图4的示例中,去除率低,清除率很高。这种比率的不成比例并不是最佳的。除了同时输出去除率和清纱率之外,还可以输出用于改变纺纱过程的建议给操作者。这种建议在图4中由两个简单的垂直箭头48、49表示:去除率应该增加(箭头48),清除率应该降低(箭头49)。在最佳设置中,水平箭头46、47都指向绿色的第二评估区域43。可以理解,本发明包括其他类似的图形输出,例如单独列,每个列用于去除率和用于清除率。
70.图5示出了去除率和清除率的图形输出的第二个示例。这与组合图50有关。沿横坐标51绘制去除率,沿纵坐标52绘制清除率。去除率和分配的清算率形成了点53在组合图中的坐标。图中示意性地绘制了五个评估区域54
‑
58,分别对应不同的评估类别或建议类别。评估区域54
‑
58可以具有与图5中绘制的形状不同的形状。为了比率评估的目的,可以将五个评估区域54
‑
58着色成交通灯颜色,绿色表示充分(第一评估区域54和第五评估区域58),黄色表示临界(第二评估区域55和第四评估区域57),红色表示高度临界(第三个评估区域56)。标绘点53位于绿色的第一评估区域54中。在这种情况下,显然使用了具有低异物含量的优质原料纤维,因此不需要采取措施。位于黄色的第二评估区域55中的点将指示高去除率同时具有低清除率。这种比率的不匹配应该通过降低去除率和提高清除率来补偿。该给操作者的建议由箭头59指示。在红色的第三评估区域56中,去除率和清除率都很高,导致生产率低下。在这种情况下,应考虑使用更好、污染更少的原料纤维。位于黄色的第四评估区域57中的点表示低去除率并且具有高清除率。这对应于图4中示出的情况。这种比率的不匹配应该通过增加去除率并且降低清除率来补偿。该给操作者的建议由箭头59指示。如果点位于绿色的第五评估区域58中,则去除率和清纱率平衡并且不需要改变纺纱过程1。
71.在图4和图5的示例中,除图示之外,还可以指示去除率和/或清除率的值。在图4中的情况是,在相应的水平箭头46、47中输入两个值。替代地,可以仅将值且不将图示输出给操作者。
72.不使用或除了使用箭头48、49(图4)或59(图5)或类似的图形符号之外,还可以用文字的方式将建议给操作者。
73.在高度临界的情况下(图4的第四评估区域45和图5的第三评估区域56),优选地不仅发出建议而且还发出警告或警报给操作者。这可以通过图形地或用中央控制单元5(图1)的显示单元上的文字、声学地、和/或视觉地来完成,例如使用警告灯。
74.基于图形输出、建议和/或警报,操作者可以手动地对纺纱过程1进行改变。替代地,可以例如通过中央控制单元5(图1)自动地进行对纺纱过程1的改变。
75.可以以多种方式指定图4和图5中的评估区域42
‑
45、54
‑
58的边界。第一种可能性是基于经验的默认值。第二种可能性是预先确定纤维絮中和/或纱线中异物含量的全球频率分布,并在确定评估区域的极限时考虑该频率分布。这样的全球频率分布可以例如从statistics获取。statistics是本知识产权申请人公布的、根据纺织品原料、中间体和成品的全球生产情况确定的纺织品质量数据的汇编;参见在本知识产权的申请日检索的https://www.uster.com/en/service/uster
‑
statistics/。
76.在图6中示出用于定义图4和5中的评估区域42
‑
45、54
‑
58的边界的另一种可能性。该图示出笛卡尔坐标系中的图表60,沿着其横坐标61绘制了影响去除标准的参数。该参数可以是例如纤维絮监测设备3(图1)有关光强度的灵敏度,其确定去除曲线26(图2)在垂直方向上的位置。沿着纵坐标62绘制了去除率。曲线63指示灵敏度与去除率之间的相关性。这种相关性可以预先启发式地或理论上地被确定。横坐标61被分成三个区域64
‑
66。在第一区域64中,灵敏度非常低,以至于它们对去除率几乎没有影响。在第三区域66中,灵敏度非常高,导致了非常高的去除率。在第二区域65中,存在具有中等去除率的中等灵敏度。对应于该第二区域65的去除率区域67对应于图4中的去除率的适当绿色区域43。类似地,可以为净化率定义适当的区域。
77.图7示出了分配给它的第一异物信息和第二异物信息的时间过程的三个示例。这两个异物信息分别显示在上下排列的两个图表701、702中,其中上图701沿纵坐标72表示例如去除率e(t),而下图702沿纵坐标73表示例如第二个异物f(t),并且横坐标71是图701、702共同的时间轴线t。上图701中的第一曲线74表示第一异物信息的时间进程,下图702中的第二曲线75表示第二异物信息的时间进程。假设除了去除标准可能改变外,纺纱过程1没有进行其他改变。示例示出了每种情况下的预期行为。与此行为的偏差指示在纺纱过程1中的故障,并且例如可以触发向操作者发出的警报。
78.图7(a)示出了其中去除率e(t)在时间上保持恒定且去除标准不变的简单情况。在这种情况下,第二异物分数f(t)也应在时间上保持不变;否则,应发出警报。
79.在图7(b)的示例中,在不改变去除标准的情况下,在第一时刻t1观察到更高的去除率e(t)。这可能是当具有更多异物的原料纤维被供入纺纱过程1时的情况。可以预期在比第一时刻t1晚了通过时间δt的第二时刻t2,第二异物分数f(t)也会增加。相反,在不改变去除标准的情况下,去除率e(t)的降低也应该导致第二异物分数f(t)的降低。
80.在图7(c)的示例中,在第一时刻t1改变去除标准,从而产生更高的去除率e(t)。正
如预期,这应该具有以下结果:在比第一时刻t1晚了通过时间δt的第二时刻t2,第二异物分数f(t)降低。另一方面,如果以这样的方式改变去除标准,产生了较低的去除率e(t),则第二异物分数f(t)应该在通过时间δt之后增加。
81.图8图示了根据本发明的方法的另一个实施例。在该实施例中,还考虑了成本。
82.图8(a)示出了在笛卡尔坐标系中的图801,沿其横坐标81绘制了去除率e并且沿其纵坐标82绘制了清除率c(e)。曲线83示意性地示出了去除率e与清除率c(e)之间的可能相关性。这种相关性c(e)可以启发式地或理论上地被确定。同样启发式地或理论上地,可以确定用于去除的成本k
e
和用于清除操作的成本k
c
。然后纺纱过程1中用于去除和清除操作的每单位质量的总成本k为如下:k(e)=e
·
k
e
c(e)
·
k
c
,
83.其中重要的是发现,在该线性组合中去除率e和清除率c涉及相同的单位质量。用于最小化总成本k(e)的条件如下:
[0084][0085]
由此得出如下
[0086][0087]
因此,在图8(b)的图表802中,沿纵坐标84绘制了图8(a)的曲线83的导数dc(e)/de。曲线85示出了导数的过程。作为示例,绘制了值
‑
k
e
/k
c
,其导数假定在两个位置e
max
、e
min
处。
[0088]
最后,在图8(c)的图表803中,通过曲线87绘制了总成本k(e)。要避免的总成本k(e)的最大值位于提到的两个位置的第一位置e
max
处。然而,在提到的两个位置中的第二位置e
min
处是最小值,这是有意义的。该值e
min
应通过适当选择去除标准来确定,以便优化纺纱过程1。因此,在该实施例中,对纺纱过程1的改变应当在于去除标准的选择,使得去除率仅为e
min
;那么总成本k(e)是最小的。该改变可以由操作者手动进行或例如通过中央控制单元5(图1)自动进行。
[0089]
即使对于给定的纺纱过程1不能确定或不能完全确定图8(a)中所示的函数,也可以实施根据基于图8描述的本发明的方法的实施例。对于给定的纺纱过程1和用于另一个但类似纺纱过程的函数c(e),已知单个点(e,c')是足够的。假设曲线83的过程对于两个纺纱过程是相似的,则可以计算比例因子
[0090][0091]
那么针对给定纺纱过程1的最小条件是
[0092][0093]
其中dc(e)/de是图8(b)所示的已知函数c(e)的导数。
[0094]
应当理解,本发明不限于上述实施例。特别地,可以在纺纱过程中的多于两个位置处确定与异物有关的异物信息。根据本发明的知识,本领域技术人员将能够推导出也在本发明的范围内的其他改变。
[0095]
附图标记列表
[0096]
1纺纱过程
[0097]
11精清
[0098]
12梳理
[0099]
13纺纱
[0100]
14倒筒
[0101]
2设备
[0102]
3纤维絮监测设备
[0103]
4纱线监测设备
[0104]
5中央控制设备
[0105]
6,7数据连接
[0106]
20纤维事件场
[0107]
21横坐标
[0108]
22纵坐标
[0109]
23纤维事件
[0110]
24允许的纤维事件的第一区域
[0111]
25不允许的纤维事件的第二区域
[0112]
26去除曲线,去除标准
[0113]
27纤维事件的类
[0114]
30纱线事件场
[0115]
31横坐标
[0116]
32纵坐标
[0117]
33纱线事件
[0118]
40图形输出
[0119]
41列
[0120]
42
‑
45评估区域
[0121]
46用于显示去除率的箭头
[0122]
47用于显示清除率的箭头
[0123]
48,49用于显示建议的箭头
[0124]
50组合图
[0125]
51横坐标
[0126]
52纵坐标
[0127]
53组合图中的点
[0128]
54
‑
58评估区域
[0129]
59用于显示建议的箭头
[0130]
60图表
[0131]
61横坐标
[0132]
62纵坐标
[0133]
63曲线
[0134]
64
‑
66横坐标上的区域
[0135]
67纵坐标上的区域
[0136]
701、702图表
[0137]
71横坐标
[0138]
72,73纵坐标
[0139]
74,75分别为第一和第二曲线
[0140]
801
‑
803图表
[0141]
81横坐标
[0142]
82,84,86纵坐标
[0143]
83,85,87曲线。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

