毛发切割刷辊
1.本技术是申请号为201880043227.0(pct申请号为pct/us2018/034668),申请日为2018年05月25日,发明名称为“毛发切割刷辊”的专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求于2017年5月26日提交的序列号为62/511,793的美国临时专利申请和于2017年8月9日提交的序列号为62/543,281的美国临时专利申请的权益,这两个美国临时专利申请通过引用被全部并入本文。
技术领域
4.本公开总体涉及真空清洁器刷辊,并且更具体地涉及切割毛发的刷辊。
背景技术:
5.表面清洁设备可用于清洁各种表面。一些表面清洁设备包括旋转搅拨器(例如,刷辊)。表面清洁设备的一个示例包括真空清洁器,该真空清洁器可以包括旋转搅拨器以及真空源。真空清洁器的非限制性示例包括立式真空清洁器、罐式真空清洁器、杆式真空清洁器、中央真空系统以及机器人真空系统。另一种类型的表面清洁设备包括电动清扫刷,该电动清扫刷包括收集碎屑的旋转搅拨器(例如,刷辊),但不包括真空源。
6.虽然已知的表面清洁设备通常在收集碎屑方面是有效的,但是一些碎屑(例如毛发)可能会缠结在搅拨器中。缠结的毛发可能会降低搅拨器的效率,并且可能会对使搅拨器旋转的马达和/或驱动系造成损坏。此外,由于毛发缠结在刷毛中,可能难以从搅拨器上移除毛发。
7.存在一种已知的刷辊,该刷辊在滚过毛发时切割毛发。然而,已知的毛发切割刷辊中的每个毛发切割刷辊都是笨重的、昂贵的且需要广泛的平衡。已知的毛发切割刷辊利用离心式凸轮和在旋转时向外摆动的一对加重的内部卡爪。金属卡爪背部的凸轮表面使一对透明的刀片板循环,在启动、关机时以及在操作期间(在马达受到脉冲时),这对刀片板会移动。然而,这种设计需要多个非常笨重的机加工部件,这使部件在操作期间失去平衡。
技术实现要素:
8.本发明在一方面公开了一种表面清洁设备,该表面清洁设备包括:清洁头,清洁头包括具有一个或多个搅拨器腔室的清洁头主体,搅拨器腔室在清洁头主体的底面上包括一个或多个开口;和刷辊,该刷辊能够旋转地安装到清洁头主体,该刷辊包括:细长主体,该细长主体在第一端部区域与第二端部区域之间侧向地延伸;孔缝开口,该孔缝开口在第一端部区域与第二端部区域之间延伸;一个或多个有角度的固定齿,该一个或多个有角度的固定齿靠近细长主体的孔缝开口的至少一个边缘延伸并且在第一端部区域与第二端部区域之间延伸;以及切割刀片,该切割刀片被构造成至少部分地容纳在孔缝开口内并在第一端部区域与第二端部区域之间侧向地循环,其中,切割刀片条包括一个或多个齿,一个或多个齿被构造成与一个或多个有角度的固定齿啮合以切割毛发;其中,切割刀片被构造成当刷
辊在清洁头主体中旋转时连续循环。
9.在一个实施例中,刷辊进一步包括切割刀片致动器,并且其中,表面清洁设备进一步包括刀片驱动器,其中,切割刀片致动器被构造成联接到刀片驱动器,以使切割刀片在孔缝开口中侧向地循环。
10.在一个实施例中,刀片驱动器被构造成推动切割刀片致动器,并且切割刀片致动器被构造成将由切割刀片驱动器施加的力转换成切割刀片相对于孔缝开口的循环。
11.在一个实施例中,刀片驱动器被构造成联接到电动马达。
12.在一个实施例中,刀片驱动器被构造成相对于刷辊的旋转速率降低切割刀片的循环速率。
13.在一个实施例中,刀片驱动器还被构造成使刷辊旋转。
14.在一个实施例中,刀片驱动器包括减速皮带驱动器。
15.在一个实施例中,减速皮带驱动器包括:至少一个小齿轮,该至少一个小齿轮被构造成通过电动马达旋转;主皮带,该主皮带联接到至少一个小齿轮并且通过至少一个小齿轮旋转;次级皮带,该次级皮带联接到至少一个小齿轮并通过至少一个小齿轮旋转;主皮带轮,该主皮带轮联接到主皮带并且通过主皮带旋转;次级皮带轮,该次级皮带轮联接到次级皮带并通过次级皮带旋转;主轴,该主轴联接到主皮带轮并且通过主皮带轮旋转,其中,主轴的旋转引起细长主体的旋转;以及次级轴,该次级轴联接到次级皮带轮并且通过次级皮带轮旋转,其中,该次级轴的旋转引起切割刀片在孔缝开口内的循环;其中,至少一个小齿轮的旋转使次级轴比主轴更慢地旋转。
16.在一个实施例中,至少一个小齿轮包括公共小齿轮,公共小齿轮被构造成联接到主皮带和次级皮带,并且其中,次级皮带轮的直径大于主皮带轮的直径。
17.在一个实施例中,至少一个小齿轮包括联接到主皮带的主小齿轮和联接到次级皮带的次级小齿轮,其中,主小齿轮的直径大于次级小齿轮的直径。
18.在一个实施例中,切割刀片致动器包括封闭式桶形致动器。
19.在一个实施例中,封闭式桶形致动器包括:固定端盖,固定端盖包括内部凸轮轨道;从动件,从动件被构造成当刷杆相对于固定端盖旋转时在内部凸轮轨道内移动;以及联动装置,联动装置联接到从动件和切割刀片,使得当刷杆在端盖内旋转时从动件的移动引起切割刀片在孔缝开口内循环。
20.在一个实施例中,切割刀片致动器包括开放式桶形致动器。
21.在一个实施例中,刀片驱动器包括齿轮减速器刀片驱动器。
22.在一个实施例中,齿轮减速器刀片驱动器包括:固定端盖;驱动齿圈,该驱动齿圈联接到刷辊的细长主体,使得驱动齿圈与刷辊的细长主体以相同的速度旋转;第一正齿轮,该第一正齿轮的齿与驱动齿圈的齿啮合;第二正齿轮,该第二正齿轮联接到第一正齿轮,使得第一正齿轮和第二正齿轮以相同的速度旋转;以及输出齿圈,输出齿圈的齿与第二正齿轮的齿啮合;其中,输出齿圈的旋转使切割刀片在孔缝开口内循环。
23.在一个实施例中,第一正齿轮和第二正齿轮具有同心的枢转轴线,驱动齿圈和输出齿圈具有同心的枢转轴线,并且其中,第一正齿轮和第二正齿轮的枢转轴线相对于驱动齿圈和输出齿圈的枢转轴线偏移。
24.在一个实施例中,表面清洁设备进一步包括:凸轮从动件,凸轮从动件将切割刀片
联接到切割刀片致动器,其中,凸轮从动件包括板片弹簧,板片弹簧被构造成允许切割刀片致动器在切割刀片在孔缝开口内停止旋转时继续旋转。
25.在一个实施例中,切割刀片被构造成与刷辊的旋转同步地循环。
26.在一个实施例中,表面清洁设备包括刀片基部,刀片基部被构造成至少部分地容纳在形成于细长主体中的凹槽中并联接到凹槽,刀片基部限定孔缝开口的至少一部分并且包括固定齿中的至少一些固定齿。
27.在一个实施例中,表面清洁设备包括:一个或多个固定齿条带,一个或多个固定齿条带被构造成在刀片基部与形成在细长主体中的凹槽之间提供闭合力,并防止碎屑进入到凹槽内;和一个或多个移动的切割刀片条带,一个或多个移动的切割刀片条带被构造成防止碎屑进入到孔缝开口内。
附图说明
28.实施例通过附图中的示例进行说明,在附图中,相同的附图标记表示相似的部件,并且在附图中:
29.图1是根据本公开的表面清洁设备的一个实施例的仰视图;
30.图2是图1的表面清洁设备的、沿线
ⅱ‑ⅱ
截取的横截面图;
31.图3a示出了根据本公开的一个实施例的改进的毛发切割刷辊的正视图;
32.图3b示出了图3a的毛发切割刷辊的透视图;
33.图3c示出了图3a的毛发切割刷辊的局部端视图;
34.图4示出了根据本公开的一个实施例的桶形凸轮致动器的剖视图;
35.图5a示出了根据本公开的一个实施例的处于第一位置的单斜面凸轮的正交视图;
36.图5b示出了根据本公开的一个实施例的处于第二位置的图5a的单斜面凸轮的正交视图;
37.图6示出了根据本公开的一个实施例的桶形凸轮的透视图;
38.图7示出了根据本公开的一个实施例的图6的桶形凸轮的截面图;
39.图8示出了根据本公开的一个实施例的图6的桶形凸轮的剖视图;
40.图9示出了根据本公开的一个实施例的磁性致动器的剖视图;
41.图10示出了根据本公开的一个实施例的图9的磁性致动器的截面图;
42.图11示出了根据本公开的一个实施例的图9的磁性致动器的正交端视图;
43.图12示出了根据本公开的一个实施例的刀片的正交视图;
44.图13示出了根据本公开的一个实施例的两个刀片的正交视图;
45.图14示出了根据本公开的一个实施例的齿轮减速器的剖视图;
46.图15示出了根据本公开的一个实施例的图14的齿轮减速器的截面图;
47.图16示出了根据本公开的一个实施例的图14的齿轮减速器的剖视图;
48.图17示出了根据本公开的一个实施例的图14的齿轮减速器的正交视图;
49.图18示出了根据本公开的一个实施例的皮带减速器驱动器的局部横截面图;
50.图19示出了图18的皮带减速器驱动器的、沿图18的线xix
‑
xix截取的横截面图;
51.图20示出了图18的皮带减速器驱动器的局部端视图;
52.图21示出了根据本公开的一个实施例的改进的毛发切割刷辊的分解图;
53.图22示出了根据本公开的一个实施例的图21的处于组装状态的刷辊的正交视图;
54.图23示出了根据本公开的一个实施例的插入到真空喷嘴中的刷辊的剖视图;
55.图24示出了图23的刷辊和真空喷嘴的、沿图23的线xxiv
‑
xxiv截取的横截面图;
56.图25示出了根据本公开的一个实施例的刀片闭合和密封系统。
具体实施方式
57.虽然下面详细描述了本公开的各种实施例的形成和使用,但是应当理解的是,本公开提供了可以在各种特定环境中实施的许多适用的发明构思。本文讨论的特定实施例仅是对形成和使用本公开的特定方式的说明,并不限制本公开的范围。
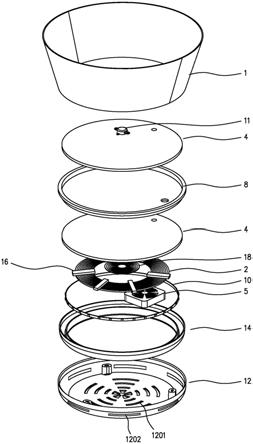
58.现在转到图1和图2,大体地示出了表面清洁设备10的一个实施例。特别地,图1大体地示出了表面清洁设备10的仰视图,并且图2大体地示出了表面清洁设备10的沿图1的线
ⅱ‑ⅱ
截取的横截面。表面清洁设备10包括清洁头12并且可选地包括手柄14。在所示的实施例中,手柄14枢轴地联接到清洁头12,使得使用者可以在站立时抓住手柄14以利用一个或多个轮子16使清洁头12在待清洁表面上移动。然而,应当理解,清洁头12和手柄14可以是被集成的结构或一体式结构(例如,手持式真空清洁器)。替代地,手柄14可以被去除(例如,机器人型真空清洁器)。
59.清洁头12包括清洁头主体或框架13,该清洁头主体或框架13至少部分地限定出/包括一个或多个搅拨器腔室22。搅拨器腔室22包括一个或多个开口23,该一个或多个开口23被限定在清洁头12/清洁头主体13的底表面/底板25的一部分内,和/或由清洁头12/清洁头主体13的底表面/底板25的一部分限定。至少一个旋转搅拨器或刷辊18被构造成联接到清洁头12(永久或可移除地联接到清洁头),并且该至少一个旋转搅拨器或刷辊18被构造成通过一个或多个旋转系统24在搅拨器腔室22内围绕枢转轴线20(例如,沿着图2中的箭头a的方向和/或箭头a的反方向)旋转。旋转系统24可至少部分地被设置在真空头12和/或手柄16中,并且一个或多个马达26(ac马达和/或dc马达)可联接到用于使搅拨器18旋转的一个或多个皮带和/或齿轮系28。
60.表面清洁设备10包括碎屑收集腔室30,该碎屑收集腔室30与搅拨器腔室22流体连通以使由旋转搅拨器18收集的碎屑可以被存储。可选地,搅拨器腔室22和碎屑腔室30流体联接到真空源32(例如,真空泵或类似物),以用于在搅拨器腔室22和碎屑收集腔室30中产生局部真空以便吸走接近搅拨器腔室22和/或搅拨器18的碎屑。如应当理解的,搅拨器18的旋转可有助于搅拨/疏松清洁表面的碎屑。可选地,可提供一个或多个过滤器34以移除夹带在局部真空气流中的任何碎屑(例如,灰尘颗粒或类似物)。碎屑腔室30、真空源32和/或过滤器34可至少部分地位于清洁头12和/或手柄14中。此外,可提供一个或多个导管、管道或类似物36以流体联接碎屑腔室30、真空源32和/或过滤器34。表面清洁设备10可包括和/或可被构造成电联接到一个或多个电源,例如但不限于电线/插头、电池(例如,可充电电池和/或不可充电电池)和/或电路(例如,ac/dc转换器、电压调节器、升压/降压变压器等),以向表面清洁设备10的各个部件(例如但不限于旋转系统24和/或真空源32)提供电力。
61.搅拨器18包括细长搅拨器主体40,该细长搅拨器主体被构造成沿着纵向轴线/枢转轴线20延伸并且围绕该纵向轴线/枢转轴线20旋转。搅拨器18(例如但不限于搅拨器18的一个或多个端部)永久地或可移除地联接到真空头12并且可通过旋转系统24围绕枢转轴线
20旋转。在所示的实施例中,细长搅拨器主体44具有大致圆筒形的横截面,但是其他横截面形状(例如但不限于椭圆形、六边形、矩形、八边形、凹形、凸形等)也是有可能的。搅拨器18可具有围绕在细长搅拨器主体40的外部的刷毛、织物、毛毡、细毛、绒毛和/或其他清洁元件(或上述清洁元件的任何组合)42。在编号为9,456,723的美国专利和公开号为2016/0220082的美国专利申请公布文本中更详细地示出和描述了刷辊和其他搅拨器18的示例,该美国专利和美国专利申请公布文本通过引用被全部并入本文。
62.清洁元件42可包括布置成一图案(例如,螺旋图案)以有利于捕捉碎屑的相对柔软的材料(例如,柔软的刷毛、织物、毛毡、细毛或绒毛)和/或被设计成用于清洁地毯或类似物的刚性和/或坚硬刷毛,如将在下文更详细描述的那样。用于清洁元件42的相对柔软的材料可包括但不限于细尼龙刷毛(例如,直径为0.04
±
0.02mm)或纺织或织物材料(例如毛毡)或具有适于清洁表面的细毛或绒毛的其他材料。多种不同类型的材料可被一起使用以提供不同的清洁特性。相对柔软的材料例如可与更刚性的材料一起使用,更刚性的材料例如为更坚硬的刷毛(例如,直径为0.23
±
0.02mm的尼龙刷毛)。也可使用除了尼龙以外的材料,例如碳纤维。该材料可围绕搅拨器18布置成一图案(例如图1所示的螺旋图案),以有利于碎屑朝着开口23移动并移动到抽吸导管36内。螺旋图案可例如由由较柔软材料制成的较宽条带和由更刚性材料制成的较细条带形成。其他图案也可被使用并且在本公开的范围内。
63.搅拨器18的刷毛和/或绒毛的柔软度、长度、直径、布置和弹性可被选择成与硬表面(例如但不限于硬木地板、瓷砖地板、层压地板或类似物)形成密封,而搅拨器18的刚性刷毛可被选择成搅拨地毯纤维或类似物。例如,柔软清洁元件42可比刚性清洁元件42柔软至少25%,替代地,柔软清洁元件42可比刚性清洁元件42柔软至少30%,替代地,柔软清洁元件42可比刚性清洁元件42柔软至少35%,替代地,柔软清洁元件42可比刚性清洁元件42柔软至少40%,替代地,柔软清洁元件42可比刚性清洁元件42柔软至少50%,替代地,柔软清洁元件42可比刚性清洁元件42柔软至少60%。例如可基于所使用的刷毛或绒毛的柔韧性来确定柔软度。
64.刷毛和/或绒毛的尺寸和形状可基于预期的应用来选择。例如,柔软清洁元件42可包括长度为5mm至15mm(例如7mm至12mm)并且直径可为0.01mm至0.04mm(例如,0.01mm至0.03mm)的刷毛和/或绒毛。根据一个实施例,刷毛和/或绒毛可具有9mm的长度和0.02mm的直径。刷毛和/或绒毛可具有任何形状。例如,刷毛和/或绒毛可具有直线形、弓形和/或复合形状。根据一个实施例,刷毛和/或绒毛可具有大致u形和/或y形形状。u形和/或y形形状的刷毛和/或绒毛可增加接触地板表面的点的数量,从而增强搅拨器18的清扫功能。刷毛和/或绒毛可由任何材料制成,例如但不限于尼龙6或尼龙6/6。
65.可选地,刚性清洁元件42的刷毛和/或绒毛可进行热处理,例如采用编织后热处理(post weave heat treatment)。热处理可增加刷毛和/或绒毛的寿命。例如,在将纤维编织好并将丝绒切割成卷后,丝绒可被卷起然后穿过富含蒸汽的高压锅,使纤维/刷毛成为更具有弹性的纤维。
66.表面清洁设备10,并且更具体地为搅拨器18可与例如但不限于毛发、细绳、纤维等(为便于说明,下文统称为毛发44)的细长碎屑发生接触。毛发44的长度可比搅拨器18的直径长得多。通过非限制性示例,毛发44的长度可比搅拨器18的直径长2至10倍。由于搅拨器18的旋转以及毛发44的长度和柔性,毛发44将倾向于围绕搅拨器18的直径缠绕。
67.为解决这个问题,本公开的一个实施例具有搅拨器/刷辊18,该搅拨器/刷辊18具有一个或多个切割刀片50,该一个或多个切割刀片50被构造成将毛发44切割成较小的碎片,这些碎片可在搅拨器18正常旋转期间从搅拨器18中移除,并最终被表面清洁设备10拾取和存储(例如,被捕获在表面清洁设备10的脏空气抽吸中)。搅拨器18可包括切割刀片致动器52,该切割刀片致动器52联接到用于使切割刀片50循环的刀片驱动器54。根据至少一个实施例,切割刀片致动器52和刀片驱动器54可使切割刀片50在搅拨器18的细长主体40的相对端部54a、54b之间轴向地(例如,侧向地)循环。例如,切割刀片50可大体沿着箭头c的方向(图1)移动,该箭头c的方向平行于枢转轴线20和/或细长主体40的纵向轴线l。替代地(或此外),切割刀片50可相对于枢转轴线20和/或纵向轴线l径向地循环。
68.总的来说,切割刀片致动器52和切割刀片驱动器54的组合产生动作(即,切割刀片50相对于细长搅拨器主体40的移动)或使该动作倍增。例如,切割刀片驱动器54可推动切割刀片致动器52(例如,向切割刀片致动器施加力)。切割刀片致动器52可将由切割刀片驱动器54施加的力转化成切割刀片50相对于细长搅拨器主体40的移动(例如,循环)。切割刀片50的最终移动可以是同步动作、减速动作或间歇动作。同步动作是指切割刀片50的循环与搅拨器18的旋转之比为1:1。同步动作的非限制性示例可使用凸轮或磁体以使切割刀片50在刷辊18相对于驱动器旋转时产生1:1的循环。减速动作是指切割刀片50的循环与搅拨器18的旋转之比为n:1循环,其中n小于1。这样,切割刀片50的循环速度比搅拨器18的旋转速度慢。减速动作的非限制性示例可使用齿轮系或辅助皮带在切割刀片50与致动器18之间产生慢速的相对运动。也就是说,如果刷辊18以3000rpm的转速旋转,则切割刀片致动器52和/或切割刀片驱动器54可以以2900rpm的转速旋转,以产生100rpm的相对运动,从而使刀片以100rpm循环。间歇动作是指切割刀片在发生某些事件时的非连续循环。间歇动作的非限制性示例可使用离心式凸轮、惯性鼓、机电螺线管、气缸和/或用户输入通过机械联动装置直接将力施加给切割刀片50。例如,离心式凸轮可以是在刷辊18通过临界速度时向外摆动并循环的加重元件,惯性鼓可在临界加速期间产生相对旋转,并且机电螺线管可以推动切割刀片50,同时气缸也推动切割刀片。
69.如上所述,单独的切割刀片致动器52将切割刀片驱动器54的运动转换为切割刀片50的循环。切割刀片致动器52的非限制性示例包括桶形凸轮、交替的推/拉磁体、气缸(其中,当刷辊旋转经过端口时压力循环)、偏心致动器(其中,刷辊围绕远离轴心的点旋转,如此使得联动装置可引起齿条循环)、以及旋转斜盘(其中,刷辊围绕与刷辊轴线成角度偏移的旋转元件旋转,从而使齿条循环)。
70.此外,切割刀片驱动器54可被构造成推动切割刀片致动器52(例如,向切割刀片致动器施加力/在切割刀片致动器上施加力)。切割刀片驱动器54的非限制性示例可包括一个或多个皮带、齿轮(齿轮系)、马达、螺线管、离心重量/惯性重量等。
71.本文描述了各种构型的搅拨器、切割刀片、切割刀片致动器和刀片驱动器。虽然可以示出搅拨器、切割刀片、切割刀片致动器和刀片驱动器的特定组合,但是应当理解,本公开包含搅拨器、切割刀片、切割刀片致动器和刀片驱动器的任何组合。这样,除非如此特别声明,否则本公开不限于如图所示的搅拨器、切割刀片、切割刀片致动器和刀片驱动器的特定组合。此外,搅拨器、切割刀片、切割刀片致动器和/或刀片驱动器中的一个或多个机加工部件可被去除并被模制塑料部件代替,并且切割刀片致动器和/或刀片驱动器可被重新设
计以减少复杂性。
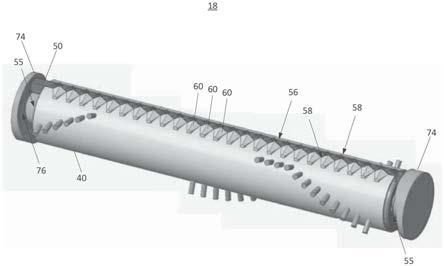
72.现在转到图3至图5,大体地示出了改进的毛发切割刷辊18的一个实施例的各种视图。毛发切割刷辊18可包括中空圆筒形主体(例如,细长主体)40,该中空圆筒形主体40具有端部开口55和一个或多个孔缝开口/通道56,该一个或多个孔缝开口/通道相对于刷辊18的细长主体40沿轴向/侧向方向在端部开口55之间延伸。孔缝开口/通道56中的一个或多个可延伸越过刷辊18的细长主体40的整体和/或一部分。孔缝开口56的一个或多个侧面58可在圆筒形主体40的外部上包括靠近孔缝/通道56的一系列固定齿60。固定齿60可成形为具有靠近孔缝56的平坦侧面62(图3c)和在圆筒形主体40的外部/外表面66上方的峰顶/尖端64。固定齿60可具有远离平坦侧面62延伸的两个成角度的表面68,这两个成角度的表面在远离孔缝56的平坦侧面70处相交(在图3c中最佳看到)。远离孔缝56的平坦侧面70可升高离开圆筒形主体40的表面66,但可低于靠近孔缝56的平坦侧面62处的峰顶/尖端64。在实施例中,固定齿60的尺寸和形状可被设置成能够自我清洁,使得毛发切割刷辊在充满毛发时不会卡住。
73.轴向滑动的齿条50可被容纳在孔缝开口56中并且可被操作成能够相对于圆筒形主体40以振荡运动的方式移动。滑动齿条50可包括径向延伸且从端部到端部布置的多个齿72,其中,齿72的尺寸和形状可被设置成与圆筒形主体40上的齿60的尺寸和形状匹配和/或啮合,使得齿72和/或齿60切割和/或击打围绕搅拨器18缠绕的毛发。滑动齿条50可用金属或塑料制造以切割毛发。
74.滑动齿条50通过被容纳在圆筒形主体40的端部上的一个或多个端盖74相对于圆筒形主体40来回移动。端盖74可以是开放式桶形凸轮并且可具有斜面轮廓76,当端盖74相对于圆筒形主体40旋转时,该倾斜轮廓76可操作以使滑动齿条50在圆筒形主体40的孔缝开口56内来回穿梭(例如,循环)。根据一个实施例,端盖74可连接到刀片驱动器54,该刀片驱动器54推动端盖74(例如使端盖74旋转)(从而推动凸轮表面76)。刀片驱动器54可使端盖74比细长主体40旋转得慢。通过非限制性示例,端盖74可连接到自由旋转的飞轮,该自由旋转的飞轮关于启动和关闭可能滞后于毛发切割刷辊18。在实施例中,端盖74也可以用金属丝弹簧弹起并从圆筒形主体40的单个端部致动。
75.弹簧或可压缩的密封件/垫片78(图3c)可以在圆筒形主体40的孔缝开口56与滑动齿条50之间提供关闭压力,这防止毛发在固定齿60与滑动齿条50之间折叠。在操作中,滑动齿条50相对于固定齿60轴向移动,并且滑动齿条50上的齿72的面通过振荡力靠近固定齿60的面和/或与固定齿60的面接触。
76.圆筒形主体40可进一步包括呈螺旋形图案的一系列开口80(图3a)。开口80的尺寸和形状可被设置成容纳穿过开口80的刷毛簇42,使得当毛发切割刷辊18被卷入毛发时,刷毛簇42可捕获毛发并将毛发送入滑动齿条50并切割毛发。
77.在操作中,开放式桶形凸轮74每转一次可以以以下三种类型的致动方式中的一种使滑动齿条50轴向穿梭:同步动作、减速动作和周期性动作。同步动作可以是凸轮每转一圈,滑动齿条循环一次。同步动作的一个优点是可以连续转向以防止毛发缠绕在毛发切割刷辊周围。减速动作可以是凸轮每旋转多圈,滑动齿条循环一次。并且周期性动作可以是在发生某些事件(例如开始、停止、加速、减速、用户输入(例如按钮或脚踏板)时或在某个预定时间段内,滑动齿条循环一次。周期性动作的一个优点是可以减少磨损、降低噪音并提高安
全性。
78.间歇操作可降低噪音,减少振动、表面磨损和由卡塞引起的损坏。间歇操作可使用惯性桶形凸轮来实现。致动器可以是气动的,这种致动器的优点是抗故障的、兼容的并且不需要接触。
79.可以在毛发切割刷辊中使用多种设计,包括桶形凸轮、斜面凸轮、磁性致动器和齿轮减速器。
80.现在转到图4,大体地示出了桶形凸轮致动器80的一个实施例的剖视图。桶形凸轮致动器80可包括联接到自由旋转凸轮84的加重质块82,该自由旋转凸轮84可相对于角度受限凸轮86旋转,从而驱动连接的滑动齿条50。自由旋转凸轮84联接到加重质块82并与加重质块82一起移动。自由旋转凸轮84和角度受限凸轮86均可具有彼此面对的呈月牙形的凸轮表面87、88,使得当自由旋转凸轮84围绕角度受限凸轮86旋转时,自由旋转凸轮84沿轴向方向移动靠近并远离角度受限凸轮86。该轴向移动可导致致动器在诸如启动、关闭和脉冲马达制动的加速事件期间循环,从而使切割刀片50循环。
81.图5a示出了根据本公开的一个实施例的桶形凸轮致动器80的正交视图,该桶形凸轮致动器80包括处于第一位置的单斜面凸轮。图5b示出了根据本公开的一个实施例的处于第二延伸位置的图5a的单斜面凸轮。单个斜面可各自具有凸轮表面轮廓,该凸轮表面轮廓以升高的斜面开始并以阶梯式下降结束。单斜面凸轮可能需要最小量的转矩以使齿滑动件循环。
82.图6示出了根据本公开的一个实施例的桶形凸轮90的透视图。图7示出了根据本公开的一个实施例的图6的桶形凸轮90的截面图。图8示出了根据本公开的一个实施例的图6的桶形凸轮90的剖视图。桶形凸轮90可被称为单侧封闭式桶形凸轮。固定端盖92将凸轮表面/凸轮轨道94(图7)容置在端盖92的内表面上,该凸轮表面/凸轮轨道94可以是每转一圈循环一次的轨道。细长主体40被构造成相对于固定端盖92旋转(例如,围绕枢转销/轴承或类似物91)。随动件96(例如,球轴承随动件)可被构造成当刷杆18相对于端盖92旋转时在凸轮表面/凸轮轨道94内移动。当刷辊18在端盖92内旋转时,随动件96可使联动装置98和切割刀片50轴向移动。在操作中,在低模式下,当桶形凸轮90连续运转时,毛发会围绕毛发切割刷辊18缠绕。单侧封闭式桶形凸轮90可能会产生往复运动,这会增加噪音和马达负载。
83.图9示出了根据本公开的一个实施例的磁性致动器的剖视图。图10示出了根据本公开的一个实施例的图9的磁性致动器的截面图。图11示出了根据本公开的一个实施例的图9的磁性致动器的正交端视图。端盖100可包括可操作以围绕圆筒形主体40旋转的一个或多个端盖磁体102,该一个或多个端盖磁体102与联接到切割刀片50的一个或多个切割刀片磁体106相互作用,以使切割刀片50在端盖之间相对于圆筒形主体40轴向移动。端盖磁体102的磁极和切割刀片磁体106的磁极可被布置成提供交替的吸引磁力和排斥磁力,当切割刀片50相对于端盖100旋转时,该吸引磁力和排斥磁力相对于细长主体40来回推动切割刀片50。细长主体部分40可包括一个或多个杆111(图9)。在所示的示例中,固定齿50形成在刀片基部169中,该刀片基部169与细长主体40分离。杆111可保持刀片基部169(例如,通过被设置在形成于刀片基部169中的孔167内和/或穿过该孔167),尽管这是可选的。杆111可被构造成容纳在一个或多个槽口内和/或穿过一个或多个槽口(例如,椭圆形孔口,该椭圆形孔口位于刀片基部169后面并且因此在图9中不可见)以将切割刀片50保持到细长主体40,
同时仍然允许切割刀片50在槽口内在端盖之间轴向移动。端盖100可进一步包括一个或多个密封垫圈104(图11),该一个或多个密封垫圈104可操作以防止碎屑在端盖100处进入圆筒形主体40并给刀片施加闭合压力。磁性致动器可减少由基于凸轮的设计可能经历的摩擦损失和机械故障。
84.图12示出了根据本公开的一个实施例的两面滑动齿(切割)条50a的正交视图。在实施例中,两面齿条50a可包括两个条108,这两个条108在两个孔缝开口46内延伸和/或延伸穿过这两个孔缝开口46(为清楚起见未在图12中示出),这两个孔缝开口46在圆筒形主体40中彼此相对。每个条108可包括细长主体部分109,该细长主体部分109具有从细长主体部分109向外延伸的多个齿72。条108可通过主体和/或框架(例如,一个或多个交叉连接件)110连接。交叉连接件110可与条108成为整体、一体和/或整块。细长主体部分109和/或交叉连接件110可包括一个或多个槽口(例如,椭圆形孔口)112,该一个或多个槽口可操作以将杆容纳在圆筒形主体40内,从而将切割刀片50a保持到细长主体40,同时仍然允许切割刀片50a在槽口112内在端盖之间轴向移动。两面切割刀片50a可被构造成联接到切割刀片致动器52(该切割刀片致动器的一部分被示出)并且最终联接到切割刀片驱动器54(同样,为清楚起见未在图12中示出)。
85.图13示出了根据本公开的一个实施例的两个刀片50b的正交视图。在示例中,两个刀片50b可用于代替两面刀片(例如但不限于图12的两面刀片50a)。刀片50b可在圆筒形主体40中的一个或多个孔缝开口46(为清楚起见未在图13中示出)内延伸和/或延伸穿过该一个或多个孔缝开口46。每个刀片50b可包括具有细长主体部分109的条108,该细长主体部分109包括从细长主体部分109向外延伸的多个齿72。刀片50b可通过一个或多个分开的交叉连接件(为清楚起见未示出)彼此联接(例如,连接),并且可包括一个或多个槽口,该一个或多个槽口可操作以将杆容纳在圆筒形主体内。刀片50b可操作以在椭圆形孔口处在端盖之间轴向移动。
86.切割刀片50b中的一个或多个可被构造成联接到切割刀片致动器52(为清楚起见未在图13中示出)并且最终联接到切割刀片驱动器54(同样,为清楚起见未在图13中示出)。在所示的示例中,切割刀片50b中的一个切割刀片包括用于将切割刀片50b联接到切割刀片致动器52的联动装置98(虽然这是切割刀片50b可联接到切割刀片致动器52的方式的非限制性示例)。由于两个切割刀片50b可彼此联接,因此切割刀片50b中的一个的移动也可引起另一切割刀片50b移动。然而,应当理解的是,每个切割刀片50b可单独联接到一个或多个切割刀片致动器52。
87.为了减轻振动、马达负载和机械磨损,可能需要降低刀片的循环速率。存在三种减速形式:上述间歇操作;齿轮系减速;和辅助皮带。间歇操作使刀片以与刷辊速度无关的速率循环。这可使用离心力、惯性力或刷辊18外部的致动器来实现。在离心致动实施例中,刀片50可处于两个状态:高于临界速度的状态和低于临界速度的状态,该临界速度是加重元件移动到更高半径时的速度。瞬间越过临界速度会使刀片50循环。在惯性致动的实施例中,当改变刷辊18的速度以获得临界加速度时,使刀片50循环,该临界加速度是加重元件82相对于刷辊18旋转时的加速度。在外部致动的实施例中,刀片50通过气动致动器或机电致动器循环,或者通过与刷辊18的旋转无关的用户输入来循环。齿轮系减速利用内部齿轮系和/或外部齿轮系以相对于操作速度(例如,使刀片致动器52旋转的马达的速度和/或细长主体
40的速度)降低(例如,显著降低)的速度驱动刀片致动器52。辅助皮带是与刷辊18由同一小齿轮驱动的次级皮带,但是该辅助皮带使与主皮带轮尺寸不同(例如,尺寸显著不同)的皮带轮转动。这些同轴的皮带轮导致辅助轴相对低速的旋转,该辅助轴用于通过凸轮致动器或磁性致动器驱动刀片50。
88.现在转到图14至图17,图14示出了齿轮减速器刀片驱动器170的一个实施例的剖视图。图15示出了图14的齿轮减速器170的截面图,图16示出了图14的齿轮减速器170的剖视图,并且图17示出了图14的齿轮减速器的正交视图。在实施例中,刷辊18可包括一个或多个固定端盖172(在图15中最佳可见)、至少一个驱动齿圈174、至少一个第一正齿轮176、至少一个第二正齿轮178和至少一个输出齿圈180。端盖172中的一个或多个可以是固定的并且不与刷辊18的细长主体40一起旋转。端盖172可被构造成保持正齿轮176、178的旋转轴线。如图所示,第一正齿轮176和第二正齿轮178是同轴的并且围绕共同的惰轮轴182旋转;然而,应当理解的是,第一正齿轮176和第二正齿轮178不限于这种布置并且可围绕不同的惰轮轴182旋转。共同的惰轮轴182可相对于细长主体40、驱动齿圈174和/或输出齿圈180的旋转轴线偏移(细长主体40、驱动齿圈174和/或输出齿圈180可选地全部同轴)。
89.驱动齿圈174可以是刷辊18的细长主体40的一部分和/或牢固地(刚性地)联接到该细长主体40并且使惰轮轴182中的一个或多个转动。第一正齿轮176由刷辊18旋转。特别地,刷辊18的旋转使驱动齿圈174旋转。驱动齿圈174的齿与第一正齿轮的齿啮合。在所示的实施例中,第二正齿轮178是第一正齿轮176的一部分和/或牢固地(例如,成脊状地)联接到第一正齿轮176,然而,除非如此具体声明,否则这并非对本公开的限制。这样,驱动齿圈174的旋转会引起第一正齿轮176和第二正齿轮178的旋转。输出齿圈180可与刷杆18的细长主体40同轴。由于驱动齿圈174、第一正齿轮176、第二正齿轮178和输出齿圈180的相对齿数,输出齿圈180的旋转可相对于刷辊18的细长主体40降低(或可选地增加)。输出齿圈180还可包括一个或多个凸轮表面184(在图14至图15中最佳可见),该一个或多个凸轮表面184被构造成使一个或多个切割刀片50在细长主体40的端部之间循环。
90.在所示的示例中,切割刀片50可包括一个或多个凸轮从动件185,该一个或多个凸轮从动件185被构造成接合(例如,直接接触)凸轮表面184。在一个实施例中,刷辊18可包括两个端盖,每个端盖包括凸轮表面184。其中一个端盖可包括齿轮减速器(例如,齿轮减速器170),而另一端盖可仅包括第二凸轮表面184。细长主体40的旋转使凸轮表面184中的一个或多个旋转,因此使凸轮从动件185相对于刷辊18的旋转轴线线性地来回移动,从而使切割刀片50循环。
91.替代地(或此外),仅刷辊18的第一端盖172可包括齿轮减速器(例如,齿轮减速器170)和凸轮表面184。在这样的实施例中,第二端盖可仅允许刷辊18围绕枢转轴线旋转。刷辊18可包括一个或多个复位弹簧189。在实践中,刷辊18的旋转使齿轮减速器170和凸轮表面184旋转。凸轮从动件185在凸轮表面185的推动下使切割刀片50移动远离第一端盖172。然后,复位弹簧189可将切割刀片50朝着第一端盖172推回。复位弹簧189可与切割刀片50成为整体和/或整块(或替代地与切割刀片50完全分离)。
92.根据一个实施例,凸轮从动件185中的一个或多个和/或复位弹簧189可形成板片弹簧。在这样的实施例中,在切割刀片50卡在一位置的情况下,板片弹簧构型可允许凸轮表面184继续旋转而不会造成损坏(例如,如果某些东西卡塞了切割刀片50使得切割刀片50无
法循环,则凸轮从动件185的板片弹簧和/或复位弹簧189可被设计成允许凸轮表面184和齿轮减速器170旋转)。
93.通过非限制性示例,齿轮减速器170可包括内部正齿圈174,该内部正齿圈包括40个齿,而固定端盖172可包含连结到正齿轮178的正齿轮176,正齿轮176包括30个齿,正齿轮178包括28个齿。推动刀片50的凸轮184可具有包括39个齿的内部正齿圈180,结果,凸轮184以刷辊18的细长主体40的速度的大约0.99倍的速度旋转,该速度为每分钟大约25次相对旋转。如上所述,在实施例中,刷辊18可通过摩擦接触而不是齿轮传动齿来运行。可以选择增加齿轮尺寸,使得输入174和输出180是同轴的,并且一个或多个惰齿轮对176、178沿着一个或多个独立的轴线是同轴的。
94.现在转到图18至图20,大体上示出了皮带减速器驱动器190的一个实施例。皮带减速器驱动器190可包括一个或多个小齿轮192,主(驱动)皮带194、次级皮带196,主皮带轮198、次级皮带轮200、主轴202和次级轴204。如图所示,双皮带减速驱动器190为闭合的cam致动器提供动力。然而,应当理解的是,皮带减速器驱动器190可与本文所述的任何切割刀片致动器52(例如但不限于凸轮致动器和/或磁性致动器)一起使用。
95.小齿轮192联接到马达204(例如,但不限于电动马达)的轴191,并通过马达204旋转。主皮带194和次级皮带196均围绕小齿轮192旋转。主皮带194将动力从马达204传递到细长主体40(通过主轴202,图19),以使刷辊18的细长主体40围绕该细长主体的枢转轴线旋转以进行搅拨。次级皮带196通过次级轴204(图19)将马达204连接到切割刀片致动器52。
96.通过非限制性示例,切割刀片致动器52可包括一个或多个桶形凸轮206(该一个或多个桶形凸轮可包括对切割刀片50的齿72进行致动的带凹槽的滚筒)和一个或多个凸轮从动件208(该一个或多个凸轮从动件可包括附接到移动齿条108的轴承,该移动齿条跟随凸轮206中的凹槽)。可选地,一个或多个复位弹簧203(图19)可被设置成将切割刀片40朝着细长主体40的任一端部推动。通过将主驱动皮带轮198和次级皮带轮200设置成具有不同的直径(例如,不同的齿数),刀片切割器50的循环速度可相对于刷辊18的细长主体40的旋转速度增加或减小。例如,次级皮带轮200可具有大于主皮带轮198的直径的直径(例如,有更多的齿)。
97.如图所示,皮带减速器驱动器190包括与主皮带194和次级皮带196两者接合的公共小齿轮192。虽然公共小齿轮192可包括皮带保持器壁193,但是公共小齿轮192的两侧具有相同直径(例如,相同的齿数)且与主皮带194和次级皮带196接合。因此,齿轮减速是通过为主驱动皮带轮198和次级皮带轮200设置不同的直径(例如,不同的齿数)来实现。替代地(或除了为主驱动皮带轮198和次级皮带轮200设置不同的齿数之外),轴191可联接到两个不同的小齿轮192,每个小齿轮192具有不同的直径(例如,不同的齿数)。例如,联接到次级皮带196的小齿轮192(即,次级小齿轮)的直径可小于联接到主皮带194的小齿轮192(即,主小齿轮)的直径。
98.现在转到图21到图22,大体上示出了改进的毛发切割刷辊18的一个实施例的分解图和组装图。刷辊18可包括刷辊主体(例如,细长主体)40,在实施例中,该刷辊主体40可为一体的圆筒形主体。圆筒形主体40可包括在每个端部区域207上的开口205和从第一端部区域207a延伸到第二端部区域207b的孔缝开口56。与类似的两个或多个部分式细长主体结构相比,细长主体40的一体结构可更坚固并且更易于制造。
99.刀片基部169可联接到细长主体40。例如,刀片基部169可被至少部分地容纳在形成于细长主体40中的槽口或凹槽中。细长主体40和/或刀片基部169可限定孔缝开口56的全部或一部分。例如,刀片基部169可限定孔缝开口56的两个边缘并且可被构造成容纳切割刀片50。替代地,刀片基部169和细长主体40可限定孔缝开口56的相对边缘。这样,刀片基部169可限定孔缝开口56的至少一部分。
100.刀片基部169可包括主体209和从主体209延伸的多个固定齿60。多个固定齿60可被布置成一排或彼此面对的多排(例如但不限于两排),在两排齿60之间具有槽口56。参考图3c,固定齿60可被成形为具有靠近孔缝56的平坦侧面62和在圆筒形主体40的表面66上方的峰顶64。固定齿60可具有远离平坦侧面62延伸的两个成角度的表面68,这两个成角度的表面68在远离孔缝56的平坦侧面70处相交。远离孔缝56的平坦侧面70可升高离开圆筒形主体40的表面66,但是可低于靠近孔缝56的平坦侧面62处的峰顶64。在实施例中,固定齿60的尺寸和形状可被设置成能够自我清洁,使得毛发切割刷辊18在充满毛发时不会卡住。
101.切割刀片50可包括多个齿72,该多个齿72与刀片基部169的排中的多个固定齿60配合并相互作用。切割刀片50可被容纳在刀片基部169中的槽口56内,使得切割刀片50可相对于刀片基部169侧向穿梭以提供切割功能。滑动齿条50可包括径向延伸并且端部到端部布置的多个齿72,其中,齿72的尺寸和形状可被设置成与圆筒形主体40上的齿60的尺寸和形状相匹配。齿60、72的尺寸和形状可被设置成剪毛发。刀片齿72可由金属或塑料制成以切割毛发。在实施例中,可使用edm线切割工艺来制造刀片齿72。
102.切割刀片50可通过凸轮212和轴214以及一个或多个皮带驱动器(为清楚起见,未示出)相对于刀片基部被驱动。在实施例中,凸轮212和轴214以及皮带驱动器可位于圆筒形主体40的一个端部区域(例如207a)并且(例如,通过在一个端部216处的联动装置98或类似物)附接到切割刀片50。在实施例中,单个皮带可用于驱动凸轮212和轴214,以使切割刀片50以及细长主体40侧向地穿梭,或者在另一实施例中,两个不同速度的皮带可用于驱动凸轮212和轴214,以使切割刀片50以与细长主体40不同的速率侧向地穿梭。
103.凸轮212和轴214每转一圈可以以三种类型的致动方式中的一种致动方式使滑动齿刀片50轴向穿梭一次:同步动作、减速动作和周期性动作。同步动作可以是凸轮每转一圈,滑动齿刀片50循环一次。同步动作的一个优点是可以连续转向以防止毛发缠绕在毛发切割刷辊18上。减速动作可以是凸轮每转多圈,滑动齿刀片循环一次。并且周期性动作可以是在发生某些事件(例如,开启、关闭、加速、减速、用户输入(例如,按钮或脚踏板))时或在某些预定时间段内,滑动齿刀片循环一次。周期性动作的一个优点是可以减少磨损和噪音并提高安全性。
104.图23示出了插入到表面清洁设备10的一个实施例中的刷辊18的透视图,并且图24示出了图23的沿线xxiv
‑
xxiv截取的表面清洁设备10和刷辊18的截面图。在所示的实施例中,刷辊18与图21至图22的刷辊大体一致,但应当理解的是,这仅是出于示例的目的。
105.如图23和图24所示,刷辊18可例如使用一个或多个保持盖219或类似物插入并附接到用于表面清洁设备10(例如,真空清洁器)的真空喷嘴。真空喷嘴可以是组件(例如,表面清洁设备10)的靠近地板并通过旋转件连接到真空清洁器的部分。真空喷嘴可被设计成控制碎屑从地板流入到真空清洁器内。真空喷嘴可通过真空喷嘴后部的旋转件连接到真空清洁器的其余部分。在实施例中,刷辊18可被定向在真空喷嘴内,使得切割刀片50和刀片基
部169朝向真空喷嘴的前部f和真空清洁器的前部定向,并从真空喷嘴的一侧延伸到另一侧。通过这种定向,刷辊18可用于切割被吸入到真空喷嘴内的毛发,以防止毛发在从真空喷嘴流入到真空清洁器内时堵塞真空清洁器。
106.现在转到图25,大体上示出了刀片闭合和密封系统223的一个实施例。特别地,刀片闭合和密封系统223可包括一个或多个固定齿条带225和一个或多个移动切割刀片条带227。固定齿条带225可至少部分地设置在形成于刷辊18的细长主体40中的凹槽256内。固定齿条带225可被构造成在凹槽256的靠近(例如,邻近)刀片基部169的内部侧壁与刀片基部169之间提供闭合力。替代地(或此外),固定齿条带225可被构造成在凹槽256的近端内部侧壁与刀片基部169之间形成密封,以大体上减少和/或防止碎屑(例如,毛发)进入到凹槽256内,这可能会使切割刀片50堵塞。固定齿条带225可至少部分地设置在形成于近端内部侧壁中的凹槽或槽口231内。根据一个实施例,固定齿条带225可以是泡沫条带。固定齿条带225可由被构造成向刀片基部169施加足够的力以在刀片基部169与切割刀片50之间提供闭合力的材料形成。仅出于示例的目的,固定齿条带225可由可弹性变形和/或可弹性压缩的材料形成,例如但不限于橡胶、泡沫(例如,泡沫橡胶)和/或类似物。替代地,固定齿条带225可以由弹簧钢或类似物制成。
107.切割刀片条带227可被至少部分地设置在形成于刷辊18的细长主体40中的孔缝56内。切割刀片条带227可被构造成在孔缝56的靠近(例如,邻近)切割刀片50的内部侧壁与切割刀片50之间提供闭合力。替代地(或此外),切割刀片条带227可被构造成在孔缝56的近端内部侧壁与切割刀片50之间形成密封,以大体上减少和/或防止碎屑(例如,毛发)进入到孔缝56内,这可能会使切割刀片50堵塞。切割刀片条带227可被至少部分地设置在形成于近端内部侧壁中的凹槽或槽口233内。根据一个实施例,固定齿条带225可以是能够与移动的切割刀片50(例如,由塑料和/或钢制成)形成密封的低摩擦磨损的塑料。由于切割刀片条带227接触移动的切割刀片50,因此切割刀片条带227可以由耐磨材料形成。切割刀片条带227仅需使切割刀片50与近端内部侧壁密封,而不必(但可能)需要在刀片基部169与切割刀片50之间施加闭合力。仅出于示例的目的,切割刀片条带227可由耐磨材料形成,例如但不限于金属(例如,钢)、硬质润滑塑料、聚四氟乙烯(ptfe)和/或聚甲醛(pom)。
108.应当理解的是,本公开的主要特征可应用于各种实施例中而不脱离本公开的范围。本领域技术人员将仅使用常规实验就认识到或能够确定本文所述的特定程序的许多等同形式。这样的等同形式被认为是在本公开的范围内并且被权利要求书覆盖。
109.此外,本文的章节标题是为了与37cfr
§
1.77的规定保持一致或者为了提供组织性提示而被提供的。这些标题不应限制或表征本公开可能公布的任何权利要求中提出的发明。具体地,并且通过示例的方式,尽管标题指的是“技术”,但是这种权利要求不应受到该标题下用于描述所谓的技术领域的语言的限制。此外,“背景技术”章节中的技术描述不应被解释为承认该技术是本公开中的任何发明的现有技术。此外,本公开中对“发明”的任何单数形式的引用均不应被用于主张本公开中仅存在单个新颖点。可根据本公开公布的多项权利要求的限制提出多项发明,并且这样的权利要求相应地限定了受该权利要求保护的发明及其等同物。在所有情况下,这样的权利要求的范围应根据本公开内容按照其自身的优点加以考虑,但不应受本文所述的标题的限制。
110.在权利要求和/或说明书中,词语“一”或“一个”在与术语“包括”结合使用时可表
示“一个”的意思,但也与“一个或多个”、“至少一个”和“一个或一个以上”的意思一致。除非明确指出仅指代替代方案或替代方案是相互排斥的,否则在权利要求中使用的术语“或”用于表示“和/或”的意思,尽管本公开支持仅指代替代方案和“和/或”的定义。在整个本技术中,术语“大约”表示的是,数值包括用于确定数值的设备、方法的固有误差变化或研究对象之间存在的变化。
111.如本说明书和权利要求中所使用的,词语“包括(comprising)”(以及“包括”的任何形式,例如“包括(comprise)”和“包括(comprises)”)、“具有”(以及“具有”的任何形式,例如“具有(have)”和“具有(has)”)、“包含”(以及“包含”的任何形式,例如“包含(includes)”和“包含(include)”)或“含有”(以及“含有”的任何形式,例如“包含(contains)”和“包含(contain)”)是包容性的或开放式的,并且不排除其他未列举的元件或方法步骤。
112.如本文所使用的,近似词(例如但不限于“大约”、“基本的”或“基本上”)是指这样的条件:当该条件被修改时,该条件被理解为不一定是绝对的或完美的,但本领域普通技术人员认为足够接近以保证将该条件指定为现存的。说明书可以变化的程度将取决于可以进行多大程度的改变,并且本领域普通技术人员之一仍然认识到修改后的特征仍然具有未修改的特征所需的特性和能力。一般地,但根据前述讨论,本文中用诸如“大约”的近似词修饰的数值可与规定数值相差至少
±
1%、
±
2%、
±
3%、
±
4%、
±
5%、
±
6%、
±
7%、
±
10%、
±
12%或
±
15%。
113.如本文所使用的,术语“或其组合”是指在该术语之前的所列项目的所有排列和组合。例如,“a、b、c或其组合旨在包括以下各项中的至少一项:a、b、c、ab、ac、bc或abc,并且如果顺序在特定情况下很重要,那么还包括ba、ca、cb、cba、bca、acb、bac或cab。继续该示例,明确包括的是包含一个或多个项目或术语的重复的组合,例如bb、aaa、ab、bbc、aaabcccc、cbbaaa、cababb等。本领域技术人员将理解,除非从上下文明显看出,否则通常对任何组合中的项目或术语的数量没有限制。
114.根据本公开,无需过多实验即可形成并实施本文所公开和要求保护的所有组成和/或方法。虽然已经根据优选实施例描述了本公开的组成和方法,但是对于本领域技术人员而言显而易见的是,可以对本文所述的组成和/或方法以及方法的各步骤或各步骤的顺序进行改变而不脱离本公开的概念、精神和范围。对于本领域技术人员显而易见的所有这些类似的替代和修改都被认为在所附权利要求所限定的本公开的精神、范围和概念之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。