1.本实用新型涉及一种腔体的前板结构。
背景技术:
2.烤箱是一种用电加热元件在一个相对密闭的腔体内将食材加热烤熟或烘熟的电器产品,蒸汽烤箱是在烤箱基础上,在除原加热元件外,增加一个蒸汽发生系统,在电控程序控制下,实现对食材的纯蒸、纯烤、高温蒸汽加热、热风循环烘烤,以及各种加热模式的叠加、复合加热,进而成为一种对食材烹饪的新型多功能一体机。
3.现有技术中,蒸烤箱内腔体的前板通常采用一块钣金件深拉伸成型,这样的设置会导致前板的板壁较厚,生产及加工成本高。因此,有必要进一步改进。
技术实现要素:
4.本实用新型的目的旨在提供一种腔体的前板结构,对现有的腔体的前板结构进行优化设计,以达到结构可靠、制造工艺简单、加工成本低、实用可靠的目的。
5.按此目的设计的一种腔体的前板结构,包括设置在腔体前方的前板部件,其特征在于:前板包括至少二钣金件,至少二钣金件分别单独冲压或拉伸成型、且在冲压或拉伸成型后相互连接,并在连接处相互焊接,以构成前板部件。
6.所述至少二钣金件分别为第一钣金件和第二钣金件;所述的第一钣金件单独冲压成型、且成型后呈扁平状;所述的第二钣金件单独拉伸成型、且成型后呈方形。
7.所述方形第二钣金件的各端面连接处分别设置有弧形位或直角位,方形第二钣金件的各端面连接处分别通过弧形位或直角位形成弧形过渡或直角过渡。
8.所述扁平状的第一钣金件中部敞开、且形成开口部,开口部的形状与成型后的第二钣金件的形状相对应;所述的第二钣金件端部与第一钣金件的开口部相互连接,并在连接处相互焊接。
9.所述开口部呈方形、且各端角处分别设置有弧形位或直角位,开口部的各端角处分别通过弧形位或直角位形成弧形过渡或直角过渡。
10.所述第二钣金件端部与第一钣金件的开口部之间上下搭接,并在搭接处通过焊接相互固定;或者,第二钣金件端部与第一钣金件的开口部前后连接,并在连接处通过焊接相互固定。
11.所述第二钣金件端部与第一钣金件的开口部之间设置有弧形位或直角位、且相互之间通过弧形位或直角位形成弧形过渡或直角过渡。
12.所述第二钣金件端部与第一钣金件的开口部之间在弧形过渡或直角过渡的位置进行焊接,或者在弧形过渡或直角过渡之外的位置进行焊接,并形成焊接线。
13.所述第二钣金件前端与第一钣金件的开口部后端相互连接后焊接固定,第二钣金件后端与腔体前方相互连接后焊接固定。
14.本实用新型通过上述结构的改良,采用至少二钣金件单独冲压或拉伸成型后相互
连接,并在连接处相互焊接,以构成前板部件,以避免现有技术中的前板采用一块钣金件深拉伸成型,导致前板的板壁较厚,生产及加工成本高的问题,以简化前板的制造工艺,降低生产及加工成本;同时前板的至少二钣金件采用相互焊接的工艺进行固定,使成型后的前板与腔体装配后具有良好的气密性,从而减少密封件的使用量,进一步地降低生产及加工成本;并且,前板的至少二钣金件之间呈弧形过渡或直角过渡,不但能提高其的美观性,还能使其能与不同形状构造的腔体匹配,进而使装配后的腔体可以与不同形状、结构的蒸汽烤箱进行装配使用,同时前板的至少二钣金件之间还能通过弧形过渡或直角过渡的位置增加其结构强度,进而提高前板的使用寿命。
15.综合而言,其具有结构简单合理、可靠,制造工艺简单,加工成本低,强度高,外观整体性强等特点,实用性强。
附图说明
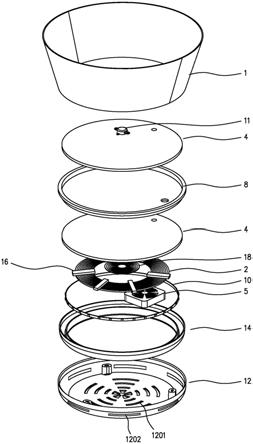
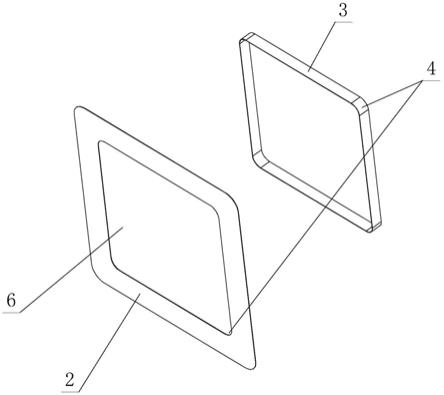
16.图1为本实用新型第一实施例的前板分解结构示意图。
17.图2为本实用新型第一实施例的前板装配结构示意图。
18.图3、图4为本实用新型第一实施例的前板装配剖视结构示意图。
19.图5为图3中的a处放大结构示意图。
20.图6为图4中的b处放大结构示意图。
21.图7为本实用新型第一实施例的前板、腔体分解结构示意图。
22.图8为本实用新型第一实施例的前板、腔体装配结构示意图。
23.图9为本实用新型第二实施例的前板分解结构示意图。
24.图10、图11为本实用新型第二实施例的前板装配结构示意图。
25.图12为图10中的c处放大结构示意图。
具体实施方式
26.下面结合附图及实施例对本实用新型作进一步描述。
27.第一实施例
28.参见图1
‑
图8,本腔体的前板结构,包括设置在腔体1前方的前板部件,前板包括至少二钣金件,至少二钣金件分别单独冲压或拉伸成型、且在冲压或拉伸成型后相互连接,并在连接处相互焊接,以构成前板部件。
29.本结构采用至少二钣金件单独冲压或拉伸成型后相互连接,并在连接处相互焊接,以构成前板部件,以避免现有技术中的前板采用一块钣金件深拉伸成型,导致前板的板壁较厚,生产及加工成本高的问题,以简化前板的制造工艺,降低生产及加工成本;同时前板的至少二钣金件采用相互焊接的工艺进行固定,使成型后的前板与腔体装配后具有良好的气密性,从而减少密封件的使用量,进一步地降低生产及加工成本。
30.具体地讲,至少二钣金件分别为第一钣金件2和第二钣金件3;所述的第一钣金件2单独冲压成型、且成型后呈扁平状;所述的第二钣金件3单独拉伸成型、且成型后呈方形。
31.方形第二钣金件3的各端面连接处分别设置有弧形位4或直角位5。本实施例的方形第二钣金件3的各端面连接处分别设置有弧形位4、且分别通过弧形位4形成弧形过渡。
32.扁平状的第一钣金件2中部敞开、且形成开口部6,开口部6的形状与成型后的第二
钣金件3的形状相对应;所述的第二钣金件3端部与第一钣金件2的开口部6相互连接,并在连接处相互焊接。
33.开口部6呈方形、且各端角处分别设置有弧形位4或直角位5。本实施例的开口部6的各端角处分别设置有弧形位4、且分别通过弧形位4形成弧形过渡。
34.其中,第二钣金件3的弧形位4与开口部6的弧形位4形状、尺寸均相互对应。
35.如图3
‑
图6所示,第二钣金件3端部与第一钣金件2的开口部6之间上下搭接,并在搭接处通过焊接相互固定。即,第二钣金件3端部嵌设在开口部6内,使第二钣金件3端部与开口部6之间形成上下位置的叠放配合,并在叠放配合的位置通过焊接相互固定。
36.除此之处,第二钣金件3端部与第一钣金件2的开口部6前后连接,并在连接处通过焊接相互固定。即,第二钣金件3端部放置在开口部6上,使二者形成前后位置的配合关系,并在前后配合的位置通过焊接相互固定。
37.具体现讲,本实施例的第二钣金件3端部与第一钣金件2的开口部6之间设置有直角位5、且相互之间通过直角位5形成直角过渡。
38.第二钣金件3端部与第一钣金件2的开口部6之间在直角过渡的位置进行焊接,并形成焊接线7。
39.进一步地讲,如图7、图8所示,第二钣金件3前端与第一钣金件2的开口部6后端相互连接后焊接固定,第二钣金件3后端与腔体1前方相互连接后焊接固定。
40.上述前板的第一钣金件2、第二钣金件3之间呈直角过渡,不但能提高其的美观性,还能使其能与不同形状构造的腔体匹配,进而使装配后的腔体可以与不同形状、结构的蒸汽烤箱进行装配使用,同时第一钣金件2、第二钣金件3之间还能通过直角过渡的位置增加其结构强度,进而提高前板的使用寿命。
41.第二实施例
42.参见图9
‑
图12,本腔体的前板结构,其不同于第一实施例之处在于:第二钣金件3端部与第一钣金件2的开口部6之间设置有弧形位4、且相互之间通过弧形位4形成弧形过渡。
43.第二钣金件3端部与第一钣金件2的开口部6之间在弧形过渡之外的位置进行焊接,并形成焊接线7。
44.具体地讲,第二钣金件3端部与第一钣金件2的开口部6前后连接,并在连接处通过焊接相互固定。即,第二钣金件3端部放置在开口部6上,使二者形成前后位置的配合关系,并在前后配合的位置通过焊接相互固定。
45.上述前板的第一钣金件2、第二钣金件3之间呈弧形过渡,不但能提高其的美观性,还能使其能与不同形状构造的腔体匹配,进而使装配后的腔体可以与不同形状、结构的蒸汽烤箱进行装配使用,同时第一钣金件2、第二钣金件3之间还能通过弧形过渡的位置增加其结构强度,进而提高前板的使用寿命。
46.其它未述部分同第一实施例。
47.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新
型范围内,本实用新型要求保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。