1.本发明涉及一种用于车辆(特别是机动车辆)的玻璃窗,其包括窗格以及用于允许所述窗格相对于所述车辆的门平移的可移动性的装置,所述窗格是弯曲的和层压的,并且包括至少一个外玻璃片、一个内玻璃片以及位于所述外玻璃片和所述内玻璃片之间的粘合材料片,每个片具有周边边缘。
背景技术:
2.现有技术从专利申请ep 908 302中已知一种夹层玻璃窗,其中内窗格具有延伸超出外窗格边沿的边沿,所述内窗格是热淬火的;然而,在该文件中,玻璃窗不是可移动玻璃窗,而是固定玻璃窗,并且热淬火旨在便于玻璃窗完全破裂,以便允许通过窗口疏散,这与可移动玻璃窗的情况非常不同,因为为了允许通过可移动玻璃窗的窗口疏散,只要移动它就可以了。
3.现有技术从国际专利申请wo 2014/029605中已知一种具有薄的内玻璃片的层压移动玻璃窗,该层压移动玻璃窗可以经过化学淬火。该文件还指出了突出部的存在,但这适用于厚的外玻璃,它必须经过淬火和弯曲处理。该文件坚持薄玻璃片不主动(而是仅被动)参与玻璃窗的线条和总体外观的事实。
4.从国际专利申请wo 2018/078280中,现有技术还已知一种包括弯曲窗格的玻璃窗,其特征在于,所述窗格包括外玻璃片、内玻璃片以及粘合材料片,所述内玻璃片经历了化学淬火操作,厚度在0.40和2.10 mm之间,甚至在0.40和1.80 mm或0.40和1.60 mm之间,并且特征还在于,在所述内玻璃片的边缘长度的至少一部分(即,在至少一部分/边沿上,或在多个部分/边沿上,或在整体/周边上)上,内玻璃片的边缘位于超出粘合材料片的边缘和超出外玻璃片的边缘的位置。该文件中描述的玻璃开口布置有几个缺点。首先,窗格的内玻璃片在其制造过程中经过化学淬火操作,以增加其机械强度。在该操作过程中,引入了表面应力,因此与没有经过该操作的玻璃片相比,获得了更大的机械强度。对于20和50
ꢀµ
m之间的在应力下的深度,引入的表面应力通常在400至800 mpa的量级。这种操作的缺点之一是非常耗时。事实上,内玻璃片在不同的盐浴中保持几个小时,以获得这些表面应力。因此,生产成本非常高。
5.现有技术还从国际专利申请wo 2018/078281中已知一种玻璃窗,该玻璃窗包括窗格,其特征在于,在所述内玻璃片的边缘的至少一部分长度上,内玻璃片的边缘位于超出粘合材料片的边缘和超出外玻璃片的边缘的位置,并且特征在于,所述内玻璃片的边缘在位于超出所述粘合材料片的边缘和超出所述外玻璃片的边缘的位置的所述内玻璃片的边缘的至少一部分长度上包括保护层,优选地所述内玻璃片的边缘在位于超出所述粘合材料片的边缘和超出所述外玻璃片的边缘的位置的整个长度上包括保护层。该保护层允许保护内玻璃片的边沿,以防止其退化,同时保护使用者,因为内玻璃片的边沿在其厚度方面具有潜在的尖锐特征。该专利申请中描述的解决方案允许部分解决与内玻璃片在其生产过程中的处理相关的问题。另一方面,这种解决方案也有缺点,即在其最常见的模式中,场保护也至
少在内玻璃的内表面和/或外表面上延伸。因此,这种保护具有制造和应用相对复杂的u形或l形轮廓。此外,很难找到一种既能有效地粘附到玻璃上,又能在与移动窗格相对的固定引导和密封元件中良好滑动的材料。
技术实现要素:
6.因此,本发明的目的是提供一种可移动玻璃窗装置,其可以快速廉价地制造,容易操作,并具有加强的机械强度。
7.本发明基于这样的事实,即已经发现一种条带,其一方面包括粘合层,该粘合层与所述内玻璃片的内表面接触地延伸(优选部分地在内突出部处或者在整个内突出部延伸,但是可以比内突出部更向心),另一方面包括加强层,该加强层至少部分地比与其直接或间接接触的所述粘合层更靠内侧延伸,虽然看起来相对简单,但在玻璃窗的机械加强和可移动性的良好功能(良好滑动)方面,可能具有比假设的高得多的效果。
8.因此,本发明在其最广泛的意义上涉及一种车辆的玻璃窗,其包括窗格以及用于允许所述窗格相对于所述车辆的门竖直平移的可移动性的装置,所述窗格是弯曲的和层压的,并且包括至少一个外玻璃片、一个内玻璃片以及位于所述外玻璃片和所述内玻璃片之间的粘合材料片,在所述内玻璃片的边缘的至少一部分长度上,所述内玻璃片的边缘位于超出所述粘合材料片的边缘和超出所述外玻璃片的边缘的位置,以形成内突出部,所述窗格还在至少一个边沿附近并且至少部分地比所述内玻璃片更靠内侧具有条带,该条带具有总宽度。
9.所述玻璃窗的特征在于,所述条带包括:
‑
一方面,粘合层,其沿着粘合宽度与所述内玻璃片的内表面接触地延伸;和
‑
另一方面,加强层,其沿着加强宽度延伸,同时至少部分地比所述粘合层更靠内侧,并且其杨氏模量在0.5和500 gpa之间,甚至在1.0和250 gpa之间。
10.本发明意义上的所述条带不是单层,因为它包括至少两层。这种条带因此由几层夹层组成,每层都具有特定的属性;它至少包括:
‑
所述粘合层,其优选具有高延展性,以便在与其接触的内玻璃片破裂的情况下保持其内聚力;材料的延展性可以通过其在室温下进行的标准伸长率测试中能够承受不会断裂的伸长率来评估;与玻璃接触的材料的延展性必须比玻璃的延展性1/1000
e
大至少10倍,有利地大至少100倍,即破裂变形分别至少为1/100
e
,有利地至少为1/10
e
;以及
‑
所述加强层,位置更靠内侧。
11.加强层优选是所述条带的最内层;然后它优选地具有高硬度,以便最小化与相邻密封元件的摩擦。
12.在本发明的意义上,用于允许所述窗格移动的所述装置可以包括部分或全部穿过所述窗格的一个或多个孔、一个或多个附接沟槽(固持件)、一个或多个轨道或滑道。
13.所述外玻璃片和所述内玻璃片优选都是经过淬火或半淬火热处理的玻璃片,并且每个都具有一定的厚度,使得所述内玻璃片的厚度小于或等于所述外玻璃片的厚度。
14.替代地,所述内玻璃片的厚度可以已经过化学淬火处理;它可以是薄的内玻璃片,厚度小于所述外玻璃片的厚度。
15.在替代实施例中,所述内玻璃片的边缘位于超出所述粘合材料片的边缘和超出所
述外玻璃片的边缘的位置:
‑
仅沿着所述第一侧边的至少一部分长度,甚至整个长度,和/或,
‑
仅沿着所述玻璃窗的所述第二侧边的至少一部分长度,甚至整个长度,
‑
在所述窗格的顶边的至少一部分甚至整个长度上,不超出所述粘合材料片的边缘和所述外玻璃片的边缘的位置,
‑
在所述窗格的底边的至少一部分甚至整个长度上,不超出所述粘合材料片的边缘和所述外玻璃片的边缘之外。
16.因此,窗格更容易制造,因为所述内玻璃片的边缘没有延伸超出所述粘合材料片的边缘和所述外玻璃片的边缘的部分可以是这样的,即所述内玻璃片的边缘在所述粘合材料片的边缘和所述外玻璃片的边缘的连续部分中;这个/这些部分然后可以用作在制造窗格(层压)过程中内玻璃片相对于其他两个片的定位的参考部分。
17.窗格是夹层窗格,在构成窗格的片之间没有气体空间或空隙空间。
18.所述加强层优选地沿着整个所述内突出部、甚至超出所述内突出部(然后与所述内玻璃片的边缘相对延伸)、甚至进一步与所述内玻璃片的内表面相对地沿离心方向延伸。
19.在替代实施例中,所述粘合层仅沿着所述内突出部的一部分与所述内表面接触地在向心方向上延伸。
20.在另一个替代实施例中,所述粘合层沿着整个所述内突出部与所述内表面接触地在向心方向上延伸,甚至超出所述内突出部在向心方向上延伸(然后延伸并与所述内玻璃片的边缘接触)。
21.在另一个替代实施例中,所述粘合层在所述内突出部以内与所述内表面接触地在向心方向上延伸(然后同时与所述外玻璃片、所述粘合材料片和所述内玻璃片完全相对地延伸)。
22.有可能的是,所述粘合层在所述内突出部以内与所述内表面接触地在离心方向上延伸(然后至少部分地同时与所述外玻璃片、所述粘合材料片和所述内玻璃片部分相对地延伸)。
23.所述粘合宽度优选地沿着所述加强宽度的至少一半延伸,更优选地沿着至少三分之二延伸,更优选地沿着至少四分之三延伸。
24.所述条带优选地总厚度在0.50 mm和10.00 mm之间,或者在0.50 mm和5.00 mm之间,或者在0.50 mm和3.00 mm之间,以便保持足够紧凑。
25.所述粘合层的厚度在0.10 mm和4.00 mm之间,或者在0.10 mm和2.00 mm之间,或者在0.10 mm和1.00 mm之间,以便为条带的其余部分和加强层保持足够的空间。
26.所述加强层的厚度优选在0.40 mm和9.80 mm之间,或者在0.40和4.90 mm之间,或者在0.40 mm和2.90 mm之间,使得条带保持足够紧凑。
27.在替代实施例中,所述加强层比所述粘合层薄。在该替代实施例中,加强层可以由例如厚度为0.20 mm的不锈钢箔制成,并且该加强层通过由厚度为4 mm的聚氨酯制成的粘合层结合到内玻璃的内表面上。
28.在另一个替代实施例中,所述加强层比所述粘合层厚。在该替代实施例中,加强层可以由例如刚性塑料材料的实心条制成,并且该加强层利用厚度为0.80 mm的双面粘合剂结合到内玻璃的内表面上。
29.所述加强层和所述粘合层也可以具有相同的厚度。
30.为了使条带具有更好的内聚力,加强层和粘合层优选沿其宽度各一体成型。
31.有利地,所述外玻璃片的厚度在1.60 mm和3.85 mm之间。
32.有利地,所述内玻璃片的厚度在0.70 mm和2.60 mm之间。
33.在本发明的优选实施例中,所述内玻璃片的厚度在1.00 mm和2.20 mm之间。
34.有利地,对于约1.1 mm、约1.6 mm和约2.1 mm的所述内玻璃片的厚度,所述内玻璃片的表面应力分别最大为20 mpa、30 mpa和40 mpa。术语“约”在这里指的是本领域技术人员认为是标准值的值,即使局部地该值可能在正负10%的范围内变化。
35.所述条带可以一方面仅沿着第一侧边的至少一部分甚至整个长度定位,和/或另一方面仅沿着所述窗格的第二侧边的至少一部分甚至整个长度定位。
36.根据本发明的替代实施例,当沿着窗格厚度以竖直剖面观察时,所述内玻璃片的边缘在所述窗格顶边的整个长度上在所述粘合材料片的边缘和所述外玻璃片的边缘的连续部分中。
37.根据本发明的另一个替代实施例,当沿着窗格厚度以竖直剖面观察时,所述内玻璃片的边缘在所述窗格底边的整个长度上在所述外玻璃片的边缘的连续部分中。
38.优选地,所述内玻璃片的边缘延伸超出所述外玻璃片的边缘,在所述第一侧边的至少一部分甚至整个长度和/或所述第二侧边的至少一部分甚至整个长度上形成离心偏移,其在2.0和30.0 mm之间,甚至在3.0和20.0 mm之间,所述偏移优选地沿着所述第一侧边和/或所述第二侧边的长度是恒定的。
39.然而,为了增加整体机械强度,所述条带优选在一体成型的元件中完全在周边位置。
40.优选地,所述偏移旨在在紧固到所述车辆上的引导和密封元件中受到引导。
41.有利地,所述外玻璃片具有外表面,所述外表面位于所述车辆的周边相邻车身部分(例如当玻璃窗安装在预定车辆中时的遮挡物)的延长部分中。
42.在本文件中,对于上述范围,范围终端包括在范围内。
[0043]“边缘”或“边”是指片材的窄边,其基本上横向位于片材的两个主面之间。
[0044]
所述内玻璃片的边缘沿着其长度的至少一部分位于同时超出所述粘合材料片的边缘和所述外玻璃片的边缘的位置的事实允许实现所述内玻璃片相对于所述粘合材料片和所述外玻璃片的内突出部。在替代实施例中,该内突出部沿着窗格的两个侧边之一或沿着窗格的两个侧边存在。在该替代实施例中,它优选完全不沿着窗格的底边和顶边存在。
[0045]
该内突出部位于玻璃窗的可见部分的轮廓上;在车辆使用者可见的部分的轮廓上。有利地,无论玻璃窗相对于支撑它的车身元件的状态如何(打开、关闭、或在打开和关闭之间),该内突出部可以不存在于保持隐藏在车身内部的玻璃窗部分中。
[0046]
在独立且有利的实施例中,所述内玻璃片的边缘仅在所述内玻璃片的第一侧边或第二侧边的一部分长度上延伸超出所述粘合材料片的边缘和所述外玻璃片的边缘。
[0047]
因此,窗格更容易制造,因为所述内玻璃片的边缘没有延伸超出所述粘合材料片的边缘和所述外玻璃片的边缘的部分可以是这样的,即所述内玻璃片的边缘在所述粘合材料片的边缘和所述外玻璃片的边缘的连续部分中;这个(这些)部分然后可以用作在制造窗格(层压)过程中内玻璃片相对于其他两个片的定位的参考部分。
[0048]
此外,这个(这些)部分可以位于允许所述窗格相对于所述车门(即,窗格支架)平移的装置的对面,以便增加该位置的窗格的机械强度。
[0049]
然而,可能优选的是,所述条带在一体成型的元件中完全在周边位置,以便进一步增加条带和包括该一体成型的周边条带的玻璃窗的整体机械强度。
[0050]
本发明是为安装在门上的玻璃窗而开发的,当玻璃窗升起(关闭)时,门在玻璃窗的位置具有侧柱和上柱。
[0051]
有利地,本发明使得生产这样一种玻璃窗成为可能,该玻璃窗在关闭时具有位于周边的邻近门部分的延长部分中的外表面;这在技术术语中称为“齐平玻璃”。
附图说明
[0052]
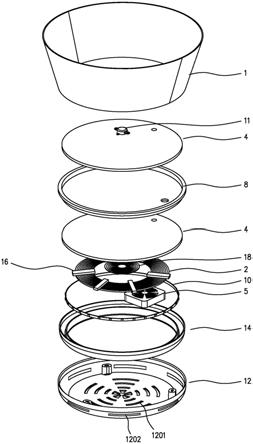
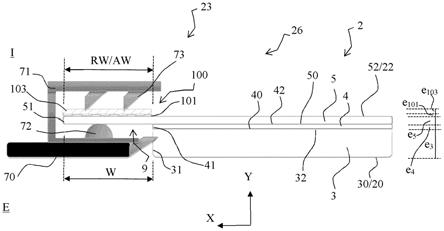
通过阅读以下对实施例的非限制性示例的详细描述和附图,将更好地理解本发明:图1示出了根据本发明实施例的车辆的可移动前玻璃窗的内部正视图,该前玻璃窗具有完全在周边的内突出部和窗格支架;图2示出了根据本发明另一实施例的车辆的可移动前玻璃窗的外部正视图,该前玻璃窗具有不完全在周边的内突出部并且没有窗格支架;图3、图4和图5均示出了根据本发明不同实施例的内突出部的局部剖面图,其中窗格相对于门柱处于关闭位置;图6示出了用于图1的玻璃窗的窗格支架的竖直横剖面图;图7示出了在紧固窗格支架的过程中配备有根据本发明的两个窗格支架的车辆前玻璃窗的侧视图;图8示出了球体测试的从上方看的示意图;图9示出了球体测试的从横剖面看的合成示意图;和图10示出了根据本发明的玻璃窗的示例的球体测试结果的从横剖面看的合成示意图。
具体实施方式
[0053]
为了便于阅读,附图中示出的各种元件之间没有严格遵守比例。
[0054]
图1和图2示出了图1中从车辆内部和图2中从车辆外部看去的车辆左侧玻璃窗1。
[0055]
尤其是,它是机动车辆车门的侧窗,该侧窗可相对于该车门基本上沿竖直方向在打开位置和关闭位置之间平移移动,在打开位置,玻璃窗完全或几乎完全位于车门内,在关闭位置,玻璃窗关闭车门的窗口。
[0056]
在关闭位置,该玻璃窗因此在车辆内部的内部空间i和车辆外部的外部空间e之间产生竖直分隔。
[0057]
因此,“外部”和“内部”的概念在本文件中分别与外部空间e和内部空间i相关。
[0058]
因为它是侧窗,所以它基本上沿着通常称为车辆“x轴”的轴线延伸,该轴线是装备有根据本发明作为车辆左侧侧玻璃窗的玻璃窗的车辆的中心前进纵轴,并且对应于图1和图2中的片平面中的水平轴。
[0059]
在本文件的上下文中,“向心”和“离心”的概念应在图1中的片的平面内考虑,或在
玻璃窗总平面内考虑,相对于玻璃窗中心,沿x轴和z轴表达;向心方向朝向玻璃的中心,而离心方向远离玻璃的中心。
[0060]
在图1所示的实施例中,玻璃窗1是一体成型的。
[0061]
在图示的实施例示例中,玻璃窗1具有弯曲(即不平坦)并层压的窗格2。然而,为了简单起见,在图1至图6中假设窗格2是平的。
[0062]
玻璃窗1的窗格2是层压的窗格,其从外到内至少依次包括:外玻璃片3、粘合材料夹层片4、然后是内玻璃片5;然而,可能的是,至少一个其它片夹在外玻璃片3和粘合材料夹层片4之间或者粘合材料夹层片4和内玻璃片5之间。在图1中,通过内玻璃片5可以看到粘合材料夹层片4和外玻璃片3。
[0063]
此外,玻璃片2具有第一侧边23、第二侧边24、顶边25和底边26。窗格2的第一侧边23和第二侧边24分别设置在窗格2面向车辆前方的部分和窗格2面向车辆后方的部分。窗格2的顶边25和底边26分别设置在窗格2面向车顶的部分和窗格2面向车辆底盘的部分中。
[0064]
外玻璃片3具有面向外部空间e的外表面30、面向粘合材料夹层片4的夹层表面32以及位于这两个表面之间的周边边缘31。此外,外玻璃片3具有第一侧边33、第二侧边34、顶边35和底边36。外玻璃片3的第一侧边33和第二侧边34分别设置在外玻璃片3面向车辆前方的部分和外玻璃片3面向车辆后方的部分中。外玻璃片3的顶边35和底边36分别设置在外玻璃片3的面向车顶的部分和外玻璃片3的面向车辆底盘的部分中。
[0065]
内玻璃片5具有面向粘合材料夹层片4的夹层面50、面向内部空间i的内面52以及位于这两个面之间的周边边缘51。此外,内玻璃片5具有第一侧边53、第二侧边54、顶边55和底边56。内玻璃片5的第一侧边53和第二侧边54分别设置在内玻璃片5面向车辆前方的部分和内玻璃片5面向车辆后方的部分中。内玻璃片5的顶边55和底边56分别设置在内玻璃片5的面向车顶的部分和内玻璃片5的面向车辆底盘的部分中。
[0066]
粘合夹层片4具有面向夹层面32定向并且在这里与该夹层面32接触的外夹层面40、面向夹层面50定向并且在这里与该夹层面50接触的内夹层面42,以及位于这两个夹层面40、42之间的周边边缘41。此外,粘合夹层片4具有第一侧边43、第二侧边44、顶边45和底边46。粘合材料夹层片4的第一侧边43和第二侧边44分别设置在粘合材料夹层片4的面向车辆前方的部分和粘合材料夹层片4的面向车辆后方的部分中。粘合材料夹层片4的顶边45和底边46分别设置在粘合材料夹层片4的面向车顶的部分和粘合材料夹层片4的面向车辆底盘的部分中。
[0067]
外玻璃片3例如是在制造层压的窗格2之前已经经历热弯曲操作的玻璃片,厚度e3在1.60 mm和3.85 mm之间,例如3.15 mm。
[0068]
粘合材料片4例如是厚度e4在0.30和1.50 mm之间,例如0.78 mm的聚乙烯醇缩丁醛(pvb)片。该粘合材料片4优选具有与外玻璃片3相同的沿x轴的长度尺寸和沿z轴的高度尺寸。
[0069]
内玻璃片5可以是已经经历了热淬火或半淬火操作的玻璃片,厚度e5在0.70和2.60 mm之间,甚至在0.70和2.50 mm之间,甚至在0.70和2.30 mm之间,甚至在0.70和2.10 mm之间,例如1.10 mm或1.60 mm。淬火或半淬火操作的优点是执行速度非常快。实际上,平均一分钟可以生产大约20块玻璃片。此外,淬火或半淬火操作允许在厚度为约1.10 mm、约1.60 mm和约2.10 mm的玻璃片上分别引入20 mpa、30 mpa和40 mpa量级的表面应力。
[0070]
优选地,内玻璃片5在制造层压的窗格2之前不弯曲;正是这种层压将使它具有其弯曲的形状,跟随外玻璃片3的形状。这可以通过内玻璃片5的小厚度来实现。
[0071]
在窗格2具有除了上述三个片之外的一个或多个其他片的情况下,已经经历热淬火或半淬火的内玻璃片5是层压的窗格的最里面的片。
[0072]
窗格2的第一侧边23纵向延伸,与z轴形成第一角度a
23
。窗格2的第二侧边24纵向延伸,与z轴形成第二角度a
24
。第一角度a
23
的绝对值在0和30
°
之间。第二角度a
24
的绝对值也在0和30
°
之间。优选地,第一角度a
23
和第二角度a
24
的绝对值上基本相等。在本发明的特定实施例中,第一角度a
23
和第二角度a
24
的绝对值大约为20
°
。
[0073]
图1和图2示出了窗格2具有由外玻璃片3的外表面30形成的外表面20、由内玻璃片5的内表面52形成的内表面22以及位于这两个表面之间的周边边缘21,对应于外玻璃片3的周边边缘31、粘合材料片4的周边边缘41和内玻璃片5的周边边缘51。
[0074]
内玻璃片5的边缘51在离心方向上并沿着x轴,在内玻璃片5的边缘51的至少一部分长度上,即沿着内玻璃片5的边缘51的至少一部分长度上,位于超出所述粘合材料片4的边缘41和超出外玻璃片3的边缘31之外的位置。
[0075]
在图1中,在内玻璃片5的边缘51的整个长度上,内玻璃片5的边缘51在所有离心方向上都位于超出所述粘合材料片4的边缘41和超出外玻璃片3的边缘31的位置,而在图2中,仅在内玻璃片5的边缘51的部分长度上,内玻璃片5的边缘51在一个离心方向上仅沿着x轴位于超出所述粘合材料片4的边缘41和超出外玻璃片3的边缘31的位置;因此,在图2中,内玻璃片5至少沿x轴的长度大于外玻璃片3的长度。
[0076]
在图1中,在以下所有位置,内玻璃片5的边缘51在一个离心方向上都位于超出粘合材料片4的边缘41和超出外玻璃片3的边缘31的位置:
‑
在内玻璃片5的第一侧边53的至少一部分长度上;甚至这里在第一侧边53的整个长度上;
‑
在内玻璃片5的第二侧边54的至少一部分长度上;甚至这里在第二侧边54的整个长度上;
‑
在内玻璃片5的顶边55的至少一部分长度上;甚至这里在顶边55的整个长度上;和
‑
在内玻璃片5的底边56的至少一部分长度上;甚至这里在底边56的整个长度上。
[0077]
在图2中,只有在以下所有位置,内玻璃片5的边缘51在一个离心方向上都位于粘合材料片4的边缘41和外玻璃片3的边缘31之外:
‑
在内玻璃片5的第一侧边53的至少一部分长度上;甚至这里在第一侧边53的整个长度上;和
‑
在内玻璃片5的第二侧边54的至少一部分长度上;甚至这里在第二侧边54的整个长度上;在未示出的替代方案中,仅在内玻璃片5的第一侧边53的仅仅一部分甚至整个长度上,内玻璃片5的边缘51在离心方向上位于超出粘合材料片4的边缘41和超出外玻璃片3的边缘31的位置。在未示出的另一个替代方案中,仅在内玻璃片5的第一侧边54的仅仅一部分甚至整个长度上,内玻璃片5的边缘51在离心方向上位于超出粘合材料片4的边缘41和超出外玻璃片3的边缘31的位置。
[0078]
在图1中,该内玻璃片5的每条边沿53、54、55和56均在离心方向上位于超出外侧玻璃片3的边缘31(和粘合材料片4的边缘41)的位置,形成唯一的内突出部9或离心偏移。该内突出部的宽度w可以在2.0和30.0 mm之间,或3.0和20.0 mm之间,例如2.85 mm;内突出部9的宽度优选地沿着突出部长度是恒定的;因此,它完全在周边。
[0079]
在图2中,所述内玻璃片5的第一边沿53在离心方向上位于超出所述外玻璃片3的边缘31(和粘合材料片4的边缘41)的位置,形成第一内突出部9或离心偏移。内突出部的宽度w可以在2.0和30.0 mm之间,或3.0和20.0 mm之间,例如这里是2.85 mm;此第一内突出部9优选地沿着长度是恒定的。此外,所述内玻璃片5的第二边沿54在离心方向上并且沿着x轴位于超出所述外玻璃片3的边缘31(和粘合材料片4的边缘41)的位置,形成第二内突出部9’或离心偏移。内突出部的宽度w可以在2.0和30.0 mm之间,或3.0和20.0 mm之间,例如这里是2.85 mm ;该第二内突出部9’优选地沿着长度是恒定的。
[0080]
在未示出的本发明的特定实施例中,内玻璃片5仅包括第一内突出部9,第二边缘54沿着y轴在所述外玻璃片3的边缘31和所述粘合材料片4的边缘41的连续部分中。在未示出的本发明的另一特定实施例中,内玻璃片5仅包括第二内突出部9’,第一边缘53沿着y轴在所述外玻璃片3的边缘31和所述粘合材料片4的边缘41的连续部分中。
[0081]
在图2中,第一和第二内突出部9、9’的几何形状非常适合玻璃片生产过程,因为它们在所述过程前进的纵向方向上定向。因此,玻璃片5在制造过程中损坏的风险大大降低。
[0082]
在图1和图2中,当玻璃窗1关闭时,唇缘密封件7实现了玻璃窗1在其中滑动的门盒的顶部。在该关闭的玻璃窗位置,位于该唇缘密封件7下方的玻璃窗的整个部分可以没有任何偏移:在唇缘密封件7下方的该部分中,当玻璃窗关闭时,在门盒内部,内玻璃片5的边缘51在其长度的一个(或多个)部分上,甚至在其整个长度上,可能在外玻璃片3的边缘31的连续部分中。
[0083]
例如,内玻璃片5的边缘51可以在外玻璃片3的边缘31的连续部分中,仅在提供允许玻璃窗2相对于车门平移的装置的情况下。
[0084]
在唇缘密封件7上方,车门可以包括至少一个没有立柱的部分。因此,门有可能:
‑
没有前侧立柱,相邻的车身部分(也称为“a柱”)引导玻璃窗,和/或
‑
没有后侧立柱,相邻的车身部分(也称为“b柱”)引导玻璃窗。
[0085]
在图2所示的实施例中,所述内玻璃片5的边缘51仅在内玻璃片5的边缘51的周边的一部分上位于同时超出粘合材料片4的边缘41和外玻璃片3的边缘31的位置。在这种情况下,内突出部沿窗格侧边存在,但不沿窗格的底边或顶边存在。
[0086]
因此,在图2中,这三个边缘31、41、51在窗格的下部和上部沿着y轴彼此连续,但是至少沿着窗格2的第一侧边23或沿着第二侧边24沿着x轴彼此不连续:内玻璃片5的边缘51在离心方向上偏移,即沿着x轴至少沿着窗格2的第一侧边23或沿着第二侧边24,甚至更优选地沿着窗格的第一侧边23而且沿着第二侧边24。
[0087]
每个片3、4、5具有周边外围p3、p4、p5:至少在窗格2的第一侧边23的长度或至少第二侧边24的长度,或者在窗格2的第一侧边23的长度和第二侧边24的长度上,内玻璃片5的外围p5延伸超出粘合材料片4的外围p4,并超出外玻璃片3的外围p3。
[0088]
内玻璃片5的外围p5仅沿着玻璃窗2的顶边25和底边26在外玻璃片3的外围p3的横向连续部分中;沿着底边26:在玻璃窗关闭时保持在所述门内部的玻璃窗部分中,以便在这
个位置参与窗格的加强,从而增加窗格支架附接到窗格上的可靠性。
[0089]
在替代方案中,内玻璃片5的边缘51延伸超出外玻璃片3的边缘31,从而分别形成沿着窗格2的第一侧边23或第二侧边24的仅一部分离心的第一内突出部9或第二内突出部9’或偏移,甚至分别形成沿着窗格2的第一侧边23和第二侧边24的仅一部分离心的第一内突出部9和第二内突出部9’或偏移。
[0090]
如图1和图2所示,窗格2还包括靠近至少一个边沿并且至少部分地比内玻璃片5更靠内的条带100。根据本发明,从横剖面看,条带100、100’包括:
‑
一方面,粘合层101,其沿着粘合宽度aw与内玻璃片5的内表面52接触地延伸;和
‑
另一方面,加强层103,其沿着加强宽度rw延伸,至少部分地比粘合层101更靠内,并且其杨氏模量在0.5和500 gpa之间,甚至在1.0和250 gpa之间。
[0091]
在图1中,条带100是唯一的并且完全在周边,是一体成型的;它顺着唯一的、完全周边的内突出部9,该内突出部也是一体成型的。
[0092]
条带100、100’可以仅一方面沿着窗格2的第一侧边23的至少一部分甚至整个长度定位,和/或另一方面沿着窗格2的第二侧边24的至少一部分甚至整个长度定位。
[0093]
在图2中,条带100、100’被灰化,并且一方面仅位于第一侧边23的几乎整个长度上,另一方面位于第二侧边24的几乎整个长度上。它们都是扁平的长方形。有两个条带,因为有两个内突出部,但也可能有:
‑
一个条带,用于唯一的内突出部,例如沿窗格顶边的突出部;或者
‑
三个独立的条带,用于三个内突出部,例如沿窗格顶边和窗格的前后边沿的突出部;或者
‑
四个独立的条带,用于四个内突出部,例如玻璃的四条边的突出部。
[0094]
从粘合层101的向心/离心取向的角度来看,考虑了几种情况:
‑
粘合层101在离心方向上延伸,沿着整个内突出部9与内表面52接触,(如图3至图5所示),或者超出内突出部9(然后与内玻璃片5的边缘51相对延伸),或者与内玻璃片5的内表面50相对地延伸;
‑
粘合层101在向心方向上延伸,仅沿着内突出部9的一部分与内表面52接触;
‑
粘合层101在向心方向上延伸,在内突出部9以内与内表面52接触,然后同时与外玻璃片3、粘合材料片4和内玻璃片5完全相对地延伸;
‑
粘合层101在离心方向上延伸,在内突出部9以内与内表面52接触,然后至少部分地同时与外玻璃片3、粘合材料片4和内玻璃片5相对延伸,如图4和图5所示。
[0095]
从加强层103的向心(在图3至图5中向右)/离心(在图3至图5中向左)取向的角度来看,设想了几种情况:
‑
加强层103沿着整个内突出部9在离心方向上延伸(如图3至图5所示);或者超出内突出部9在离心方向上延伸(然后与内玻璃片5的边缘51相对地延伸),或者还与内玻璃片5的内表面50相对地在离心方向上延伸;
‑
加强层103在内突出部9以内与内表面52接触地在离心方向上延伸,且其因此不延伸到内表面52和边缘51之间的棱边;
‑
加强层103沿着内突出部9的至少一部分、优选地沿着整个内突出部9与内表面52接触地在向心方向上延伸,且其因此根本不与外玻璃片3和粘合材料片4相对地延伸,如图3
和图4所示;
‑
如图5所示,加强层103超出内突出部9与内表面52接触地在向心方向上延伸,然后至少部分地同时与外玻璃片3、粘合材料片4和内玻璃片5相对地延伸。
[0096]
因此,
‑
图3示出了本发明的一个实施例,其中由条带100提供的加强件至少部分且有利地覆盖内玻璃突出部的整个内表面,而不延伸超出该内表面,以确保在破裂的情况下最佳地固持薄玻璃碎片,同时当从外部看到窗格时保持完全隐藏在第一遮挡部件70后面,当从内部看到窗格时保持完全隐藏在第一引导和密封元件71后面;该条带也可以覆盖内玻璃场,并从内玻璃突出部的外表面上突出;
‑
图5示出了本发明的另一实施例,其中由条带100提供的加强件覆盖了内玻璃突出部的不止整个内表面,以确保在破裂的情况下固定薄玻璃碎片,同时仅部分地隐藏在第一遮挡部件70后面和第一引导和密封元件71后面,同时增加了机械加强;该条带可以进一步覆盖内玻璃场,并从内玻璃突出部的外表面突出;和
‑
图4示出了本发明的另一实施例,介于前面两种实施例之间,其中由粘合层101提供的粘合覆盖了内玻璃突出部的整个内表面,以确保在破裂的情况下固持薄玻璃碎片,同时保持隐藏,仅部分隐藏,而加强层103在完全隐藏的情况下参与加强;该条带还可以覆盖内玻璃场并从内玻璃突出部的外表面上突出。
[0097]
本发明还有其他中间实施例未示出,其中例如由加强层103提供的加强比内玻璃突出部的整个内表面延伸得更远,以在仅部分地保持隐藏的同时提供加强,而粘合层101在完全隐藏的同时参与粘合;加强层103还可以在内玻璃场对面延伸,并且在内玻璃突出部的外表面对面延伸。
[0098]
更具体地,图3示出了窗格2的第一边沿23的局部剖视图,并示出了玻璃窗1的竖直引导元件,该竖直引导元件紧固到车门的前部。引导元件特别包括用于引导窗格2沿z轴平移的第一引导和密封元件71以及具有隐藏引导和密封元件71的功能的第一遮挡部件70。第一侧边23的第一内突出部9在球形突起72和包括两个唇缘的密封件73之间接触并滑动。在替代方案中,密封件73可以具有一个唇缘或不止两个唇缘。紧固在车辆上的玻璃窗1的另一个引导元件(不可见),通常称为b柱,面向所述车辆的后方。b柱尤其包括第二引导和密封元件,该第二引导和密封元件允许引导窗格2的第二侧边24沿z轴平移,以及具有隐藏引导和密封元件的功能的第二遮挡部件。第二侧边24的第二内突出部9’(不可见)在第二球形突起和包括两个唇缘的第二密封件之间接触并滑动。在替代方案中,该第二密封件可以具有一个唇缘或不止两个唇缘。
[0099]
在该图3中,粘合宽度aw等于加强宽度rw;加强层103正好叠加在粘合层101上;它们与内突出部9的宽度w相同。
[0100]
然而,可能的是,粘合层101的粘合宽度aw延伸到加强层103的加强宽度rw的至少一半,优选延伸到至少三分之二,更优选延伸到至少四分之三。
[0101]
还可能的是,粘合层101的粘合宽度aw延伸的宽度比加强层103的加强宽度rw更大,如图4所示,因为粘合层101本身可以具有增强玻璃窗机械强度的效果。
[0102]
在图5中,粘合宽度aw与加强宽度rw相同,并且加强层103正好叠加在粘合层101上,但是它们大于内突出部9的宽度w,因此在向心方向上延伸到内突出部9以内。
[0103]
除了窗格2之外,玻璃窗1还包括沿着至少一个底边26的至少一部分的装置,用于允许窗格2相对于车门平移的可移动性。这些装置包括至少一个并且优选至少两个窗格支架6、6’,窗格支架6、6’具有例如基本上倒置的h形横剖面。
[0104]
图6示出了用于窗格的窗格支架6的详细视图,该窗格具有完全在周边的内突出部。该窗格支架6因此具有:
‑
由两个平行壁63、64组成的第一部分,两个平行壁63、64在它们的底部连接并形成纵向凹槽,即横剖面形成u形,以及
‑
由尾部65组成的第二部分,该尾部65与平行壁63、64相对地相对于连接这些壁的基部延伸。
[0105]
在图示的形式中,组装是以这样的方式进行的,即所述h形的所述平行壁63、64在其下部包围窗格2,然后尾部65基本上处于层压的窗格2的延长部分中。
[0106]
窗格支架的这种h形特别有利,因为它允许在与平行壁63、64的内表面之和相对应的大表面上,在窗格支架和窗格之间传递力;然而,使用简单的板是完全可能的,该板具有例如至少两个部分:用于与窗格配合的第一部分和用于与窗格的驱动机构(上/下)配合的第二部分。
[0107]
在图6中,窗格2是平的,平行壁63、64和尾部65是平的;然而,可能是是,窗格2是弯曲的,并且平行壁63、64和/或尾部65是弯曲的。尾部65从连接平行壁63、64的基部的大约一半延伸,但是也可以将尾部65定位在平行壁63、64中的任一个的延长部分中。
[0108]
在图6中,尾部65不平行于壁63、64。t轴示出了玻璃窗1在其下端的平均平面,此时窗格1在窗格支架6对面正确定位,尾部65相对于t轴成非零角度定向,该角度取决于窗格2的曲率。
[0109]
尾部65旨在连接到机动化驱动系统(未示出),以允许玻璃窗1在车门中上升和下降。
[0110]
窗格支架6、6’与层压的窗格2的组装在模片上进行,允许控制窗格支架6、6’/窗格2总成的公差。
[0111]
在定位和紧固窗格支架之前,窗格2首先被正确地定位(“集中”)在安装模片11中,如图7所示,安装模片11具有多个定位止挡件(也参见图1中的示例,为定位止挡件x1、y1、y2、y3、z1、z2)。
[0112]
其中一个定位止挡件被称为点y3,并且优选定位在唇缘密封件7的线上(在图2至图5中不可见),示出了当玻璃窗关闭时该低接触密封件与门的位置。
[0113]
虚线所示的模具12与窗格2的参考框架成一体,并容纳每个窗格支架6的尾部65。
[0114]
然后,下部和上部可移动夹爪13和14夹紧尾部65。
[0115]
无论窗格支架6在y方向上的取向如何,移动夹爪13、14都将窗格支架6限制起来,而不会降低静定性。
[0116]
窗格支架6、6’用诸如聚氨酯的粘合剂粘合,然后“装配”到玻璃2上,即,通过在所述平行壁63、64和窗格2之间插入由诸如聚丙烯的塑料制成的插入材料66,窗格支架6、6’被定位成使得玻璃呈u形,邻接或不邻接。
[0117]
在替代实施例中,提出原位注射粘合材料以形成插入材料66,插入材料66由热塑性热熔树脂制成,例如聚酰胺基的树脂。
[0118]
因此,当窗格和窗格支架相对于彼此正确定位时,插入材料66的定位保证了窗格支架的位置,而与窗格的曲率无关。
[0119]
所用的热熔树脂的弹性限值约为5.5 n/mm2,断裂强度11 n/mm2,根据din 53455规范计算。它将在大约220℃的温度下使用,并且根据astm d 3236标准测量,在该温度下具有大约5000 mpa.s的粘度。
[0120]
因此,条带100被化学附着到窗格支架6上;当条带完全在周边时,这有助于进一步增加玻璃窗的机械强度。
[0121]
当实施这种解决方案时,也可以使用额外的粘合剂来将条带100完美地紧固到平行壁和窗格上。
[0122]
所用的窗格支架优选由铝合金制成。例如,对于等级为6060(ags)的铝合金,30至50吨的竖直压力就足够了,即相对于窗格支架的尺寸,对于总尺寸约为40
×
30 mm的h形窗格支架,压力约为150 gpa,对于总尺寸约为60
×
60 mm的h形窗格支架,压力约为450 gpa。
[0123]
众所周知,汽车玻璃窗必须符合欧洲法规ece r43。该法规规定,对于四个侧固定的300
×
300 mm样品,所用窗格必须能够抵抗从9 m高处落下并撞击窗格外表面20的227 g球体冲击。测试的成功是通过窗格的向内变形测量值来确定的,并且球体一定没有穿过窗格。
[0124]
在300
×
300 mm的窗格样品上进行ece r43规范中描述的球体冲击试验,该窗格样品具有2.85 mm的淬火外玻璃3、1.1 mm的半淬火内玻璃5(应力水平为20 mpa)和0.86 mm的pvb夹层粘合材料片4。
[0125]
图8和图9示意性地示出了如何利用球体80对根据本发明的窗格2实施该测试。球体80没有显示在图9中,因为它位于窗格上方很远的地方。
[0126]
为了考虑具有宽度w为10.0 mm的内突出部9的侧玻璃窗固持在门内的方式,窗格在其侧面由塑料部件81固持,该塑料部件81具有内突出部9接合到其中的狭槽82。窗格2通过重力简单地靠在塑料部件81的内表面上。
[0127]
进行了四个系列的测试:两个系列中窗格在两个相对侧得到固持,两个系列中周边窗格在四个侧得到固持。
[0128]
图10示出了冲击后窗格2的变形。外窗格3、内窗格5或两者都可以被分成几块。
[0129]
对于第一系列测试,沿两个相对的侧面固持窗格(图8和图9中的左边沿和右边沿),沿另外两个相对的侧面释放窗格(不用塑料部件固持)。对一部分样品进行摩擦,以示意侧窗上升和下降过程中窗格滑动造成的磨损。这种摩擦是用校准过的沙子“亚利桑那粉尘”造成的,已知其摩擦特性与在使用过的玻璃窗上观察到的相似。样品的另一部分没有进行摩擦。
[0130]
球体测试进行了修改,用227 g的球体进行冲击,逐渐增加球体下落的高度,从0.5 m增加到0.5 m,并记录导致其中一块玻璃破裂(包括部分破裂)的高度值。
[0131]
实际上,当没有条带100时,内玻璃总是从3.5 m的下落高度破裂;它更具体地在突出的非层压部分破裂,有时外玻璃也会破裂,但在这种情况下,内玻璃突出部至少被部分剪切。
[0132]
令人惊讶的是,获得的结果显示摩擦玻璃和未摩擦玻璃之间没有差异。这些测试显示内玻璃的侧边有脆性,无论是否经过摩擦。
[0133]
对于第二系列测试,与第一系列测试一样,窗格只能以ece r43规范中描述的方式在两侧固持。球体冲击是从9 m的常规高度进行的。在该第二系列的样品上,由于由0.5 mm厚度和20 mm宽度的金属片实现的加强层103和在内玻璃突出部的内表面上由0.8 mm厚度的柔性双面粘合剂实现的粘合层101制成的条带100,实现了加强。测试结果显示,内玻璃破裂,但是样品保持在其支架中的适当位置,并且玻璃突出部的破裂的内玻璃片通过加强条带100固持在样品上。
[0134]
对于第三系列测试,窗格按照ece r43法规中说明的方式在四个侧面受到固持,没有任何条带。球体冲击是从9 m的常规高度进行的。
[0135]
在此系列中,内玻璃在塑料部件支架边界处的外窗格边沿右边被部分剪切(这里是一半的情况)或完全剪切(另一半)。在所有情况下,玻璃突出部的碎片都存在,无论是游离的还是附着在样品上的,这表明在车辆冲击导致侧窗破裂穿透乘客舱的情况下,有割伤乘客的风险。
[0136]
在第四系列测试中,将周边条带施加于与第三系列相同的窗格的内玻璃的内表面。该条带由提供本发明意义上的加强层的金属片组成,0.5 mm厚和20.0 mm宽(rw),并且通过柔性双面粘合剂粘合,提供本发明意义上的粘合层(基于丙烯酸泡沫的tesa品牌粘合剂,零件号acx plus 7808),20.0 mm宽(aw)和0.8 mm厚,在内玻璃突出部的内表面上,在该内表面的离心极限处和并且在向心方向上延伸。因此,该条带的宽度是突出部宽度的两倍,并且在向心方向上的延伸距离(10.0 mm)等于突出部宽度。
[0137]
在该系列中,内玻璃破裂,无论外玻璃是否破裂,样品都保持在支架中的适当位置,玻璃突出部的破裂内玻璃片通过周边条带固持在样品上。
[0138]
基于图1中的玻璃窗进行另一系列测试,该玻璃窗由厚度为3.15 mm的外玻璃片3、厚度为1.1 mm的内玻璃片5组成,外玻璃片与内玻璃片由厚度为0.78 mm的粘合材料片4隔开,突出部9在周边位置,宽度w为10.0 mm。
[0139]
对于这一系列的测试,玻璃窗具有完全在周边的条带100,其遵循内玻璃片的轮廓。
[0140]
测试了两种类型的条带100,两者都包括由pvc制成的加强层103和由0.80 mm厚的tesa牌双面丙烯酸泡沫胶带(零件号acx plus 7808)制成的粘合层101,但是一种具有10.0 mm的宽度(aw和rw),另一种具有15.0 mm的宽度(aw和rw)。
[0141]
进行了两次机械阻力测试:一次是从玻璃窗上方9米的高度(外表面上方)投掷227 g金属球,另一次是从玻璃上方4米的高度(外表面上方)投掷2.26 kg金属球。
[0142]
所有的玻璃窗都抵抗住了;没有球体穿透玻璃窗。
[0143]
对于粘合层,也测试了3m牌的双面丙烯酸树脂胶带零件号gt6000,并得到了良好的结果。
[0144]
因此,本发明提供了一种制造对称或非对称(例如,内玻璃片比外玻璃片薄)层压侧玻璃窗的方法,该侧玻璃窗具有内玻璃突出部,从而通过了ece r43测试,该测试经过修改,考虑到了车辆中的窗格仅由内玻璃突出部固持的事实。该测试超越了玻璃成分测试;这是从ece r43玻璃测试中推断出来的系统测试,但有必要提出这样的测试,以表明使用所述解决方案在车辆上制造齐平玻璃窗的可能性。
[0145]
本发明还使得有可能利用外玻璃和夹层粘合剂材料片的组合厚度来补偿外玻璃
和“b柱”或“分隔条”之间的间隙。内玻璃突出部的外表面不需要保护,其厚度会降低外玻璃与b柱或分隔条之间的间隙桥接的可能性。
[0146]
本发明还使得粘合所需厚度的加强件以装配到密封圈中成为可能,特别是已经用于没有突出部的窗格结构的密封圈。
[0147]
当侧玻璃窗“完全齐平”时,即不仅其竖直侧面与b柱或分隔条齐平,而且与门的上部齐平,本发明通过薄玻璃突出的额外厚度,使得有可能防止突出的内玻璃边沿伤害乘客,该乘客可能在关闭车窗时让手或手臂穿过了车窗。
[0148]
前面通过示例描述了本发明。应当理解,本领域技术人员能够实现本发明的不同替代实施例,而不会超出由权利要求所限定的专利范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。