1.本发明涉及用于给板状的工件的窄侧覆层的方法以及覆层设备。
背景技术:
2.为了制造家具部件或者其他结构元件,经常使用刨花板材料,出于功能原因以及为了实现更高级的视觉和质量印象,其表面通常设有覆层材料。在这种情况下,通常也在窄侧上设置覆层或封边材料。
3.从de 10 2015 206 010 a1中已知一种覆层设备,通过所述覆层设备能够给用于家具或结构元件工业的工件尤其在窄侧区域中设置带状的覆层材料。为了实现精确地将带状的覆层材料安置在工件的窄侧上,覆层装置具有引导装置以及印刷装置。在将覆层材料印刷到窄侧上之前,均匀地活化设置在覆层材料上的附着剂,使得即使在覆层材料的开始或结束区域中也保证恒定的附着值。以这种方式,能够减少边缘突出并从而减少伴随出现的材料消耗。然而,在该覆层装置中只能提供一种覆层材料,使得覆层材料的更换导致停机时间。
4.de 10 2016 224 488 a1公开了一种具有储料装置的覆层机,通过所述覆层机能够将不同类型的覆层材料安置在板状的工件的窄侧上。储料装置容纳大量不同的覆层材料,使得根据工件的表面或装饰,能够从储料装置中取出相应的覆层材料并且输送给覆层机。以这种方式实现加工具有不同图案或装饰的工件,然而为此必须储备大量不同的覆层材料。
5.ep 1 555 132 a2公开了一种用于印刷板状的工件的窄侧的机器。该机器具有工件容纳设备,所述工件容纳设备沿着喷墨印刷系统引导具有要印刷的窄侧的先前经覆层的工件。通过这种印刷系统,可对工件的窄侧彩色地进行印刷或者也可以以色样印刷,然而除了印刷机外还需要附加的覆层设备。此外,印刷机需要耗费的调整机构,以便也能够印刷所有侧中的倒圆的窄侧。
技术实现要素:
6.本发明基于如下目的是:提出一种方法以及一种设备,通过所述方法和设备实现工件的在视觉上有吸引力的并且低成本的覆层,尤其是在窄侧的区域中。
7.该目的通过一种用于用覆层材料,尤其条状或带状的覆层材料给板状的工件的窄侧覆层的方法来实现,借助覆层设备来覆层,其中覆层材料在安置在工件的窄侧上之前至少在与覆层材料的附着面相关联的边缘区域中用基色着色,或者覆层材料完全用基色着色,其中基色与工件表面的色调和/或图案和/或装饰在颜色上相协调,使得在将覆层材料安置在工件的窄侧上之后,在着色的覆层材料和工件表面的色调和/或图案和/或装饰之间构成均匀的颜色过渡。通过这种方法,能够制造经覆层的工件,其中安置在窄侧上的覆层材料在颜色上与工件表面的色调和/或图案和/或装饰相协调。以这种方式,能够避免或至少最小化在工件表面和安置在窄侧上的着色的覆层材料之间的,尤其在过渡区域中的视觉上
可察觉的色差。因此,能够实现经覆层的工件的高质量的视觉印象。
8.所述方法的一个优选的改进方案提出,覆层材料在输送给覆层设备之前用基色着色,或者覆层材料通过覆层设备的着色装置用基色着色。通过将已经着色的覆层材料输送到覆层设备的方式,能够简单地结合到现有的覆层工艺中。同样地,能够设有在覆层过程上游设置的着色装置,通过所述着色装置使覆层材料在安置在工件上之前着色。由此,覆层材料也能够在安置在工件的窄侧上之前用不同的基色着色。以这种方式,通过仅一种覆层材料就能够实现与工件表面的不同色调和/或图案和/或装饰的颜色匹配。由此能够避免或至少减少不同的覆层材料的储备。可选地,在这种情况下可能需要下游设置的干燥装置。
9.所述方法的另一有利的设计方案提出,覆层设备设有多种覆层材料,所述覆层材料以不同的基色着色,其中覆层材料中的一种被输送给覆层设备,以对工件的窄侧进行覆层,其基色与工件表面的色调和/或图案和/或装饰在颜色上相协调。由此,能够设置具有不同的覆层材料的减少的储备。这能够通过如下来实现:相应的覆层材料的基色至少近似匹配于待加工的工件的不同的色调和/或图案和/或装饰。因此,具有基色的覆层材料能够用于工件的不同的但是颜色类似或仅在颜色上略有不同的色调和/或图案和/或装饰。
10.在所述方法的一个特别优选的改进形式中能够提出,覆层材料,尤其与附着面相对置的并且沿着覆层材料延伸的窄面和/或覆层材料的至少一个沿着窄面相邻的边缘部段,在通过印刷装置安置在工件的窄侧上之后被印刷,所述印刷装置具有至少一个印刷级。由此,覆层材料的可见区域能够用一种或多种印刷油墨进行印刷。此外,能够通过多个相继的印刷级设置多层的油墨涂覆。以这种方式,覆层材料能够通过与工件表面的图案和/或装饰相对应的图案和/或装饰来印刷。通过对覆层材料的这种印刷能够构成工件的在视觉上有吸引力的棱边。由此,能够实现工件由统一材料构成的视觉印象。
11.所述方法的一个有利的设计方案提出,覆层材料通过内联在覆层装置中的印刷装置印刷,并且优选在每个印刷级之后进行印刷油墨的有源的干燥过程。通过将印刷装置集成在覆层装置中,能够实现高效的覆层过程,其中所有方法步骤由覆层装置执行。不需要附加的、尤其手动的加工步骤。因此,能够实现这种覆层的制造成本的显著降低。
12.在所述方法的一个改进形式中能够提出,工件表面的色调和/或图案和/或装饰通过传感器装置检测,并且根据所检测的色调和/或图案和/或装饰自动地给覆层设备输送具有在颜色上相协调的基色的覆层材料,和/或通过传感器装置操控印刷装置,使得覆层材料用与所检测的色调和/或图案和/或装饰相协调的图案和/或装饰来印刷。通过设置这种传感器装置,能够设置全自动化或至少部分自动化的覆层方法。
13.所述目的还通过一种用于用覆层材料尤其条状或带状的覆层材料给板状的工件的窄侧覆层的覆层设备来实现,所述覆层设备具有用于将覆层材料输送到工件的窄侧的输送装置和用于将覆层材料安置在工件的窄侧上的覆层单元,其中覆层设备执行根据上述实施方式之一所述的用覆层材料给板状的工件的窄侧覆层的方法。借助执行这种方法的覆层设备,能够构成用于家具部件或其他结构元件的板状的工件,其中设有工件的窄侧的视觉上吸引人的高质量的覆层。这是通过如下实现:给覆层设备输送覆层材料,所述覆层材料至少部分地用基色着色,所述基色与工件表面的色调和/或图案和/或装饰在颜色上匹配。通过随后与工件表面的色调和/或图案和/或装饰相匹配地印刷覆层材料,能够附加地提高这种在视觉上有吸引力的以及高质量的印象。
附图说明
14.下面根据在附图中示出的示例详细说明和阐述本发明以及本发明的其他有利的实施方式和改进形式。从说明书和附图中得出的特征能够根据本发明单独地或以多个特征任意组合的方式应用。附图示出:
15.图1示出用覆层材料给工件的窄侧覆层的方法的流程图,
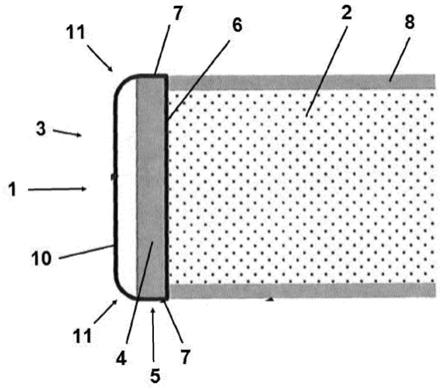
16.图2示出覆有覆层材料的工件的剖视图,
17.图3示出覆有覆层材料的工件的一个替选的实施方式的剖视图,
18.图4示出在印刷过程期间经覆层的工件的示意图,并且
19.图5示出印刷方法的不同的印刷级中被印刷的覆层材料的示例性视图。
具体实施方式
20.图1示出用覆层材料3给板状的工件2的窄侧1覆层的方法的流程图。尤其地,用条状或带状的覆层材料3给工件2的窄侧1覆层。覆层材料3优选是封边材料,其例如由塑料材料、木材材料或复合材料构成。工件2尤其由木材材料,例如刨花板材料构成。
21.在第一方法步骤中,板状的工件2首先在未详细示出的覆层设备中成为尤其切割或锯切为预定的规格。同样能够提出,将已经成为预定的规格的工件2输送给覆层设备。
22.然后将覆层材料3安置在工件2的窄侧1上,其中覆层材料3和工件2之间的永久的连接优选通过附着剂构成。为了将覆层材料3安置在工件2上,已经知晓了不同覆层设备以及覆层方法。例如,de 10 2015 206 010 a1描述了一种覆层设备以及一种方法,通过所述覆层设备和方法实现工件的窄侧的高质量的覆层。
23.在根据本发明的方法中,将覆层材料3输送给覆层设备以安置在工件2的窄侧1上,所述覆层材料事先用基色4着色。覆层材料3能够完全地用基色4着色,如在图2中示意性示出的那样。着色是指基色4不仅施加到覆层材料3的表面上,而且覆层材料3的本体至少部分地被基色4渗透或染遍。同样能够提出,覆层材料3仅在与覆层材料3的附着面6相邻地设置的边缘区域5中着色。尤其地,由此覆层材料3的侧部区域7——当覆层材料3安置在窄侧1上时所述侧部区域处于可见区域中——具有基色4。图3示出边缘区域5的这种着色。
24.基色4与工件2的表面8的色调和/或图案和/或装饰相协调。由此,在将覆层材料3安置在工件2的窄侧1之后,能够构成工件2的表面8的色调和/或图案和/或装饰和着色的覆层材料3的基色4尤其覆层材料3的着色的侧部区域7之间的在视觉上不可察觉或仅最低限度可察觉的颜色变化。
25.能够给覆层设备提供用不同的基色4着色的多种覆层材料3。例如,基色4能够分别与在覆层设备中被加工的工件2的不同的色调和/或图案和/或装饰相协调。在此能够提出,具有基色4的覆层材料3用于工件2的表面8的多种在颜色上相似或仅略有不同色调和/或图案和/或装饰。以这种方式,能够提供具有不同的基色4的少量不同的覆层材料3,例如十种不同基色4,其能够安置在具有不同的色调和/或图案和/或装饰的大量工件2上。由此,能够实现覆层材料3的减少的储备。
26.如果覆层设备设立用于处理多种覆层材料3,那么能够设置自动化的馈送设备,该馈送设备根据工件2的色调和/或图案和/或装饰自动将相应的覆层材料3输送给覆层设备。覆层设备例如能够具有光学的传感器单元。该传感器单元检测工件2的色调和/或图案和/
或装饰,使得根据所检测的颜色信号从所提供的具有匹配的基色4的覆层材料3中自动地选择,并且将相应的覆层材料3输送给覆层设备。
27.在将覆层材料3安置在工件2的窄侧1上之后,能够在另一方法步骤中进行附加的加工或再加工步骤,以便构成工件2的窄侧1的高质量的覆层。
28.在随后的方法步骤中,印刷覆层材料3,如示意性地在图4中所示出的那样。利用一种或多种印刷油墨12进行印刷,尤其印刷在与覆层材料3的附着面6相对置的窄面10上,以及印刷在沿着窄面10延伸的过渡区域11上,所述过渡区域过渡为覆层材料3的侧部区域7之一。过渡区域11例如能够倒圆地或倒棱地构成。尤其地,能够沿着窄面10的这两侧设置过渡区域11。
29.在印刷覆层材料3之前,能够预处理覆层材料3,尤其待印刷的窄面10和过渡区域11。这种预处理例如能够包括:覆层材料3的清洁和/或涂底漆,例如施加底漆。由此能够实现持久的并且在视觉上高质量的油墨涂覆。
30.在另一方法步骤中,覆层材料3的印刷通过在图4中示意性标明的印刷装置13进行。印刷装置能够具有多个印刷级,其中每个印刷级包括多种印刷油墨12。例如,能够在每个印刷级中提供青色、品红色、黄色以及黑色成分的印刷油墨12。补充地,还能够设置其他的颜色等级,例如浅色调和/或白色的印刷油墨12。印刷装置13既能够作为连接在覆层设备下游的单独的单元,也能够设置作为覆层设备的一部分。由此印刷能够在覆层过程中“内联式”进行。
31.图5示出根据完全着色的覆层材料3的印刷过程的不同的印刷级的三个示例性的绘图。所述绘图分别示出覆层材料3的窄面10的俯视图。在印刷之前,覆层材料3具有基色4,通过所述基色使覆层材料3着色。在第一印刷级中,覆层材料3,尤其窄面10以及可选地邻接窄面10的过渡区域11,在多个单独的印刷区域14中用第一印刷油墨12印刷。优选地,首先用白色的印刷油墨12印刷覆层材料3。可选地,能够在各个区域中设置印刷油墨12的不同的遮盖力。由此能够实现不同的颜色浓淡或颜色层次。该印刷过程在第一印刷级内能够用另外的印刷油墨12重复。有利地,印刷在多个步骤中进行,其中首先印刷较浅的印刷油墨12,并且在随后的步骤中分别印刷变深的印刷油墨12。在印刷级内用单独的印刷油墨12进行印刷能够逐步地,即相继进行,也能够同时进行。能够提出,不同的印刷油墨12在印刷区域14中至少部分地重叠。
32.在随后的印刷级中,该印刷过程能够用相应的印刷油墨12重复,优选用在每个印刷级中变深的印刷油墨12重复。由此,在覆层材料3上设有多层的油墨涂覆。以这种方式,覆层材料3能够印刷有任意的图案和/或装饰,例如木材结构的图示。示例性地,这种木材装饰在根据图5的最下方的绘图中示出。印刷到覆层材料3上的木材装饰尤其对应于也具有工件2的表面8的木材装饰。
33.还能够在印刷级内和/或在各个印刷级之间进行主动的干燥过程。由此实现被印刷的油墨12的快速干燥。
34.在印刷后,对覆层材料3涂装,至少对印刷有印刷油墨12的窄面10和/或边缘区域11涂装。在此,将一个或多个漆层涂覆到覆层材料3上。一个或多个漆层的涂覆例如能够通过印刷过程进行。还能够提出,通过涂漆产生表面的结构化部。如果覆层材料3印刷有木材结构的图示(参见图5),那么天然的木材表面的视觉外观和触觉印象能够通过这种结构化
的涂装来增强或产生。跟着涂装之后可以是另一主动的干燥过程。
35.如在图4中所示出的那样,印刷装置13或印刷装置13的印刷射流15有利地垂直于工件2的窄侧1定向。由此,进行油墨涂覆,尤其涂覆到覆层材料3的窄面10以及相邻的过渡区域11上。因为侧部区域7平行于印刷装置13或印刷射流15设置,所以在侧部区域7上不进行利用印刷油墨12的印刷。由此,即使在窄面10以及过渡区域11印刷之后,覆层材料3的未被印刷的侧部区域7也具有基色4。因为该基色4与覆层材料3的色调和/或印刷到工件2的表面8上的图案和/或装饰在颜色上相协调,所以在覆层材料3和工件2的表面8之间不会看到色差或仅能看到轻微的色差。因此,通过所述方法构成从覆层材料3到工件2的表面8的在视觉上无接合的或无缝的颜色过渡。由此传达了如下视觉印象:工件2由统一的材料例如实木构成。因此,在该覆层方法中不需要通过印刷装置13对覆层材料3即窄面10、过渡区域11和侧部区域7进行全面的印刷。由此,能够省去用于印刷装置13的附加的多轴调节机构。
36.附图标记列表
37.1 窄侧
38.2 工件
39.3 覆层材料
40.4 基色
41.5 边缘区域
42.6 附着面
43.7 侧部区域
44.8 表面
45.10 窄面
46.11 过渡区域
47.12 印刷油墨
48.13 印刷装置
49.14 印刷区域
50.15 印刷射流
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

