1.本实用新型涉及木工修边机开槽定位技术领域,具体的说是一种用于木工修边机开槽的定位装置。
背景技术:
2.在木板类部件的端部表面经常要安装一些类似于螺丝扣件之类的小零件,为了安装这些小零件需要使用修边机对木板代加工面进行开槽。修边机是一种电动工具,大多用于木材倒角,金属修边,带材磨边等马达式活动型较强的修边设备,也称倒角机,修边机通常是由马达、刀头、以及可调整角度的保护罩组成的,就是用刀头给木板倒边的,可以根据刀头的形状将木板的边缘修成相应的形、具有粗磨、精磨、抛光一次完成的特点,适用于磨削不同尺寸和厚度的金属带的斜面,直边,配套装有磨轮和备用磨轮,该磨轮具有寿命长、成形规则、效率高等优点,通常用作直角修成圆角圆边,也用作木材适当抛光操作。
3.但是,在使用修边机对木板端部表面进行开槽时,由于木板端部面积较小,修边机不易固定,且修边机在加工时会产生强烈的震动,从而导致修边机在木板端部的待加工面所开出的槽的深度和长度都无法得到保证;在修边机连续开槽时,相邻槽之间的间距往往分布不均,这些都极大影响了修边机开槽的质量和开槽的工作效率,使得该技术方案受到限制。
4.鉴于此,本实用新型通过在木板上安装夹紧装置,并在修边机端部安装对齐装置,工作时通过将修边机端部对齐装置上的l形夹块的端部嵌入木板与夹紧体之间的间隙,通过夹紧块和夹紧块上的夹紧螺栓的作用,在保证修边机得到固定并能够稳定开槽的同时,使得修边机的开槽深度和开槽长度受到限制。
技术实现要素:
5.为了弥补现有技术的不足,解决现有的木工修边机在对木板端部的待加工表面进行开槽时,木工修边机难以得到固定,从而使得开出的槽的质量较差,且开槽的效率较低,本实用新型提出的一种用于木工修边机开槽的定位装置。
6.本实用新型解决其技术问题所采用的技术方案是:本实用新型所述的一种用于木工修边机开槽的定位装置,包括夹紧装置和对齐装置,所述夹紧装置由一对平行设置的夹紧体组成,且所述夹紧体之间通过限位块固连;所述限位块分别位于所述夹紧体上表面的两端和中间部位,每个所述限位块均通过螺栓与夹紧体上表面所设置的固定槽相固连,且位于所述夹紧体端部的限位块为一号限位块,位于所述夹紧体中间部位的限位块为二号限位块;所述夹紧体上位于两端和中间的部位分别设有夹紧螺栓,所述夹紧螺栓的头部位于所述夹紧体之间的间隙,所述夹紧螺栓的尾部贯穿所述夹紧体并伸入夹紧装置的外侧,且所述夹紧螺栓外表面靠近尾部的部位设有夹紧螺母;所述对齐装置设置在修边机端部,且所述对齐装置包括固定套、l形夹块和固定底座,所述固定套嵌套在所述修边机端部,且所述修边机端部的工作部穿过所述固定套端部的圆孔;所述固定底座通过螺栓与固定套端部
固连,且所述固定底座上与所述圆孔相对应的部位设有一号孔,所述修边机的工作部穿过所述一号孔;所述固定底座表面位于一号孔两侧的部位设有卡槽,所述l形夹块通过连接螺栓与所述卡槽内表面固连;将夹紧装置安装在木板端部,再通过对齐装置与夹紧装置的结合,使得修边机能够稳定地在木板的待加工表面上开槽。
7.工作时,将夹紧装置安装在木板上,使得木板的待加工部位嵌入夹紧体之间的间隙,随后转动夹紧螺母,使得夹紧螺栓的头部向靠近木板侧面的方向移动,直到夹紧螺栓的头部与木板侧面相接触,使得夹紧装置被固定在木板的待加工部位;启动修边机,并使得l形夹块的端部嵌入夹紧体与木板侧面之间的间隙,直到修边机的工作部与木板的待加工面相接触并在待加工面开槽,随着l形夹块的端部在夹紧体与木板侧面之间的间隙下移,工作部的开槽深度不断增加,直到l形夹块设有固定螺栓的表面与夹紧体上表面相接触,使得l形夹块的下移受到限制,从而使得修边机的工作部开槽深度受到限制;同时推动修边机沿着夹紧体侧面滑动,在夹紧体的限制作用下,修边机工作部沿着稳定的运动轨迹在木板的待加工面开槽,避免修边机在开槽时出现错位使得开出的槽发生歪斜的缺陷;同时l形夹块在夹紧体与木板之间的间隙沿着夹紧体侧面滑动时,l形夹块受到位于夹紧体端部和中间部位的固定螺栓的限制,使得l形夹块只能在夹紧体端部和中间部位之间的区域滑动,从而使得修边机的开槽长度受到限制;因此通过修边机定位装置的作用,使得修边机在木板的待加工面能够快速开出形状稳定的槽。
8.优选的,所述夹紧体的端部设有一号限位板,所述一号限位板一端与所述夹紧体端部转动连接,另一端设有一号槽并与相邻的夹紧体端部相接触,且所述夹紧体端部上与所述一号槽相对应的部位设有固定螺栓;通过一号限位板的作用,使得夹紧装置在木板上进一步得到固定,从而使得修边机开槽时更加稳定;工作时,当使用修边机在木板待加工面靠近边缘的部位开出第一个槽时,转动一号限位板使得一号限位板表面与木板上垂直于待加工面的侧面相接触,同时使得一号限位板的一号槽与固定螺栓的端部相结合,使得一号限位板受到限制;通过一号限位板的作用,使得夹紧体在木板上进一步受到固定,避免在修边机工作时带动夹紧体在木板上出现滑动,从而使得开出的槽的长度难以得到限制;另外,当夹紧体移动到木板待加工面的中间部位,此时不需要使用一号限位板,可以通过转动一号限位板同时使得一号槽与固定螺栓分离,从而避免对夹紧体的移动产生限制。
9.优选的,所述l形夹块上靠近所述连接螺栓的部位设有二号槽;通过连接螺栓在二号槽上相对位置的改变,使得l形夹块之间的间距得到调整,从而使得l形夹块适应不同厚度的木板;工作时,根据木板待加工部位的厚度,在卡槽中移动l形夹块,而在l形夹块移动的同时,l形夹块上的二号槽相对于连接螺栓移动,直到l形夹块移动到适宜位置,拧紧连接螺栓使得l形夹块保持之间的间距大于木板待加工部位的厚度0.5
‑
1mm并得到固定,使得l形夹块与木板待加工部位的侧面间隙配合,从而使得在不影响l形夹块沿着夹紧体侧面移动的同时,避免了l形夹块在移动中出现晃动,进一步保证了修边机工作部开槽时的稳定性。
10.优选的,所述修边机端部外表面与所述固定套的结合部设有不锈钢箍;通过不锈钢箍的作用限制修边机开槽的深度;工作时,通过锁紧不锈钢箍使得固定套受到限制,从而使得修边机工作部伸出圆孔的部位的长度受到限制,而固定底座固定在固定套端部,使得修边机工作部伸出l形夹块上一号孔的部位的长度受到限制;因此当l形夹块的下移受到夹
紧体的限制时,修边机的工作部开槽深度也受到了限制;避免了修边机在工作时由于振动使得固定套出现相对滑动,使得修边机工作部伸出一号孔的部位的长度出现改变,从而使得开出的槽深度不均,从而影响了开槽的质量。
11.优选的,位于所述二号限位块的上表面设有二号限位板,所述二号限位板与所述限位块转动连接,所述二号限位板端部设有一号定位销;靠近所述一号限位板的一号限位块上表面设有二号定位销;且所述一号定位销以15公分倍数确定铣槽间距,所述二号定位销以20公分倍数确定铣槽间距;工作时,在操作修边机打好第一个槽后,转动二号限位板并使得二号限位板端部的一号定位销端部伸入第一个槽中,随后移动夹紧装置,直到一号定位销端部勾住第一个槽的端部,此时确定了一号定位销在夹紧装置上的相对位置;此时启动修边机,保持一号定位销在夹紧装置上的固定,使得修边机工作部在限位块之间的区域往复滑动并在木板待加工面开出第二个槽,且第一个槽和第二个槽之间的间距为一号定位销与修边机工作部之间最大间距;又因为修边机工作部在夹紧装置上的移动受到了夹紧螺栓的限制,使得一号定位销与修边机工作部之间最大间距为一个确定的定值;随后移动夹紧装置,使得一号定位销在勾住第二个槽端部的同时加工第三个槽,且第二个槽与第三个槽之间的间距同样为一号定位销与修边机工作部之间最大间距,因此重复进行上述加工使得修边机在木板待加工面上连续开出间距相等的槽;二号定位销的作用与一号定位销的作用相同,且使用二号定位销时转动二号限位板使得二号限位板端部远离修边机,避免二号限位板阻碍修边机的移动;另外,一号定位销能够以15公分倍数确定开槽间距,而二号定位销能够以20公分倍数确定铣槽间距,在开槽加工中根据实际情况选择定位销来确定开槽的间距。
12.优选的,所述二号限位板与所述二号限位块的结合部设有压紧螺栓,且所述二号限位板侧面与二号限位块上表面的螺栓端部相对应的部位设有三号槽;工作时,当二号限位板端部的二号定位销端部勾住第一个槽的端部时,转动压紧螺栓使得二号限位板在二号限位块上得到固定,随后移动夹紧装置并操作修边机在木板上连续开出间距相等的槽,通过压紧螺栓的作用避免了二号限位板在移动过程中出现转动从而影响了一号定位销发挥作用,保证了修边机开出间距保持相等的槽;另外,一号定位销的使用结束后,转动二号限位板使得二号限位板上的三号槽与二号限位块上的螺栓端部相结合,使得二号限位板受到固定,并保证二号限位板不会阻碍修边机的移动。
13.本实用新型的有益效果如下:
14.1.本实用新型所述的一种用于木工修边机开槽的定位装置,通过在木板上安装夹紧装置,并在修边机端部安装对齐装置,工作时通过将修边机端部对齐装置上的l形夹块的端部嵌入木板与夹紧体之间的间隙,通过夹紧块和夹紧块上的夹紧螺栓的作用,在保证修边机得到固定并能够稳定开槽的同时,使得修边机的开槽深度和开槽长度受到限制。
15.2.本实用新型所述的一种用于木工修边机开槽的定位装置,通过在二号限位板端部和一号限位块上表面分别设置一号定位销和二号定位销,通过定位销的定位作用,保证修边机在木板端部表面连续开槽时,槽与槽之间的间距得到固定,从而使得木板上所开出的槽分布均匀。
附图说明
16.下面结合附图对本实用新型作进一步说明。
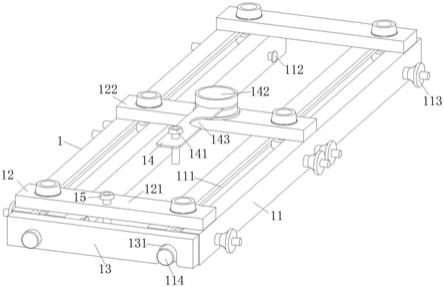
17.图1是本实用新型中夹紧装置的立体图;
18.图2是本实用新型中对齐装置的立体图;
19.图3是图2中a处的局部放大图;
20.图中:夹紧装置1、夹紧体11、固定槽111、夹紧螺栓112、夹紧螺母113、固定螺栓114、限位块12、一号限位块121、二号限位块122、一号限位板13、一号槽131、二号限位板14、一号定位销141、压紧螺栓142、三号槽143、二号定位销15、对齐装置2、固定套21、圆孔211、l形夹块22、二号槽221、固定底座23、一号孔231、卡槽232、连接螺栓233、修边机3、不锈钢箍31。
具体实施方式
21.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
22.如图1至图3所示,本实用新型所述的一种用于木工修边机开槽的定位装置,包括夹紧装置1和对齐装置2,所述夹紧装置1由一对平行设置的夹紧体11组成,且所述夹紧体11之间通过限位块12固连;所述限位块12分别位于所述夹紧体11上表面的两端和中间部位,每个所述限位块12均通过螺栓与夹紧体11上表面所设置的固定槽111相固连,且位于所述夹紧体11端部的限位块12为一号限位块121,位于所述夹紧体11中间部位的限位块12为二号限位块122;所述夹紧体11上位于两端和中间的部位分别设有夹紧螺栓112,所述夹紧螺栓112的头部位于所述夹紧体11之间的间隙,所述夹紧螺栓112的尾部贯穿所述夹紧体11并伸入夹紧装置1的外侧,且所述夹紧螺栓112外表面靠近尾部的部位设有夹紧螺母113;所述对齐装置2设置在修边机3端部,且所述对齐装置2包括固定套21、l形夹块22和固定底座23,所述固定套21嵌套在所述修边机3端部,且所述修边机3端部的工作部穿过所述固定套21端部的圆孔211;所述固定底座23通过螺栓与固定套21端部固连,且所述固定底座23上与所述圆孔211相对应的部位设有一号孔231,所述修边机3的工作部穿过所述一号孔231;所述固定底座23表面位于一号孔231两侧的部位设有卡槽232,所述l形夹块22通过连接螺栓233与所述卡槽232内表面固连;将夹紧装置1安装在木板端部,再通过对齐装置2与夹紧装置1的结合,使得修边机3能够稳定地在木板的待加工表面上开槽。
23.工作时,将夹紧装置1安装在木板上,使得木板的待加工部位嵌入夹紧体11之间的间隙,随后转动夹紧螺母113,使得夹紧螺栓112的头部向靠近木板侧面的方向移动,直到夹紧螺栓112的头部与木板侧面相接触,使得夹紧装置1被固定在木板的待加工部位;启动修边机3,并使得l形夹块22的端部嵌入夹紧体11与木板侧面之间的间隙,直到修边机3的工作部与木板的待加工面相接触并在待加工面开槽,随着l形夹块22的端部在夹紧体11与木板侧面之间的间隙下移,工作部的开槽深度不断增加,直到l形夹块22设有固定螺栓114的表面与夹紧体11上表面相接触,使得l形夹块22的下移受到限制,从而使得修边机3的工作部开槽深度受到限制;同时推动修边机3沿着夹紧体11侧面滑动,在夹紧体11的限制作用下,修边机3工作部沿着稳定的运动轨迹在木板的待加工面开槽,避免修边机3在开槽时出现错位使得开出的槽发生歪斜的缺陷;同时l形夹块22在夹紧体11与木板之间的间隙沿着夹紧
体11侧面滑动时,l形夹块22受到位于夹紧体11端部和中间部位的固定螺栓114的限制,使得l形夹块22只能在夹紧体11端部和中间部位之间的区域滑动,从而使得修边机3的开槽长度受到限制;因此通过修边机3定位装置的作用,使得修边机3在木板的待加工面能够快速开出形状稳定的槽。
24.作为本实用新型的一种具体实施方式,所述夹紧体11的端部设有一号限位板13,所述一号限位板13一端与所述夹紧体11端部转动连接,另一端设有一号槽131并与相邻的夹紧体11端部相接触,且所述夹紧体11端部上与所述一号槽131相对应的部位设有固定螺栓114;通过一号限位板13的作用,使得夹紧装置1在木板上进一步得到固定,从而使得修边机3开槽时更加稳定;工作时,当使用修边机3在木板待加工面靠近边缘的部位开第一个槽时,转动一号限位板13使得一号限位板13表面与木板上垂直于待加工面的侧面相接触,同时使得一号限位板13的一号槽131与固定螺栓114的端部相结合,使得一号限位板13受到限制;通过一号限位板13的作用,使得夹紧体11在木板上进一步受到固定,避免在修边机3工作时带动夹紧体11在木板上出现滑动,从而使得开出的槽的长度难以得到限制;另外,当夹紧体11移动到木板待加工面的中间部位,此时不需要使用一号限位板13,可以通过转动一号限位板13使得一号槽131与固定螺栓114分离,从而避免对夹紧体11的移动产生限制。
25.作为本实用新型的一种具体实施方式,所述l形夹块22上靠近所述连接螺栓233的部位设有二号槽221;通过连接螺栓233在二号槽221上相对位置的改变,使得l形夹块22之间的间距得到调整,从而使得l形夹块22适应不同厚度的木板;工作时,根据木板待加工部位的厚度,在卡槽232中移动l形夹块22,而在l形夹块22移动的同时,l形夹块22上的二号槽221相对于连接螺栓233移动,直到l形夹块22移动到适宜位置,拧紧连接螺栓233使得l形夹块22保持之间的间距大于木板待加工部位的厚度0.5
‑
1mm并得到固定,使得l形夹块22与木板待加工部位的侧面间隙配合,从而使得在不影响l形夹块22沿着夹紧体11侧面移动的同时,避免了l形夹块22在移动中出现晃动,进一步保证了修边机3工作部开槽时的稳定性。
26.作为本实用新型的一种具体实施方式,所述修边机3端部外表面与所述固定套21的结合部设有不锈钢箍31;通过不锈钢箍31的作用限制修边机3开槽的深度;工作时,通过锁紧不锈钢箍31使得固定套21受到限制,从而使得修边机3工作部伸出圆孔211的部位的长度受到限制,而固定底座23固定在固定套21端部,使得修边机3工作部伸出l形夹块22上一号孔231的部位的长度受到限制;因此当l形夹块22的下移受到夹紧体11的限制时,修边机3的工作部开槽深度也受到了限制;避免了修边机3在工作时由于振动使得固定套21出现相对滑动,使得修边机3工作部伸出一号孔231的部位的长度出现改变,从而使得开出的槽深度不均,影响了开槽的质量。
27.作为本实用新型的一种具体实施方式,位于所述二号限位块122的上表面设有二号限位板14,所述二号限位板14与所述限位块12转动连接,所述二号限位板14端部设有一号定位销141;靠近所述一号限位板13的一号限位块121上表面设有二号定位销15;且所述一号定位销141以15公分倍数确定铣槽间距,所述二号定位销15以20公分倍数确定铣槽间距;工作时,在操作修边机3打好第一个槽后,转动二号限位板14并使得二号限位板14端部的一号定位销141端部伸入第一个槽中,随后移动夹紧装置1,直到一号定位销141端部勾住第一个槽的端部,此时确定了一号定位销141在夹紧装置1上的相对位置;此时启动修边机3,保持一号定位销141在夹紧装置1上的固定,使得修边机3工作部在限位块12之间的区域
往复滑动并在木板待加工面开出第二个槽,且第一个槽和第二个槽之间的间距为一号定位销141与修边机3工作部之间最大间距;又因为修边机3工作部在夹紧装置1上的移动受到了夹紧螺栓112的限制,使得一号定位销141与修边机3工作部之间最大间距为一个确定的定值;随后移动夹紧装置1,使得一号定位销141在勾住第二个槽端部的同时加工第三个槽,且第二个槽与第三个槽之间的间距同样为一号定位销141与修边机3工作部之间最大间距,因此重复进行上述加工使得修边机3在木板待加工面上连续开出间距相等的槽;二号定位销15的作用与一号定位销141的作用相同,且使用二号定位销15时转动二号限位板14使得二号限位板14端部远离修边机3,避免二号限位板14阻碍修边机3的移动;另外,一号定位销141能够以15公分倍数确定开槽间距,而二号定位销15能够以20公分倍数确定铣槽间距,在开槽加工中根据实际情况选择定位销来确定开槽的间距。
28.作为本实用新型的一种具体实施方式,所述二号限位板14与所述二号限位块122的结合部设有压紧螺栓142,且所述二号限位板14侧面与二号限位块122上表面的螺栓端部相对应的部位设有三号槽143;工作时,当二号限位板14端部的二号定位销15端部勾住第一个槽的端部时,转动压紧螺栓142使得二号限位板14在二号限位块122上得到固定,随后移动夹紧装置1并操作修边机3在木板上连续开出间距相等的槽,通过压紧螺栓142的作用避免了二号限位板14在移动过程中出现转动从而影响了一号定位销141发挥作用,保证了修边机3开出间距保持相等的槽;另外,一号定位销141的使用结束后,转动二号限位板14使得二号限位板14上的三号槽143与二号限位块122上的螺栓端部相结合,使得二号限位板14受到固定,并保证二号限位板14不会阻碍修边机3的移动。
29.工作时,将夹紧装置1安装在木板上,使得木板的待加工部位嵌入夹紧体11之间的间隙,随后转动夹紧螺母113,使得夹紧螺栓112的头部向靠近木板侧面的方向移动,直到夹紧螺栓112的头部与木板侧面相接触,使得夹紧装置1被固定在木板的待加工部位;启动修边机3,并使得l形夹块22的端部嵌入夹紧体11与木板侧面之间的间隙,直到修边机3的工作部与木板的待加工面相接触并在待加工面开槽,随着l形夹块22的端部在夹紧体11与木板侧面之间的间隙下移,工作部的开槽深度不断增加,直到l形夹块22设有固定螺栓114的表面与夹紧体11上表面相接触,使得l形夹块22的下移受到限制,从而使得修边机3的工作部开槽深度受到限制;同时推动修边机3沿着夹紧体11侧面滑动,在夹紧体11的限制作用下,修边机3工作部沿着稳定的运动轨迹在木板的待加工面开槽,避免修边机3在开槽时出现错位使得开出的槽发生歪斜的缺陷;同时l形夹块22在夹紧体11与木板之间的间隙沿着夹紧体11侧面滑动时,l形夹块22受到位于夹紧体11端部和中间部位的固定螺栓114的限制,使得l形夹块22只能在夹紧体11端部和中间部位之间的区域滑动,从而使得修边机3的开槽长度受到限制;当使用修边机3在木板待加工面靠近边缘的部位开第一个槽时,转动一号限位板13使得一号限位板13表面与木板上垂直于待加工面的侧面相接触,同时使得一号限位板13的一号槽131与固定螺栓114的端部相结合,使得一号限位板13受到限制;通过一号限位板13的作用,使得夹紧体11在木板上进一步受到固定,避免在修边机3工作时带动夹紧体11在木板上出现滑动,从而使得开出的槽的长度难以得到限制;另外,当夹紧体11移动到木板待加工面的中间部位,此时不需要使用一号限位板13,可以通过转动一号限位板13使得一号槽131与固定螺栓114分离,从而避免对夹紧体11的移动产生限制;根据木板待加工部位的厚度,在卡槽232中移动l形夹块22,而在l形夹块22移动的同时,l形夹块22上的二号槽
221相对于连接螺栓233移动,直到l形夹块22移动到适宜位置,拧紧连接螺栓233使得l形夹块22保持之间的间距大于木板待加工部位的厚度0.5
‑
1mm并得到固定,使得l形夹块22与木板待加工部位的侧面间隙配合,从而使得在不影响l形夹块22沿着夹紧体11侧面移动的同时,避免了l形夹块22在移动中出现晃动,进一步保证了修边机3工作部开槽时的稳定性;通过锁紧不锈钢箍31使得固定套21受到限制,从而使得修边机3工作部伸出圆孔211的部位的长度受到限制,而固定底座23固定在固定套21端部,使得修边机3工作部伸出l形夹块22上一号孔231的部位的长度受到限制;因此当l形夹块22的下移受到夹紧体11的限制时,修边机3的工作部开槽深度也受到了限制;避免了修边机3在工作时由于振动使得固定套21出现相对滑动,使得修边机3工作部伸出一号孔231的部位的长度出现改变,从而使得开出的槽深度不均,影响了开槽的质量;工作时,在操作修边机3打好第一个槽后,转动二号限位板14并使得二号限位板14端部的一号定位销141端部伸入第一个槽中,随后移动夹紧装置1,直到一号定位销141端部勾住第一个槽的端部,此时确定了一号定位销141在夹紧装置1上的相对位置;此时启动修边机3,保持一号定位销141在夹紧装置1上的固定,使得修边机3工作部在限位块12之间的区域往复滑动并在木板待加工面开出第二个槽,且第一个槽和第二个槽之间的间距为一号定位销141与修边机3工作部之间最大间距;又因为修边机3工作部在夹紧装置1上的移动受到了夹紧螺栓112的限制,使得一号定位销141与修边机3工作部之间最大间距为一个确定的定值;随后移动夹紧装置1,使得一号定位销141在勾住第二个槽端部的同时加工第三个槽,且第二个槽与第三个槽之间的间距同样为一号定位销141与修边机3工作部之间最大间距,因此重复进行上述加工使得修边机3在木板待加工面上连续开出间距相等的槽;二号定位销15的作用与一号定位销141的作用相同,且使用二号定位销15时转动二号限位板14使得二号限位板14端部远离修边机3,避免二号限位板14阻碍修边机3的移动;另外,一号定位销141能够以15公分倍数确定开槽间距,而二号定位销15能够以20公分倍数确定铣槽间距,在开槽加工中根据实际情况选择定位销来确定开槽的间距。
30.上述前、后、左、右、上、下均以说明书附图中的图1为基准,按照人物观察视角为标准,装置面对观察者的一面定义为前,观察者左侧定义为左,依次类推。
31.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
32.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

