1.本实用新型涉及一种弹簧加工技术领域,尤其是涉及一种弹簧热压工装。
背景技术:
2.应力高的圆柱弹簧,需要热压才能满足弹簧的蠕变试验,对于高径比大于5的圆柱弹簧,热压后容易弯曲,现有热压设备热压时无法保证弹簧的直线度,报废率较高,且热压时不好控制弹簧的热压高度。
3.例如,一种在中国专利文献上公开的“一种弹簧热压加工装置”,其公告号cn203938699u,包括弹簧压缩系统、用于调节弹簧压缩高度的高度调节系统和用于冷却压缩后弹簧的循环水冷却系统。弹簧压缩系统包括自上而下依次设置的气缸、凸模单元和凹模单元。凸模单元和凹模单元相互配合,且凸模单元在气缸驱动下与凹模单元发生相对运动。通过复杂的结构控制弹簧的热压高度,但无法保证弹簧的直线度。
技术实现要素:
4.本实用新型是为了克服现有技术的高径比大的圆柱弹簧,现有热压设备热压时无法保证弹簧的直线度,且热压时不好控制弹簧的热压高度等的问题,提供一种弹簧热压工装,结构简单,明通过工装来控制弹簧内外径,从而保证高径比大的圆柱弹簧在热压时的直线度及热压高度。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种弹簧热压工装,包括控制弹簧内径的导杆、控制弹簧外径及高度的中间板、底板及盖板,所述导杆固定设置在所述底板上,所述中间板设置在所述底板上且中间板设有用于控制弹簧外径的容纳腔,所述导杆位于所述容纳腔内,所述盖板与导杆滑动连接,所述盖板设置在中间板上,所述盖板与底板通过夹紧装置夹紧。
7.将内径与导杆直径相配套的弹簧沿着导杆放入容纳腔内,热压时,弹簧的内径始终保持与导杆的外径相同,导杆既起到了控制弹簧内径的作用,又能够保证弹簧在热压时不会弯曲;热压时,盖板在导杆上向下滑动直至盖板压紧中间板及底板;弹簧位于容纳腔内,弹簧的外径与容纳腔的内径配套,热压时容纳腔既能够保证弹簧的外径保持不变始终与容纳腔的内径相同,又能够防止弹簧弯曲,容纳腔的高度决定了热压弹簧的高度,弹簧的高度与中间板的厚度即容纳腔的高度相同;利用夹紧装置固定盖板与底板,防止弹簧弹出;弹簧的外径与内径在热压时始终保持不变,保证了热压后弹簧的直线度。
8.作为优选,所述底板上固定设有定位销,所述中间板上设有与定位销相配的定位孔。定位销确定了中间板的安装位置,保证中间板的安装位置正确,热压时防止中间板移动。
9.作为优选,所述盖板的上端面与底板的下端面均设有用于安装所述夹紧装置的夹紧槽,所述夹紧装置为u型卡爪,所述u型卡爪包括两块侧板及连接板,u型卡爪通过侧板卡入夹紧槽内夹紧盖板与底板。u型的两块侧板分别卡入盖板与底板的夹紧槽内夹紧盖板与
底板,防止盖板在弹簧的作用下弹起;夹紧槽能够防止u型卡爪移位,保证u型卡爪安装在正确的位置。
10.作为优选,所述侧板远离连接板的一端设有便于u型卡爪伸入夹紧槽的斜面倒角。斜面倒角使得u型卡爪便于安装。
11.作为优选,所述底板的中间及两侧均设有所述定位销,所述中间板上对应设有所述定位孔。多个位置不同的定位销使得中间的位置更加精确,减小中间板的安装误差。
12.作为优选,所述底板上设有多根导杆,所述中间板上设有多个容纳腔,一根导杆对应位于一个容纳腔内。多个容纳腔实现多个弹簧同时热压,提高工作效率。
13.作为优选,所述定位销及导杆均通过螺钉固定连接于底板上。可拆卸连接,便于更换。
14.作为优选,所述底板上设有与定位销及导杆相嵌的嵌孔。
15.作为优选,所述夹紧槽位于盖板及底板的左右两侧。
16.因此,本实用新型具有如下有益效果:(1)结构简单,使用方便;(2)热压时能够控制弹簧的内径与外径,保证高径比大的圆柱弹簧在热压时的直线度及热压高度;(3)多个弹簧同时热压,提高了工作效率。
附图说明
17.图1是本实用新型实施例1截面图的一种结构示意图;
18.图2是本实用新型盖板的一种结构示意图;
19.图3是本实用新型中间板的一种结构示意图;
20.图4是本实用新型u型卡爪的一种结构示意图;
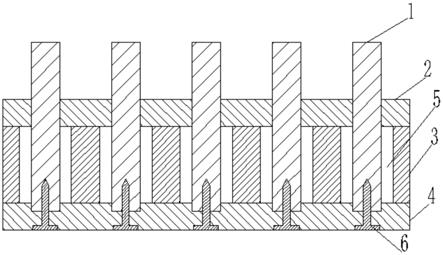
21.图5是本实用新型实施例2截面图的一种结构示意图。
22.图中:1、导杆2、盖板3、中间板4、底板5、容纳腔6、螺钉7、通孔8、夹紧槽9、定位孔10、侧板11、连接板12、斜面倒角。
具体实施方式
23.下面结合附图与具体实施方式对本实用新型做进一步的描述。
24.在图1、图2、图3及图4所示的实施例1中,本实用新型的一种弹簧热压工装,包括控制弹簧内径的导杆1、控制弹簧外径及高度的中间板3、底板4及盖板2,所述导杆固定设置在所述底板上,所述中间板设置在所述底板上且中间板设有用于控制弹簧外径的容纳腔5,所述导杆位于所述容纳腔内,所述盖板与导杆滑动连接,盖板上设有与导杆相配的通孔7,所述盖板设置在中间板上,所述盖板与底板通过夹紧装置夹紧。将内径与导杆直径相配套的弹簧沿着导杆放入容纳腔内,热压时,弹簧的内径始终保持与导杆的外径相同,导杆既起到了控制弹簧内径的作用,又能够保证弹簧在热压时不会弯曲;热压时,盖板在导杆上向下滑动直至盖板压紧中间板及底板;弹簧位于容纳腔内,弹簧的外径与容纳腔的内径配套,热压时容纳腔既能够保证弹簧的外径保持不变始终与容纳腔的内径相同,又能够防止弹簧弯曲,容纳腔的高度决定了热压弹簧的高度,弹簧的高度与中间板的厚度即容纳腔的高度相同;利用夹紧装置固定盖板与底板,防止弹簧弹出;弹簧的外径与内径在热压时始终保持不变,保证了热压后弹簧的直线度。
25.所述底板上设有10根导杆,所述中间板上设有10个容纳腔,一根导杆对应位于一个容纳腔内。容纳腔对称分布在中间板上,容纳腔分两排分布在中间板上,单排数量为5个,所述导杆对应设置在底板上,所述容纳腔为圆柱状,容纳腔的轴线与导杆的轴线重合,导杆位于容纳腔的正中心;容纳腔的内径大于盖板上通孔的内径。所述导杆通过螺钉6固定连接于底板上。
26.如图3所示,所述底板上固定设有定位销,所述定位销通过螺钉固定在底板上,所述中间板上设有与定位销相配的定位孔9。所述底板的中间及上下两侧均设有2个定位销,底板上共设有6个定位销,所述中间板上对应设有所述定位孔。定位销分布在两排导杆的中间及外侧。
27.所述盖板的上端面与底板的下端面均设有用于安装所述夹紧装置的夹紧槽8,所述夹紧槽位于盖板及底板的左右两侧,所述夹紧装置为u型卡爪,如图4所示,所述u型卡爪包括两块侧板10及连接板11,u型卡爪通过侧板卡入夹紧槽内夹紧盖板与底板。u型卡爪的侧板相配于夹紧槽内,夹紧装置装夹后,两块侧板的外侧面分别与盖板的上端面及底板的下端面处于同一平面;两块侧板之间的距离即u型卡爪的夹紧宽度与盖板与底板夹紧后的夹紧槽的间距相配。
28.所述侧板内侧远离连接板的一端设有便于u型卡爪伸入夹紧槽的斜面倒角12。
29.将中间板放置在底板上,中间板上的定位孔与底板上的定位销一一对应,将内径与导杆外径配套的圆柱弹簧沿着导杆放入容纳腔内,圆柱弹簧的外径与容纳腔的内径相配套,将盖板沿着导杆滑入,下压盖板至盖板与中间板贴合,盖板与底板夹紧,将u型卡爪的两块侧板沿着夹紧槽滑入,利用u型卡爪夹紧盖板与底板。
30.在图5所示的实施例2中,所述底板上设有与定位销及导杆相嵌的嵌孔。定位销及导杆嵌在底板上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

