1.本发明涉及焊接变位机技术领域,尤其涉及一种自动焊接变位机。
背景技术:
2.焊接变位机是用来拖动待焊工件,使其待焊焊缝运动至理想位置进行施焊作业的设备。
3.现有技术中的焊接变位机上均配置有旋转的主转台,主转台上装夹有若干个待焊工件,通过主转台依次转动,使得待焊工件自动依次转动至焊枪下进行焊接,虽然提升了效率,但是主转台上装夹的待焊工件有限,每当主转台上装夹的待焊工件均焊接完毕后,就需要停机进行拆卸,进行人工装料和卸料,非常的不便,影响整体焊接效率。
4.而且焊接后工件的温度较高,不便于立即对主转台上的工件进行拆装,从而更影响整体焊接的效率。
5.因此,本技术提出了一种可自动持续上料,且自动焊接,而且可自动卸料的焊接变位机。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种自动焊接变位机。
7.为了实现上述目的,本发明采用了如下技术方案:一种自动焊接变位机,包括变位机台,所述变位机台顶端的一侧转动安装有转轴,转轴的顶端安装有主转台,主转台包括中心块,且中心块的四周均匀分布设置有若干个翻转扇台,翻转扇台与中心块的侧边通过电动铰链转动连接,且各个翻转扇台的端面上均转动安装有副转台,副转台安装固定有两条电磁滑轨,电磁滑轨朝向中心块的一端竖直安装有限位挡板;所述主转台的一侧水平衔接有上料输送台,上料输送台上均匀等距放置有若干个物料托座,物料托座的底部设置有与所述两条电磁滑轨匹配的滑槽,且上料输送台正对主转台且远离主转台的一侧通过支架水平安装有推料机构,且主转台另一侧的下方设置有下料输送台。
8.优选的,所述限位挡板临接电磁滑轨的竖直端面的中部安装有压力传感器以及限位挡板的顶端安装有自动校位器。
9.优选的,所述限位挡板临接电磁滑轨的竖直端面上开设有两个推孔,且推孔内分别安装有电动复位推块。
10.优选的,所述中心块的中部与转轴连接固定,转轴由变位机台内的主伺服电机驱动,且翻转扇台内置有副伺服电机,副伺服电机驱动所述副转台。
11.优选的,所述上料输送台和下料输送台上均安装有输送带,且输送带的宽度大于物料托座的长度。
12.优选的,所述主转台最右侧的翻转扇台往下翻转后,最右侧的翻转扇台的边缘与下料输送台衔接,且下料输送台远离主转台的一侧竖直设置有防护挡板。
13.优选的,所述物料托座的顶端面上安装有工件夹具,夹具之间夹设有待焊接工件。
14.优选的,所述推料机构包括液压推杆以及推料头,推料头为电磁块。
15.本发明的有益效果是:本发明中,通过推料机构自动将上料输送台上装夹有待焊接工件的物料托座推送至位于主转台进行变位焊接,焊接后由主转台进行自动卸料,将装夹有焊接后工件的物料托座输送至下料输送台上输送离开,可实现自动焊接变位机的自动持续上料,焊接时的变位以及自动卸料,从而提升焊接整体的工作效率。
附图说明
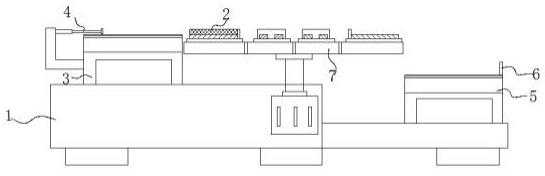
16.图1为本发明提出的一种自动焊接变位机在焊接前上料的结构示意图;图2为本发明提出的一种自动焊接变位机在焊接后卸料时的结构示意图;图3为本发明提出的一种自动焊接变位机的主转台的俯视结构示意图;图4为本发明提出的一种自动焊接变位机的限位挡板结构示意图。
17.图中:1变位机台、2物料托座、3上料输送台、4推料机构、5下料输送台、6防护挡板、7主转台、71中心块、72翻转扇台、73电磁滑轨、74限位挡板、75副转台、76电动铰链、741自动校位器、742压力传感器、743电动复位推块。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.参照图1
‑
4,一种自动焊接变位机,包括变位机台1,变位机台1顶端的一侧转动安装有转轴,转轴的顶端安装有主转台7,主转台7包括中心块71,且中心块71的四周均匀分布设置有若干个翻转扇台72,翻转扇台72与中心块71的侧边通过电动铰链76转动连接,其中,中心块71的中部与转轴连接固定,转轴由变位机台1内的主伺服电机驱动,各个翻转扇台72的端面上均转动安装有副转台75,各个翻转扇台72内置有副伺服电机,副伺服电机驱动副转台75,副转台75安装固定有两条电磁滑轨73,电磁滑轨73朝向中心块71的一端竖直安装有限位挡板74。
20.而且,限位挡板74临接电磁滑轨73的竖直端面的中部安装有压力传感器742以及限位挡板74的顶端安装有自动校位器741,而且限位挡板74临接电磁滑轨73的竖直端面上开设有两个推孔,且推孔内分别安装有电动复位推块743,其中上料输送台3上正对主转台7的位置以及下料输送台5上正对主转台7的位置均安装有自动校位器741的接收器。
21.主转台7的一侧水平衔接有上料输送台3,上料输送台3上均匀等距放置有若干个物料托座2,物料托座2的底部设置有与两条电磁滑轨73匹配的滑槽,且上料输送台3正对主转台7且远离主转台7的一侧通过支架水平安装有推料机构4,推料机构4包括液压推杆以及推料头,推料头为电磁块,且主转台7另一侧的下方设置有下料输送台5。
22.上料输送台3和下料输送台5上均安装有输送带,且输送带的宽度大于物料托座2的长度,主转台7最右侧的翻转扇台72往下翻转后,最右侧的翻转扇台72的边缘与下料输送
台5衔接,且下料输送台5远离主转台7的一侧竖直设置有防护挡板6。
23.其中,物料托座2的顶端面上安装有工件夹具,工件夹具用于夹持待焊接工件。
24.本实施例中,在进行上料时,预先将待焊接工件装夹在物料托座2上,依次将物料托座2放置在上料输送台3的输送带上,变位机台1内的主伺服电机使主转台7每次都转动同一角度,使轮转到的最左侧的翻转扇台72正对上料输送台3,之后位于主转台7上最左侧的翻转扇台72上的自动校位器741进行校位,自动校位器741通过发射激光进行校正,使副转台75进行校位偏转,直至激光被上料输送台3上的接收器接收,副转台75停止偏转,此时电磁滑轨73垂直朝向上料输送台3;上料输送台3将物料托座2运动至推料机构4处,上料输送台3暂停,推料机构4的液压推杆带动推料头去推动输送带上的物料托座2,推料头与物料托座2接触后通电并与物料托座2锁紧,推料机构4将物料托座2水平推动至主转台7的最左侧的翻转扇台72上,直至限位挡板74位置处;物料托座2与限位挡板74上的压力传感器742接触后,推料头断电与物料托座2失去磁性吸附,同时推料机构4的液压推杆回缩,同时电磁滑轨73通电产生磁力对物料托座2锁紧,从而完成一次待焊接工件的上料,完成一次上料后,主转台7转动,该待焊接工件转到另一工位进行焊接(优选地把外设的焊接设备设置在上料输送台3与下料输送台5之间),而同时上料输送台3对最新转来的最左侧的翻转扇台72进行上料,因此可实现不间断地边上料边焊接,提高生产效率。
25.在进行焊接时,副转台75上可转动变位,便于物料托座2进行变位焊接,实现变位机的变位功能。优选地,主转台7上设置有多个副转台75,从而可提升变位焊接的效率。
26.在进行卸料时,位于主转台7最右侧的翻转扇台72通过电动铰链76往下翻转,使得最右侧的翻转扇台72的边缘与下料输送台5衔接,然后位于主转台7最右侧的翻转扇台72上的自动校位器741进行校位,自动校位器741通过发射激光进行校正,使副转台75进行校位偏转,直至激光被下料输送台5上的接收器接收,副转台75停止偏转,此时电磁滑轨73垂直朝向下料输送台5,继而通过控制电磁滑轨73断电失去磁性,同时限位挡板74上的电动复位推块743从推孔弹出,促进电磁滑轨73上的物料托座2下滑到下料输送台5上,其中自动校位器741位于限位挡板74的顶端,激光口不会被物料托座2以及托座上的工件遮挡。
27.而且,下料输送台5一侧设置防护挡板6避免下滑时掉出下料输送台5,下料输送台5将焊接后的工件输送离开,且能够在下料输送台5上自然冷却。
28.其中,整个过程中的主、副伺服电机以及相关电气设备均由中央控制器控制。
29.本发明中,通过推料机构4自动将上料输送台3上装夹有待焊接工件的物料托座2推送至位于主转台7最左侧的翻转扇台72上,主转台7带动物料托座2转动至焊接位,由副转台75转动变位进行焊接,焊接后主转台7带动物料托座2转动至最右侧,翻转扇台72往下翻转进行卸料,将装夹有焊接后工件的物料托座2输送至下料输送台5上输送离开。综上,该种自动焊接变位机可实现自动上料、焊接时的变位以及自动卸料以及在上述工位间的自动轮转,从而提升焊接整体的工作效率。
30.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。