1.本发明涉及钢塔节段加工技术领域,尤其涉及一种八字形异型钢塔节段加工工艺。
背景技术:
2.桥梁中、边主塔均采用“钢
‑
混”结合结构,塔柱分为上塔柱、中塔柱、下塔柱三个区段,上塔柱采用钢结构,中、下塔柱采用混凝土结构;根据吊装架设能力要求,对钢塔柱重新节段划分,以确定现场吊装块体;另外,当吊装块体重量及外形尺寸超出车间内吊机能力、运梁平车运输能力等时,需要对其进行再划分。总体原则是根据钢塔生产及架设过程中的各项限制指标,尽量加大分块外形尺寸,减少分块数量;但是一般的钢塔节段中在进行结构划分时,不利于结构的焊接,且划分结构数量多,制造困难,且零部件大小结构均不相同导致加工制造工艺冗余。
技术实现要素:
3.本发明要解决的技术问题是提供一种八字形异型钢塔节段加工工艺;能够解决一般的钢塔节段的加工制造中,节段划分多,加工制造冗余,生产效率低的问题。
4.为解决上述技术问题,本发明的技术方案为:一种八字形异型钢塔节段加工工艺,钢塔节段为八边形截面,中间由一道中腹板和两道边腹板隔成四个箱形;在整个钢塔内部位置设置节点板、隔板,节点板、隔板将钢塔分隔成了五个腔体;其创新点在于:具体加工工艺如下:s1:地样线的划设:根据图纸提供的尺寸在平钢板上进行定位基准线的划设;外壁板上下端口划制内侧边投影定位线;中腹板、边腹板、竖向劲划制板厚中心投影定位线;s2:初始立拼装:将中腹板按照尺寸进行下料,同时在中腹板的两侧面上按照设定位置焊接好竖向劲;将位于边腹板与中腹板之间的节点板和隔板进行预制,然后在中腹板的两侧沿着中腹板的延伸方向依次拼装下节点板、两个中间隔板和上节点板实现将钢塔节段划分为五个腔室;将前壁板按照尺寸下料,然后在前壁板的一侧面焊接好与节点板以及隔板连接的竖向劲;将完成装焊的前壁板在地样线上进行立拼,将完成装焊的中腹板、节点板和隔板在地样线上装焊在前壁板上;s3:后壁板的装焊:将后壁板进行按照尺寸下料,在后壁板的一侧面焊接好与节点板以及隔板连接的竖向劲;将完成装焊的后壁板在地样线上进行立拼焊接在s1中完成装焊的中腹板两侧的节点板和隔板上;s4:边腹板的装焊:将一对边腹板按照尺寸要求进行下料,沿着边腹板的延伸方向在边腹板的两侧焊接与隔板、节点板相连的竖向劲;将完成装焊的一对边腹板在地样线上进行立拼焊接在中腹板两侧隔板和节点板上;s5:边腹板两侧的隔板、节点板装焊:将边腹板两侧的隔板、节点板按照设定的尺寸进行下料,然后在边腹板的外侧沿着边腹板的延伸方向依次装焊下节点板、两个中间隔
板和上节点板实现将钢塔节段划分为五个腔室;s6:侧壁板的装焊:将侧壁板按照设定的尺寸进行下料,然后在侧壁板内壁上沿着延伸方向设置竖向劲,切侧壁板具有两组,且侧壁板由三个侧板焊接连接折角状结构,将两组装焊好的侧壁板在地样线上焊接在边腹板外侧的节点板和隔板上,且侧壁板的两侧边分别焊接在前壁板侧边上和后壁板侧边上;s7:竖向劲填充装焊:将竖向劲从钢塔节段的两端嵌入焊接在个隔板与节点板上未装焊竖向劲的卡槽内。
5.进一步的,所述中腹板、边腹板和外壁板之间角焊缝为全熔透焊缝,坡口形式采用单面35度留根8mm坡口形式。
6.进一步的,所述竖向劲与架构之间的角焊缝为局部熔透焊缝,采用双面35度留根12mm坡口,焊角大小为8mm。
7.本发明的优点在于:1)本发明中将钢塔节段采用立拼方式进行装焊,将完成制作的零部件先装焊中腹板区域,再装焊边腹板区域、最后装焊外壁板;立拼装焊提高了焊接效率,对称装焊可以减少装焊出错,减少冗余步骤,节省了加工时间。
附图说明
8.下面结合附图和具体实施方式对本发明作进一步详细的说明。
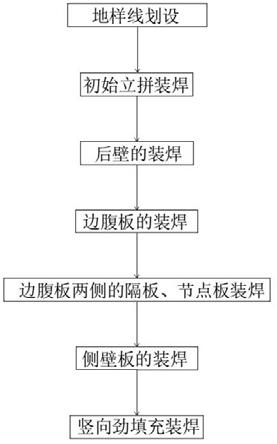
9.图1为本发明的一种八字形异型钢塔节段加工工艺流程图。
10.图2至图8为本发明的一种八字形异型钢塔节段加工状态结构图。
具体实施方式
11.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
12.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
13.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
[0014] 在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该 发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
[0015]
此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍
微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
[0016]
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0017]
如图1至图8所示的一种八字形异型钢塔节段加工工艺,钢塔节段为八边形截面,中间由一道中腹板和两道边腹板隔成四个箱形;在整个钢塔内部位置设置节点板、隔板,节点板、隔板将钢塔分隔成了五个腔体;具体加工工艺如下:s1:地样线的划设:根据图纸提供的尺寸在平钢板上进行定位基准线的划设;外壁板上下端口划制内侧边投影定位线;中腹板、边腹板、竖向劲划制板厚中心投影定位线;s2:初始立拼装:将中腹板按照尺寸进行下料,同时在中腹板的两侧面上按照设定位置焊接好竖向劲;将位于边腹板与中腹板之间的节点板和隔板进行预制,然后在中腹板的两侧沿着中腹板的延伸方向依次拼装下节点板、两个中间隔板和上节点板实现将钢塔节段划分为五个腔室;将前壁板按照尺寸下料,然后在前壁板的一侧面焊接好与节点板以及隔板连接的竖向劲;将完成装焊的前壁板在地样线上进行立拼,将完成装焊的中腹板、节点板和隔板在地样线上装焊在前壁板上;s3:后壁板的装焊:将后壁板进行按照尺寸下料,在后壁板的一侧面焊接好与节点板以及隔板连接的竖向劲;将完成装焊的后壁板在地样线上进行立拼焊接在s1中完成装焊的中腹板两侧的节点板和隔板上;s4:边腹板的装焊:将一对边腹板按照尺寸要求进行下料,沿着边腹板的延伸方向在边腹板的两侧焊接与隔板、节点板相连的竖向劲;将完成装焊的一对边腹板在地样线上进行立拼焊接在中腹板两侧隔板和节点板上;s5:边腹板两侧的隔板、节点板装焊:将边腹板两侧的隔板、节点板按照设定的尺寸进行下料,然后在边腹板的外侧沿着边腹板的延伸方向依次装焊下节点板、两个中间隔板和上节点板实现将钢塔节段划分为五个腔室;s6:侧壁板的装焊:将侧壁板按照设定的尺寸进行下料,然后在侧壁板内壁上沿着延伸方向设置竖向劲,切侧壁板具有两组,且侧壁板由三个侧板焊接连接折角状结构,将两组装焊好的侧壁板在地样线上焊接在边腹板外侧的节点板和隔板上,且侧壁板的两侧边分别焊接在前壁板侧边上和后壁板侧边上;s7:竖向劲填充装焊:将竖向劲从钢塔节段的两端嵌入焊接在个隔板与节点板上未装焊竖向劲的卡槽内。
[0018]
中腹板、边腹板和外壁板之间角焊缝为全熔透焊缝,坡口形式采用单面35度留根8mm坡口形式。
[0019]
竖向劲与架构之间的角焊缝为局部熔透焊缝,采用双面35度留根12mm坡口,焊角大小为8mm。
[0020]
本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有
各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。