一种单相
β
‑
nial粘结层及其制备方法
技术领域
1.本发明属于热障涂层技术领域,具体涉及一种单相β
‑
nial粘结层及其制备方法。
背景技术:
2.热障涂层主要用于航空发动机的热端部件,一般由两部分组成:对合金部件起隔热作用的陶瓷层和抗高温氧化腐蚀的粘结层。粘结层位于金属基体和陶瓷层之间,改善了涂层、基体之间的热膨胀差异,缓解了体系的热应力,阻碍了氧气氧化基体。
3.β
‑
nial是一种长程有序的金属间化合物,由于金属键和共价键共存的特性,ni50al50的熔点tm为1638℃,具有制备超高温热障涂层粘结层的先决条件。此外ni50al50有较低的密度(5.9g/cm3)、较高的杨氏模量(240gpa),因此长期以来作为高温结构器件的备选材料而得到广泛关注。β
‑
nial具有优良抗高温氧化性能,其抗高温氧化性能主要基于能够形成具有低生长速率的单一完整的α
‑
al2o3氧化膜。β
‑
nial体系的粘结层有望在更高温度环境(>1150℃)中使用。但β
‑
nial直接作为粘结层还存在着一些缺点,β
‑
nial涂层在高温氧化时形成大量空洞,空洞在金属和氧化膜界面限制了金属与膜的接触,界面空洞是影响粘附性的重要因素。因此需要对nial涂层进行改性,制备一种新型热障涂层粘结层材料。
4.在β
‑
nial中添加适量活性元素(全部稀土元素及hf、zr、ti,共20种元素)可通过阻止高温氧化过程中o元素的内扩散和al元素的外扩散、减少界面空洞等因素同时改善氧化膜的粘附性和降低氧化膜的生长速率,该现象被称为活性元素效应(reactive elementeffect,ree)。
5.目前制备掺杂活性元素的nial粘结层通常采用直接在合金基体上沉积含活性元素的单相β
‑
nial粘结层,但是由于该方法需要使用含活性元素的单相β
‑
nial合金作为物理气相沉积或者多弧离子镀的靶材,而含活性元素的单相β
‑
nial合金非常脆,难以熔炼成,且在机械加工过程中很容易碎掉,制备成功率较低。
技术实现要素:
6.有鉴于此,本发明提供了一种单相β
‑
nial粘结层的制备方法,本发明提供的制备方法无需提前制备单相β
‑
nial合金,大大提高了制备单相β
‑
nial粘结层的成功率。
7.为了解决上述技术问题,本发明提供了一种单相β
‑
nial粘结层的制备方法,包括以下步骤:
8.提供含有活性元素的β
‑
γ'双相镍铝合金;
9.将所述含有活性元素的β
‑
γ'双相镍铝合金在基体表面制备双相γ'
‑
β粘结层;
10.对所述双相γ'
‑
β粘结层进行渗铝处理,得到单相β
‑
nial粘结层。
11.优选的,渗铝处理的方式为化学气相沉积,所述渗铝处理的温度为950~1050℃;时间为3~10h。
12.优选的,含有活性元素的β
‑
γ'双相镍铝合金的制备方法包括以下步骤:
13.将活性元素、镍源和铝源熔炼后浇铸,得到铸锭;
14.将所述铸锭进行退火处理,得到含有活性元素的β
‑
γ'双相镍铝合金。
15.优选的,所述退火处理的温度为1200~1400℃,时间为22~26h。
16.优选的,制备双相γ'
‑
β粘结层的方式包括多弧离子镀或物理气相沉积。
17.优选的,所述多弧离子镀的弧电流为160~200a,偏压为10~30v,真空度为1
×
10
‑3~9
×
10
‑3pa,所述多弧离子镀过程中基体的温度为300~500℃;
18.优选的,所述物理气相沉积的条件为:沉积室真空度为1
×
10
‑5~1
×
10
‑3pa;基板旋转速率为8~10r/min,基板温度为700~800℃;电子束电流为1.2~1.5a,电子束电压为17~19kv。
19.优选的,所述基体包括n5镍基单晶高温合金、ic21镍基单晶高温合金、dd6镍基单晶高温合金或ic31镍基单晶高温合金。
20.本发明还提供了上述技术方案所述制备方法制备得到的单相β
‑
nial粘结层,所述单相β
‑
nia粘结层包括以下原子百分比的组分:
21.al
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30~60at.%;
22.活性元素
ꢀꢀꢀꢀꢀꢀꢀꢀ
0.02~0.26at.%;
23.ni
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
余量。
24.优选的,所述活性元素包括稀土元素、hf、zr和ti中的一种或多种。
25.本发明提供了一种单相β
‑
nial粘结层的制备方法,包括以下步骤:提供含有活性元素的β
‑
γ'双相镍铝合金;将所述含有活性元素的β
‑
γ'双相镍铝合金在基体表面制备双相γ'
‑
β粘结层;对所述双相γ'
‑
β粘结层进行渗铝处理,得到单相β
‑
nial粘结层。本发明提供的制备方法无需熔炼制备单相β
‑
nial合金,在基体表面制备双相γ'
‑
β粘结层后通过渗铝处理的方式得到单相β
‑
nial粘结层,本发明提供的制备方法大大提高了制备单相β
‑
nial粘结层的成功率。
附图说明
26.图1为含有单相β
‑
nial粘结层的样品实物图;
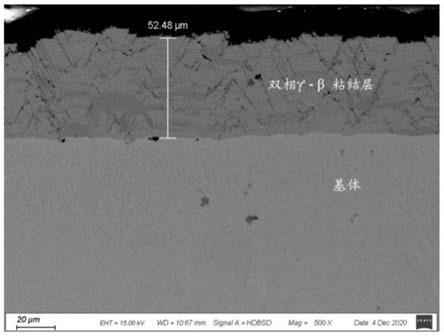
27.图2为实施例1制备得到的双相γ'
‑
β粘结层的sem图;
28.图3为实施例1制备得到的单相β
‑
nial粘结层的sem图;
29.图4为实施例1制备得到的含有单相β
‑
nial粘结层的样品在不同氧化处理时间下质量变化点线图。
具体实施方式
30.本发明提供了一种单相β
‑
nial粘结层的制备方法,包括以下步骤:
31.提供含有活性元素的β
‑
γ'双相镍铝合金;
32.将所述含有活性元素的β
‑
γ'双相镍铝合金在基体表面制备双相γ'
‑
β粘结层;
33.对所述双相γ'
‑
β粘结层进行渗铝处理,得到单相β
‑
nial粘结层。
34.本发明提供含有活性元素的β
‑
γ'双相镍铝合金。在本发明中,所述活性元素优选包括稀土元素、hf、zr、和ti中的一种或多种,更优选为hf和zr。当所述活性元素包括两种以上上述具体物质时本发明对上述具体物质的原子配比无特殊限定,采用任意配比即可;在本发明的实施例中活性元素为hf和zr,所述hf和zr的原子比为1:1。在本发明中,所述活性
元素优选以金属单质的形式提供。
35.在本发明中,所述含有活性元素的β
‑
γ'双相镍铝合金的制备方法优选包括以下步骤:
36.将活性元素、镍源和铝源熔炼后浇铸,得到铸锭;
37.将所述铸锭进行退火处理,得到含有活性元素的β
‑
γ'双相镍铝合金。
38.本发明将活性元素、镍源和铝源熔炼后浇铸,得到铸锭。
39.在本发明中,所述镍源优选为镍块,所述铝源优选为铝块。在本发明中,所述活性元素占铸锭的原子百分含量优选为0.04~0.24at.%,更优选为0.05~0.15at.%。在本发明中,所述铝源占铸锭的原子百分含量优选为25~45at.%,更优选为30~40at.%。
40.在本发明中,所述熔炼前还优选包括:将活性元素、镍源和铝源依次进行清洗和干燥。在本发明中,所述清洗优选为超声清洗,所述超声清洗用溶剂优选为丙酮;所述超声清洗的时间优选为25~35min,更优选为30min;本发明对所述超声的功率无特殊限定,只要能清洗干净即可。本发明对所述干燥的温度和时间无特殊限定,只要能够除去活性元素、镍源和铝源表面的溶剂即可。
41.在本发明中,所述熔炼优选为真空熔炼,所述真空熔炼的真空度优选为1
×
10
‑5~1
×
10
‑4pa,更优选为0.51
×
10
‑4~0.81
×
10
‑4pa。本发明对真空熔炼的温度和时间无特殊限定,只要能够能够实现熔炼即可。本发明在熔炼过程中优选进行翻炼,所述翻炼的此数优选为4~8次,更优选为5~6次。本发明经过翻炼能够使铸锭中成分均匀分布。本发明对所述真空熔炼的装置无特殊限定,采用本领域常规的装置即可,本发明的实施例中采用电弧熔炼炉进行真空熔炼。
42.在本发明中,所述退火处理的温度优选为1200~1400℃,更优选为1250~1300℃;时间优选为22~26h,更优选为24~25h。在本发明中,所述退火处理后还优选包括:将退火处理的产物降温至室温,所述室温的温度优选为20~35℃,更优选为25~30℃。
43.本发明将所述含有活性元素的β
‑
γ'双相镍铝l合金在基体表面制备双相γ'
‑
β粘结层。在本发明中,所述基体优选包括n5镍基单晶高温合金、ic21镍基单晶高温合金、dd6镍基单晶高温合金或ic31镍基单晶高温合金,更优选为ic21镍基单晶高温合金。本发明对所述基体的形状和尺寸无特殊限定,根据需要进行设定即可。
44.在本发明中,制备双相γ'
‑
βl粘结层的方式优选包括多弧离子镀或物理气相沉积,更优选为多弧离子镀。在本发明中,所述多弧离子镀的弧电流优选为160~200a,更优选为180~190a;偏压优选为10~30v,更优选为20~25v;真空度优选为1
×
10
‑3~9
×
10
‑3pa,更优选为5
×
10
‑3pa;所述多弧离子镀过程中基体的温度优选为300~500℃,更优选为400~450℃。
45.本发明采用多弧离子镀制备双相γ'
‑
β粘结层前还优选包括:将基体表面进行喷砂预处理后进行机械加工,使所述基体的形状适应物理气相沉积设备。在本发明中,所述喷砂预处理用砂的粒度优选为20目;所述喷砂处理的压力优选为0.1~0.5mpa,更优选为0.2~0.4mpa。在本发明中,所述机械加工后还优选包括:将机械加工后的基体依次进行打磨处理和倒角处理。在本发明中,所述打磨处理后基体表面的粗糙度优选为ra<0.8,本发明对所述打磨的方式无特殊限定,只要能够达到所述粗糙度即可。本发明对倒角处理无特殊限定,采用本领域常规的方式即可。本发明进行倒角处理的目的是避免出现边缘效应。
46.在本发明中,所述倒角处理后还优选包括:将倒角后基体进行清洗。在本发明中,所述清洗优选为依次在无水乙醇和丙酮中进行超声清洗,所述在无水乙醇中超声清洗和在丙酮中超声清洗的时间独立的优选为13~20min,更优选为15~18min。在本发明中,所述清洗后还优选包括:将清洗后的基体烘干。在本发明中,所述烘干的温度优选为70~200℃,更优选为80~150℃;时间优选为1~2h,更优选为1.5~1.8h。
47.在本发明中,所述物理气相沉积的条件优选为:沉积室真空度优选为1
×
10
‑5~1
×
10
‑3pa,更优选为0.5
×
10
‑4~1
×
10
‑4pa;基板旋转速率优选为8~10r/min,更优选为9r/min;基板温度优选为700~800℃,更优选为750~780℃;电子束电流优选为1.2~1.5a,更优选为1.3~1.4a;电子束电压优选为17~19kv,更优选为17.5~18kv。在本发明中,所述基板为气相沉积的样品。
48.本发明采用物理气相沉积制备双相γ'
‑
β粘结层前还优选包括:将基体进行机械加工,使所述基体的形状适应物理气相沉积设备。在本发明中,制备得到的双相γ'
‑
β粘结层的厚度优选为30~100μm,更优选为45~70μm。
49.得到双相γ'
‑
β粘结层后本发明对所述双相γ'
‑
β粘结层进行渗铝处理,得到单相β
‑
nial粘结层。在本发明中,所述渗铝处理的方式优选为化学气相沉积,所述渗铝处理的温度优选为950~1050℃,更优选为1000℃;时间优选为3~10h,更优选为6~8h。在本发明中,所述化学气相沉积的原料优选包括铝源、填充剂和活化剂,所述铝源优选包括铝粉或铝合金;所述铝合金包括nial合金、coal合金或cral合金,更优选为nial合金。
50.本发明还提供了上述技术方案所述制备方法制备得到的单相β
‑
nial粘结层,所述单相β
‑
nia粘结层包括以下原子百分含量的组分:
51.al
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30~60at.at.%;
52.活性元素
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.02~0.26at.%;
53.ni
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
余量。
54.在本发明中,以原子百分含量计,所述单相β
‑
nia粘结层包括30~60at.%al,优选为30~40at.%。
55.在本发明中,以原子百分含量计,所述单相β
‑
nia粘结层包括0.05~2.00at.%活性组分,优选为0.05~0.15at.%。在本发明中,所述活性组分优选包括稀土元素、hf、zr、和ti中的一种或多种,更优选为hf、zr、和ti中的一种或多种;更进一步优选为hf和zr。当所述稀土元素包括两种以上上述具体物质时,本发明对所述具体物质的原子配比无特殊限定,采用任意配比即可。在本发明中,当所述活性元素为hf和zr时,所述hf的原子百分含量优选为0.025~1at.%,更优选为0.05~0.08at.%;所述zr的原子百分含量优选为0.025~1at.%,更优选为0.05~0.08at.%。
56.在本发明中,以原子百分含量计,所述单相β
‑
nia粘结层还包括余量ni。
57.在本发明中,所述单相β
‑
nial粘结层的厚度优选为30~60μm,更优选为40~50μm。
58.本发明提供的单相β
‑
nia粘结层表面平整致密,粘结层表面生成的氧化膜平直,其抗氧化性能能够达到gb/t13303.91《钢的抗氧化性能测定方法》和hb5258
‑
2000《钢及高温合金的抗氧化性测定试验方法》中完全抗氧化的标准。
59.为了进一步说明本发明,下面结合实施例对本发明提供的技术方案进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
60.实施例中称量工具为电子天平(cpa225d型,sartorius,精度10
‑5g)。
61.实施例1
62.准备基体:
63.利用线切割的方法将ic21合金切割成规格为直径为10mm厚度为3mm的圆柱形试样,在试样直径两端分别开一个直径为1mm的孔,以便于在制备涂层时将试样悬挂在支架上;将切割好的基体试样进行喷砂预处理(喷砂用砂的目数为20目,压力为0.2mpa)后依次用320#、600#、800#水磨砂纸进行打磨,使基体试样表面粗糙度ra<0.8,将边缘全部倒成圆角;将打磨好的基体试样依次用无水乙醇和丙酮超声清洗15min;将清洗后的基体试样80℃烘干2h;得到基体;
64.准备靶材:
65.分别将镍块、铝块、铪块和锆块在丙酮中超声清洗30min后干燥;将干燥后的镍块、铝块、铪块和锆块置于电弧熔炼炉中进行真空熔炼(真空度为10
‑4pa),熔炼过程中翻炼4次,其中铝块的原子百分含量为30at.%,铪块的原子百分含量为0.05at.%,锆块的原子百分含量为0.05at.%,镍块的原子百分含量为69.9at.%;真空熔炼后进行浇铸,得到铸锭;
66.将所述铸锭1300℃退火处理24h,降温至30℃,得到β
‑
γ'双相nialhfzr合金;将β
‑
γ'双相nialhfzr合金机械加工成粗糙度为0.5的圆盘状的靶材,以适应多弧离子镀设备;
67.制备粘结层:
68.将所述β
‑
γ'双相nialhfzr合金在温度为400℃的基体表面进行多弧离子镀(电流为180a,偏压为25v,真空度为5
×
10
‑3pa),得到平均厚度为50μm的双相γ'
‑
β粘结层;
69.采用化学气相沉积对所述双相γ'
‑
β粘结层进行渗铝处理(1000℃,8h),得到单相β
‑
nial粘结层。
70.图1为含有单相β
‑
nial粘结层的样品实物图。
71.对制备得到的双相γ'
‑
β粘结层进行扫描电镜检测,得到sem图,如图2所示。由图2可知双相γ'
‑
β粘结层的厚度为52.48μm,双相γ'
‑
β粘结层中含有衬度不同的两相,其中深灰色为γ'相,浅灰色为β相。
72.对制备得到的单相β
‑
nial粘结层进行扫描电镜检测,得到sem图,如图3所示。由图3可知单相β
‑
nial粘结层的厚度为48.15μm,单相β
‑
nial粘结层中含有衬度一致的β单相。
73.按照hb 5258
‑
2000钢及高温合金的抗氧化性测定试验方法将制备得到的含有单相β
‑
nial粘结层的样品在1200℃进行100h的氧化处理。不同氧化处理时间后样品的质量列于表1中。
74.表1不同氧化处理时间后样品的质量
75.氧化处理时间h样品重量g03.6672013.6680043.6685673.66896103.66942203.67012303.67068
403.67116503.67156753.671801003.67200
76.根据表1中数据绘制点线图,如图4所示。
77.结合表1和图4可知氧化处理50h和氧化处理100h后样品质量变化为0.9348g/m2,由hb 5258
‑
2000可知,按照本发明提供的制备方法制备得到的单相β
‑
nial粘结层达到1200℃完全抗氧化的标准。
78.尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

