1.本发明属于功能性医用含铜钛合金材料技术领域,涉及一种激光增材制造结合酸洗处理获得医用含铜钛合金的方法。
背景技术:
2.钛及钛合金可以制作钛板、钛网、固位螺丝或人工假体等来修复口腔硬组织的缺损。但是,由于人体的差异性以及缺损部位解剖结构的复杂性,使得标准化植入体常常不能满足临床使用要求。钛合金作为一种生物惰性金属材料,存在弹性模量高、成骨速度较慢、铝元素及钒元素可能导致的生物安全性和无抗菌性能等问题。增材制造多孔钛合金可以有效解决上述问题,为个性化、复杂化、低弹性模量抗菌钛合金器械的制造和广泛应用提供了强力支撑,受到了人们的极大关注并快速发展。
3.激光增材制造技术在医用金属材料领域采用的是以铺粉为特征的选区激光熔化(slm),是兼顾精确成形和高性能控性需求的一体化增材制造加工方法。该技术可以实现无铝、钒等有害元素的新型钛合金的获得,同时引入铜等功能性元素,赋予材料良好的力学性能和生物安全性。一方面,3d打印医用钛合金的多孔结构,不仅可以使其弹性模量与骨组织匹配,还为骨组织长入提供空间,最终形成植入体
‑
骨机械锁结的牢固结构。另一方面,在医用钛合金中添加铜元素,利用其在生理环境中的析出及铜离子氧化还原过程中的价态转换可以实现其生理功能的调控。同时,相关研究表明,铜离子对细胞/细菌的生物学性能影响存在浓度相关性。有研究发现,材料的表面特性以及表面与细菌的相互作用在其抗菌功能的发挥中起着重要的作用,采用不同的细菌接种方式来调控细菌与含铜金属材料表面的接触程度,可以使材料表现出优异的抗菌效果。因此,通过多孔化构建和微量功能性铜元素的添加,可以获得生物学性能优异的表面含铜钛合金。
4.相比于传统制造技术,增材制造技术生产周期短、生产成本低。在个性化、复杂结构、低弹性模量、抗菌功能性医疗器械的加工制造方面优势显著。激光增材制造医用含铜钛合金技术能够提高产品设计灵活性,促进功能性、个性化医疗器械的临床应用,引发医疗器械生产模式的转变。
技术实现要素:
5.发明目的
6.为解决传统医用钛合金抗菌功能性的问题,本发明提供一种激光增材制造结合酸处理获得医用含铜钛合金的方法,采用激光增材制造技术结合酸洗后处理的方式,制造一种成分渐变的医用表面含铜钛合金,表面结构均匀,无细胞毒性,具有抗菌功能性。
7.技术方案
8.激光增材制造结合酸洗处理获得医用含铜钛合金的方法,包括步骤如下:步骤一、分别以tc4金属粉末和混合金属粉末为原材料,混合金属粉末包括混合金属粉末a和混合金属粉末b;混合金属粉末a为tc4金属粉末和铜粉的混合粉末,混合金属粉末b为钛粉和铜粉
的混合粉末;
9.步骤二、将tc4金属粉末、混合金属粉末a和混合金属粉末b分别放置在60℃
‑
80℃的真空干燥箱中,烘干时间不少于24小时;钛基板表面进行打磨、清洗并干燥后备用;
10.步骤三、将烘干后的tc4金属粉末、混合金属粉末a和混合金属粉末b采用光纤激光器铺粉的方式,通过激光束辐照在纯钛基板表面进行熔化沉积增材制造:在氩气的保护下先采用tc4金属粉末逐层熔化沉积成型多层沉积层;然后采用混合金属粉末a熔化沉积成型倒数第二层;最后采用混合金属粉末b熔化沉积成型最后一层;
11.步骤四、增材制造完成后,使表面含铜钛合金材料在氩气保护下静置冷却至室温;然后进行表面酸洗和超声清洗,把表面残留的金属粉末清除,获得缺陷少以及表面光滑的激光增材制造医用含铜钛合金。
12.进一步的,所述步骤一中,铜粉为纯铜的粉末,钛粉为纯钛的粉末,铜粉、钛粉和tc4金属粉末均为球形;混合金属粉末a中铜的质量为混合金属粉末a总质量的3%~7%;混合金属粉末b中铜的质量为混合金属粉末b总质量的3%~7%。
13.进一步的,所述步骤一中,混合金属粉末a和混合金属粉末b的获得方法为:将球形纯铜与tc4金属粉末置于球磨机中球磨,得到均匀的混合金属粉末a;将球形纯铜与纯钛粉末置于球磨机中球磨,得到均匀的混合金属粉末b;混合金属粉末a和混合金属粉末b球磨后的粒度直径不超过45μm。
14.进一步的,所述步骤二中,钛基板表面使用60#
‑
500#砂纸打磨。
15.进一步的,所述步骤三中,光纤激光器激光增材制造方法为逐层扫描,连续扫描完一层后,在扫描方向与前一层扫描方向平行的条件下,进行下一层激光辐照处理;激光加工过程参数为:激光功率240
‑
270w,每层厚40
‑
45μm,激光扫描间距45
‑
50μm,激光光斑直径70
±
10μm,扫描速度800
‑
1000mm/s;激光沉积过程依次采用tc4金属粉末、混合金属粉末a和混合金属粉末b逐层堆积成型。进一步的,所述步骤四中,酸洗方法为:采用氢氟酸、硝酸和蒸馏水配置酸洗溶液,氢氟酸占酸洗溶液总质量的5%
‑
30%,硝酸占酸洗溶液总质量的10%
‑
40%,剩余为蒸馏水,酸洗时间为1分钟
‑
5分钟。
16.进一步的,所述步骤三中,tc4金属粉末逐层熔化沉积成型的沉积层数量大于等于3。
17.进一步的,所述混合金属粉末a激光熔化沉积成型时,扫描速度控制在900
‑
1000mm/s,混合金属粉末b激光熔化沉积成型时,扫描速度控制在1000mm/s。
18.优点及效果
19.1.本发明采用激光增材制造(铺粉法)结合后处理的方法,相比于传统的铸造及锻造加工方式,更加高效的实现了复杂多孔结构的医用钛合金的制造。
20.2.本发明采用激光增材制造(铺粉法)结合酸洗处理的方法,获得了一种无细胞毒性的含铜多孔医用钛合金,其优点在于,通过酸洗后处理的方法,去除了表面的残留粉末及未能完全熔融的金属粉末,使得材料表面更加均匀、光滑。
21.3.本发明采用激光增材制造(铺粉法)结合后处理的方法,获得了一种具有抗菌功能性的含铜医用钛合金,其抗菌率可以达到75%
‑
80%。
附图说明
22.下面结合附图和具体实施方式对本发明作进一步说明。本发明的保护范围不仅局限于下列内容的表述。
23.图1为增材制造用tc4合金粉末的扫描电镜照片;
24.图2为增材制造用纯铜粉末的扫描电镜照片;
25.图3为酸洗前激光增材制造医用含铜钛合金的扫描电镜照片;
26.图4为酸洗后激光增材制造医用含铜钛合金的扫描电镜照片;
27.图5为不同时间点细胞毒性测试结果;
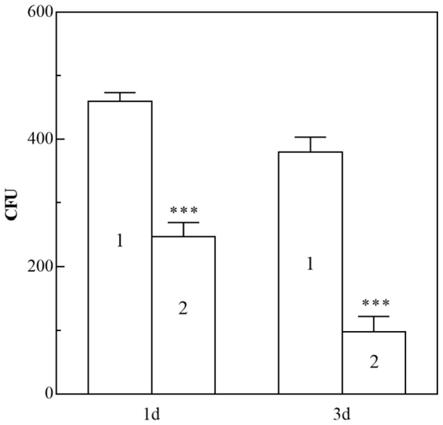
28.图6为不同时间点变形链球菌的抗菌效果。
具体实施方式
29.下面结合附图对本发明进行详细说明:
30.激光增材制造结合酸洗处理获得医用含铜钛合金的方法,包括步骤如下:
31.步骤一、分别以tc4(ti6al4v)金属粉末和混合金属粉末为原材料,混合金属粉末包括混合金属粉末a和混合金属粉末b;混合金属粉末a为tc4金属粉末和铜粉的混合粉末,混合金属粉末b为钛粉和铜粉的混合粉末;铜粉为纯铜的粉末,钛粉为纯钛的粉末,铜粉、钛粉和tc4金属粉末均为球形;混合金属粉末a中铜的质量为混合金属粉末a总质量的3%~7%;混合金属粉末b中铜的质量为混合金属粉末b总质量的3%~7%。混合金属粉末a和混合金属粉末b的获得方法为:将球形纯铜与tc4金属粉末置于球磨机中球磨,得到均匀的混合金属粉末a;将球形纯铜与纯钛粉末置于球磨机中球磨,得到均匀的混合金属粉末b;混合金属粉末a和混合金属粉末b球磨后的粒度直径不超过45μm。
32.步骤二、将tc4金属粉末、混合金属粉末a和混合金属粉末b分别放置在60℃
‑
80℃的真空干燥箱中,烘干时间不少于24小时;钛基板表面使用60#
‑
500#砂纸打磨、清洗并干燥后备用;
33.步骤三、将烘干后的tc4金属粉末、混合金属粉末a和混合金属粉末b采用光纤激光器铺粉的方式,通过激光束辐照在纯钛基板表面进行熔化沉积增材制造:在氩气的保护下先采用tc4金属粉末逐层熔化沉积成型3、4、5层沉积层;然后采用混合金属粉末a熔化沉积成型倒数第二层;最后采用混合金属粉末b熔化沉积成型最后一层,实现成分梯度变化,所获得的合金表面含铜;光纤激光器激光增材制造方法为逐层扫描,连续扫描完一层后,在扫描方向与前一层扫描方向平行的条件下,进行下一层激光辐照处理;激光加工过程参数为:激光功率240
‑
270w,每层厚40
‑
45μm,激光扫描间距45
‑
50μm,激光光斑直径70
±
10μm,扫描速度800
‑
1000mm/s;激光沉积过程依次采用tc4金属粉末、混合金属粉末a和混合金属粉末b逐层堆积成型,实现成分梯度变化,所获得的合金表面含铜。优选的,tc4金属粉末逐层熔化沉积成型时,扫描速度控制在800
‑
1000mm/s,混合金属粉末a激光熔化沉积成型时,扫描速度控制在900
‑
1000mm/s,混合金属粉末b激光熔化沉积成型时,扫描速度控制在1000mm/s,成型效果更好。
34.步骤四、增材制造完成后,使表面含铜钛合金材料在氩气保护下静置冷却至室温;然后进行表面酸洗和超声清洗,把表面残留的金属粉末清除,获得缺陷少以及表面光滑的激光增材制造医用含铜钛合金。酸洗方法为:采用氢氟酸、硝酸和蒸馏水配置酸洗溶液,氢
氟酸占酸洗溶液总质量的5%
‑
30%,硝酸占酸洗溶液总质量的10%
‑
40%,剩余为蒸馏水,酸洗时间为1分钟
‑
5分钟。表面酸洗处理后的激光增材制造医用含铜钛合金,通过成骨细胞检测其细胞毒性,毒性等级为0级,通过细菌实验证实其具有抗菌功能性。
35.实施例1
36.激光增材制造结合酸洗处理获得医用含铜钛合金的方法,包括步骤如下:
37.步骤一、分别以tc4(ti6al4v)金属粉末和混合金属粉末为原材料,混合金属粉末包括混合金属粉末a和混合金属粉末b;混合金属粉末a为tc4金属粉末和铜粉的混合粉末,混合金属粉末b为钛粉和铜粉的混合粉末;铜粉为纯铜的粉末,钛粉为纯钛的粉末,铜粉、钛粉和tc4金属粉末均为球形;混合金属粉末a中铜的质量为混合金属粉末a总质量的5%;混合金属粉末b中铜的质量为混合金属粉末b总质量的5%。混合金属粉末a和混合金属粉末b的获得方法为:将球形纯铜与tc4金属粉末置于球磨机中球磨,得到均匀的混合金属粉末a;将球形纯铜与纯钛粉末置于球磨机中球磨,得到均匀的混合金属粉末b;混合金属粉末a和混合金属粉末b球磨后的粒度直径不超过45μm。
38.步骤二、将tc4金属粉末、混合金属粉末a和混合金属粉末b分别放置在70℃的真空干燥箱中,烘干时间26小时;钛基板表面使用60#
‑
500#砂纸打磨、清洗并干燥后备用;
39.步骤三、将烘干后的tc4金属粉末、混合金属粉末a和混合金属粉末b采用光纤激光器铺粉的方式,通过激光束辐照在纯钛基板表面进行熔化沉积增材制造:在氩气的保护下先采用tc4金属粉末逐层熔化沉积成型4层沉积层;然后采用混合金属粉末a熔化沉积成型倒数第二层;最后采用混合金属粉末b熔化沉积成型最后一层,实现成分梯度变化,所获得的合金表面含铜;光纤激光器激光增材制造方法为逐层扫描,连续扫描完一层后,在扫描方向与前一层扫描方向平行的条件下,进行下一层激光辐照处理;激光加工过程参数为:激光功率260w,每层厚43μm,激光扫描间距48μm,激光光斑直径70
±
10μm,tc4金属粉末逐层熔化沉积成型时,扫描速度控制在800mm/s,混合金属粉末a激光熔化沉积成型时,扫描速度控制在900mm/s,混合金属粉末b激光熔化沉积成型时,扫描速度控制在1000mm/s;激光沉积过程依次采用tc4金属粉末、混合金属粉末a和混合金属粉末b逐层堆积成型,实现成分梯度变化,所获得的合金表面含铜。
40.步骤四、增材制造完成后,使表面含铜钛合金材料在氩气保护下静置冷却至室温;然后进行表面酸洗和超声清洗,把表面残留的金属粉末清除,获得缺陷少以及表面光滑的激光增材制造医用含铜钛合金。酸洗方法为:采用氢氟酸、硝酸和蒸馏水配置酸洗溶液,氢氟酸占酸洗溶液总质量的18%,硝酸占酸洗溶液总质量的25%,剩余为蒸馏水,酸洗时间为4分钟。表面酸洗处理后的激光增材制造医用含铜钛合金,通过成骨细胞mc3t3e1细胞检测其细胞毒性,毒性等级为0级,通过细菌实验证实其具有抗菌功能性。
41.实施例2
42.激光增材制造结合酸洗处理获得医用含铜钛合金的方法,包括步骤如下:
43.步骤一、分别以tc4(ti6al4v)金属粉末和混合金属粉末为原材料,混合金属粉末包括混合金属粉末a和混合金属粉末b;混合金属粉末a为tc4金属粉末和铜粉的混合粉末,混合金属粉末b为钛粉和铜粉的混合粉末;铜粉为纯铜的粉末,钛粉为纯钛的粉末,铜粉、钛粉和tc4金属粉末均为球形;混合金属粉末a中铜的质量为混合金属粉末a总质量的3%;混合金属粉末b中铜的质量为混合金属粉末b总质量的7%。混合金属粉末a和混合金属粉末b
的获得方法为:将球形纯铜与tc4金属粉末置于球磨机中球磨,得到均匀的混合金属粉末a;将球形纯铜与纯钛粉末置于球磨机中球磨,得到均匀的混合金属粉末b;混合金属粉末a和混合金属粉末b球磨后的粒度直径不超过45μm。
44.步骤二、将tc4金属粉末、混合金属粉末a和混合金属粉末b分别放置在60℃℃的真空干燥箱中,烘干时间30小时;钛基板表面使用60#
‑
500#砂纸打磨、清洗并干燥后备用;
45.步骤三、将烘干后的tc4金属粉末、混合金属粉末a和混合金属粉末b采用光纤激光器铺粉的方式,通过激光束辐照在纯钛基板表面进行熔化沉积增材制造:在氩气的保护下先采用tc4金属粉末逐层熔化沉积成型3层沉积层;然后采用混合金属粉末a熔化沉积成型倒数第二层;最后采用混合金属粉末b熔化沉积成型最后一层,实现成分梯度变化,所获得的合金表面含铜;光纤激光器激光增材制造方法为逐层扫描,连续扫描完一层后,在扫描方向与前一层扫描方向平行的条件下,进行下一层激光辐照处理;激光加工过程参数为:激光功率240w,每层厚40μm,激光扫描间距45μm,激光光斑直径70
±
10μm,tc4金属粉末逐层熔化沉积成型时,扫描速度控制在800mm/s,混合金属粉末a激光熔化沉积成型时,扫描速度控制在800mm/s,混合金属粉末b激光熔化沉积成型时,扫描速度控制在800mm/s;激光沉积过程依次采用tc4金属粉末、混合金属粉末a和混合金属粉末b逐层堆积成型,实现成分梯度变化,所获得的合金表面含铜。
46.步骤四、增材制造完成后,使表面含铜钛合金材料在氩气保护下静置冷却至室温;然后进行表面酸洗和超声清洗,把表面残留的金属粉末清除,获得缺陷少以及表面光滑的激光增材制造医用含铜钛合金。酸洗方法为:采用氢氟酸、硝酸和蒸馏水配置酸洗溶液,氢氟酸占酸洗溶液总质量的5%,硝酸占酸洗溶液总质量的10%,剩余为蒸馏水,酸洗时间为5分钟。表面酸洗处理后的激光增材制造医用含铜钛合金,通过成骨细胞mc3t3e1细胞检测其细胞毒性,毒性等级为0级,通过细菌实验证实其具有抗菌功能性。
47.实施例3
48.激光增材制造结合酸洗处理获得医用含铜钛合金的方法,包括步骤如下:
49.步骤一、分别以tc4(ti6al4v)金属粉末和混合金属粉末为原材料,混合金属粉末包括混合金属粉末a和混合金属粉末b;混合金属粉末a为tc4金属粉末和铜粉的混合粉末,混合金属粉末b为钛粉和铜粉的混合粉末;铜粉为纯铜的粉末,钛粉为纯钛的粉末,铜粉、钛粉和tc4金属粉末均为球形;混合金属粉末a中铜的质量为混合金属粉末a总质量的7%;混合金属粉末b中铜的质量为混合金属粉末b总质量的3%。混合金属粉末a和混合金属粉末b的获得方法为:将球形纯铜与tc4金属粉末置于球磨机中球磨,得到均匀的混合金属粉末a;将球形纯铜与纯钛粉末置于球磨机中球磨,得到均匀的混合金属粉末b;混合金属粉末a和混合金属粉末b球磨后的粒度直径不超过45μm。
50.步骤二、将tc4金属粉末、混合金属粉末a和混合金属粉末b分别放置在80℃的真空干燥箱中,烘干时间24小时;钛基板表面使用60#
‑
500#砂纸打磨、清洗并干燥后备用;
51.步骤三、将烘干后的tc4金属粉末、混合金属粉末a和混合金属粉末b采用光纤激光器铺粉的方式,通过激光束辐照在纯钛基板表面进行熔化沉积增材制造:在氩气的保护下先采用tc4金属粉末逐层熔化沉积成型8层沉积层;然后采用混合金属粉末a熔化沉积成型倒数第二层;最后采用混合金属粉末b熔化沉积成型最后一层,实现成分梯度变化,所获得的合金表面含铜;光纤激光器激光增材制造方法为逐层扫描,连续扫描完一层后,在扫描方
向与前一层扫描方向平行的条件下,进行下一层激光辐照处理;激光加工过程参数为:激光功率270w,每层厚45μm,激光扫描间距50μm,激光光斑直径70
±
10μm,tc4金属粉末逐层熔化沉积成型时,扫描速度控制在1000mm/s,混合金属粉末a激光熔化沉积成型时,扫描速度控制在1000mm/s,混合金属粉末b激光熔化沉积成型时,扫描速度控制在1000mm/s;激光沉积过程依次采用tc4金属粉末、混合金属粉末a和混合金属粉末b逐层堆积成型,实现成分梯度变化,所获得的合金表面含铜。
52.步骤四、增材制造完成后,使表面含铜钛合金材料在氩气保护下静置冷却至室温;然后进行表面酸洗和超声清洗,把表面残留的金属粉末清除,获得缺陷少以及表面光滑的激光增材制造医用含铜钛合金。酸洗方法为:采用氢氟酸、硝酸和蒸馏水配置酸洗溶液,氢氟酸占酸洗溶液总质量的30%,硝酸占酸洗溶液总质量的40%,剩余为蒸馏水,酸洗时间为1分钟。表面酸洗处理后的激光增材制造医用含铜钛合金,通过成骨细胞mc3t3e1细胞检测其细胞毒性,毒性等级为0级,通过细菌实验证实其具有抗菌功能性。
53.如图1和图2所示,所使用的tc4合金粉末和纯铜粉末,球形度良好,没有卫星球,粉末直径不大于45μm。
54.图3和图4分别为实施例1酸洗前、酸洗后激光增材制造医用含铜钛合金的扫描电镜照片。由图可以观察到,成型件孔为内部全联通孔,孔径为400
‑
700μm,酸洗前多孔的含铜钛合金的表面存在较多的残留金属粉末,酸洗可以去除表面的残留金属粉末,获得光滑均匀的表面。
55.图5为不同时间点激光增材制造医用含铜钛合金的细胞毒性测试结果。数字分别代表1:酸洗前增材制造tc4合金;2:酸洗后增材制造tc4合金;3:增材制造医用含铜钛合金;4:酸洗后增材制造医用含铜钛合金。可以发现,通过浸提液间接培养的方式,酸洗后激光增材制造医用含铜钛合金对mc3t3e1细胞的细胞毒性为0级,具有良好的生物安全性。
56.对获得的合金材料,测试其对变形链球菌的抗菌性能,图6为酸洗后激光增材制造钛铜合金不同时间点对变形链球菌的抗菌效果(纵坐标为菌落数,横坐标为测试时间),数字分别代表1:酸洗后增材制造tc4合金;2:酸洗后增材制造表面含铜钛合金。抗菌率可以达到75%
‑
80%。
57.本发明提供了一种数字化精密加工的方式,在传统医用钛基材料中加入铜元素,通过后处理的方式,获得一种表面光滑、无残留粉末、无细胞毒性且具有抗菌功能性的含铜钛合金。
58.显然,本发明的上述实施方式仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其他不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引伸的显而易见的变化或变动仍处于本发明的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。