1.本发明涉及熄焦罐衬板技术领域,具体涉及一种干熄焦罐衬板及其制备方法和应用。
背景技术:
2.熄焦焦罐车是焦炉的配套设备,一般运行于焦炉焦侧下面的轨道上,用来承接由导焦车导出的温度达1000℃左右红焦,并将其运输至熄焦锅炉进行熄焦,并最终将熄灭的焦碳运送到指定地点。目前熄焦的方式主要有湿法熄焦和干法熄焦两种,干法熄焦技术相对于湿熄焦而言,优点明显,可回收红焦显热,同时利于高炉的炼铁操作,降低焦比。
3.现有干熄焦罐由外部结构框架,内部固定合金衬板组成,干熄焦罐衬板由于需要不断承接温度极高的红焦,因此对衬板的硬度、韧性和高温耐磨性均具有很高的要求,而现有干熄焦罐衬板多采用铸钢材料如zg35cr24ni7sin,其无法有效满足衬板对硬度、韧性和高温耐磨性等性能的要求,因此,急需研发一种硬度、韧性和高温耐磨性等性能更为优异的干熄焦罐衬板。
技术实现要素:
4.本发明的目的在于克服现有干熄焦罐衬板的硬度、韧性和高温耐磨性等性能有限的缺陷,进而提供一种干熄焦罐衬板及其制备方法和应用。
5.为达到上述目的,本发明采用如下技术方案:
6.一种干熄焦罐衬板,包括如下质量百分比的化学成分:c:0.3
‑
0.4%、cr:23
‑
25.5%、ni:7
‑
8.5%、si:1.3
‑
2%、mn:0.8
‑
1.5%、n:0.2
‑
0.28%、re:0.05
‑
0.08%、sb:0.01
‑
0.03%、p≤0.02%、s≤0.02%,其余为fe和其他不可避免的杂质。
7.优选的,包括如下质量百分比的化学成分:c:0.3%、cr:24%、ni:8%、si:1.5%、mn:1.0%、n:0.25%、re:0.06%、sb:0.02%、p:0.012%、s:0.008%,其余为fe和其他不可避免的杂质。
8.本发明还提供一种干熄焦罐衬板的制备方法,包括如下步骤:
9.1)按配方比例称取各组分原料,然后进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.3
‑
0.4%、cr:24
‑
26%、ni:5
‑
8%、si:1.0
‑
2%、mn:1.0
‑
1.9%、n:0.2
‑
0.3%、re:0.05
‑
0.08%、sb:0.01
‑
0.03%、p≤0.02%、s≤0.02%,其余为fe和其他不可避免的杂质;
10.2)将钢水浇铸成型,得到干熄焦罐衬板粗坯;
11.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至860
‑
870℃,保温时间为20
‑
30min,保温结束后将粗坯浸入水中冷却至20
‑
30℃,然后再将粗坯利用真空辐射加热的方式加热至1000
‑
1050℃,保温时间为10
‑
15min,保温结束后,以1
‑
5℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
12.优选的,步骤3)中将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保
温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯利用真空辐射加热的方式加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
13.优选的,以质量百分比计,所述钢水中p:0.0001
‑
0.02%、s:0.0001
‑
0.02%。
14.优选的,步骤1)中,所述钢水的成分以质量百分比计为:c:0.3%、cr:24%、ni:6%、si:1.5%、mn:1.9%、n:0.3%、re:0.06%、sb:0.02%、p:0.012%、s:0.008%,其余为fe和其他不可避免的杂质。
15.优选的,步骤1)中按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁、金属锑和铼进行冶炼,得到所述钢水。本发明所述冶炼步骤为本领域常规冶炼步骤,冶炼温度可根据具体材料而定,例如1400
‑
1500℃,在此不再赘述。
16.优选的,步骤2)中将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯。
17.本发明还提供一种上述所述的干熄焦罐衬板或上述所述的制备方法制备得到的干熄焦罐衬板在熄焦车中的用途。
18.本发明的有益效果:
19.1)本发明提供的干熄焦罐衬板,采用高cr低c设计思路,cr元素有利于提高钢板淬透性,使得钢板快速发生相变,减少钢板带状组织,有利于提高钢板的耐磨性和强度,c元素作为强化元素,但c元素易偏析,高含量的c元素易促进裂纹产生,同时在合金材料中加入特定量的re和sb,二者相互配合细化晶粒、析出强化,同其它合金成分协同作用有利于提高衬板的硬度、韧性和高温耐磨等性能。
20.2)本发明提供的干熄焦罐衬板的制备方法,在上述特定成分的基础上,通过特定的方法对干熄焦罐衬板粗坯进行后处理,具体的,首先采用真空辐射加热的方式对粗坯进行加热至860
‑
870℃,然后将粗坯进行水冷降温,降温至20
‑
30℃,然后再采用真空辐射加热的方式对粗坯加热至更高温度1000
‑
1050℃,随后以极缓的冷却速率将粗坯降温至室温,上述特定的后处理方式相对于传统的正火、低温回火处理方式可有效提高衬板的硬度、韧性和高温耐磨性能。
具体实施方式
21.提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近似的产品,均落在本发明的保护范围之内。
22.实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为可以通过市购获得的常规试剂产品。
23.实施例1
24.本实施例提供一种干熄焦罐衬板的制备方法,包括如下步骤:
25.1)按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔
化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁、金属锑和铼进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.3%、cr:24%、ni:6%、si:1.5%、mn:1.9%、n:0.3%、re:0.06%、sb:0.02%、p:0.012%、s:0.008%,其余为fe和其他不可避免的杂质;
26.2)将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯,所述粗胚的厚度为25mm,宽度为500mm,长度为1000mm;
27.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯利用真空辐射加热的方式加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
28.实施例2
29.本实施例提供一种干熄焦罐衬板的制备方法,包括如下步骤:
30.1)按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁、金属锑和铼进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.4%、cr:24%、ni:8%、si:1.0%、mn:1.0%、n:0.3%、re:0.05%、sb:0.03%、p:0.01%、s:0.006%,其余为fe和其他不可避免的杂质;
31.2)将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯,所述粗胚的厚度为25mm,宽度为500mm,长度为1000mm;
32.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至860℃,保温时间为30min,保温结束后将粗坯浸入水中冷却至30℃,然后再将粗坯利用真空辐射加热的方式加热至1000℃,保温时间为15min,保温结束后,以1℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
33.实施例3
34.本实施例提供一种干熄焦罐衬板的制备方法,包括如下步骤:
35.1)按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁、金属锑和铼进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.3%、cr:26%、ni:5%、si:2.0%、mn:1.9%、n:0.2%、re:0.08%、sb:0.01%、p:0.009%、s:0.007%,其余为fe和其他不可避免的杂质;
36.2)将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯,所述粗胚的厚度为25mm,宽度为500mm,长度为1000mm;
37.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至870℃,保温时间为20min,保温结束后将粗坯浸入水中冷却至20℃,然后再将粗坯利用真空辐射加热的方式加热至1050℃,保温时间为10min,保温结束后,以5℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
38.对比例1
39.本对比例提供一种干熄焦罐衬板的制备方法,包括如下步骤:
40.1)按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁、金属铼进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.3%、cr:24%、ni:6%、si:1.5%、mn:1.9%、n:0.3%、re:0.08%、p:0.012%、s:0.008%,其余为fe和其他不可避免的杂质;
41.2)将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯,所述粗胚的厚度为25mm,宽度为500mm,长度为1000mm;
42.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯利用真空辐射加热的方式加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
43.对比例2
44.本对比例提供一种干熄焦罐衬板的制备方法,包括如下步骤:
45.1)按配方比例称取各组分原料,然后在中频电炉内加入铁锭进行熔炼,待铁锭熔化后依次加入碳粒、铬氮合金、镍铁、锰铁、硅铁进行冶炼,得到钢水,所述钢水的成分以质量百分比计为:c:0.3%、cr:24%、ni:6%、si:1.5%、mn:1.9%、n:0.3%、p:0.012%、s:0.008%,其余为fe和其他不可避免的杂质;
46.2)将钢水通过浇注装置倒入成型模具中冷却成型,得到干熄焦罐衬板粗坯,所述粗胚的厚度为25mm,宽度为500mm,长度为1000mm;
47.3)将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯利用真空辐射加热的方式加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
48.对比例3
49.本对比例提供一种干熄焦罐衬板的制备方法,其与实施例1相比区别仅在于步骤3)中将干熄焦罐衬板粗坯在箱式电阻炉(非真空辐射加热)中加热至865℃,保温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯在箱式电阻炉(非真空辐射加热)中加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
50.对比例4
51.本对比例提供一种干熄焦罐衬板的制备方法,其与实施例1相比区别仅在于步骤3)中将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保温时间为25min,保温结束后将粗坯空冷至25℃,然后再将粗坯利用真空辐射加热的方式加热至1020℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
52.对比例5
53.本对比例提供一种干熄焦罐衬板的制备方法,其与实施例1相比区别仅在于步骤3)中将干熄焦罐衬板粗坯利用真空辐射加热的方式加热至865℃,保温时间为25min,保温结束后将粗坯浸入水中冷却至25℃,然后再将粗坯利用真空辐射加热的方式加热至400℃,保温时间为12min,保温结束后,以4℃/min的冷却速率冷却至室温,得到所述干熄焦罐衬板。
54.测试例1
55.对上述实施例1
‑
3和对比例1
‑
5制备得到的干熄焦罐衬板的力学性能进行测试,测试结果如表1所示。
56.表1干熄焦罐衬板的力学性能
[0057] 硬度/hrc伸长率/%实施例168.234.3实施例267.334.1实施例367.834.0对比例165.132.3对比例259.327.7对比例3/28.4对比例4/33.1对比例5/30.7
[0058]
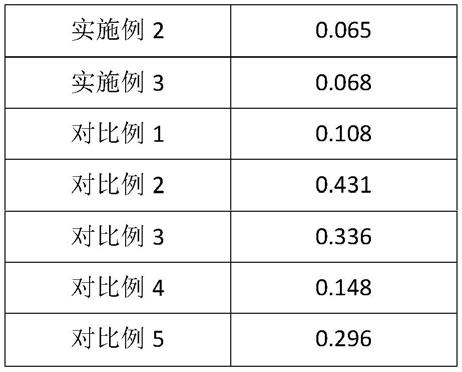
测试例2
[0059]
对上述实施例1和对比例1
‑
5制备得到的干熄焦罐衬板的高温耐磨性能进行测试,测试实验在1100℃、氮气气体的氛围下,以滚
‑
滑形式进行,以本发明实施例1和对比例1
‑
5制备得到的干熄焦罐衬板作为试验件,试验件的规格尺寸一致,磨损载荷为50n,磨损周期为20min,计算失重质量,失重质量=试验前试验件的原始质量
‑
试验后试验件的质量,测试结果如表2所示。
[0060]
表2干熄焦罐衬板的耐磨性能
[0061][0062][0063]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。