1.本实用新型涉及检测工装技术领域,具体涉及一种新型异形坯连铸机扇形段辊系校弧工装。
背景技术:
2.扇形段是连铸机中的关键设备之一,其主要功能是支撑、冷却、拉坯,减小坯壳在钢水静压作用下产生的鼓肚应变、夹送引锭杆。承接从结晶器中初步冷却形成的液芯铸坯通过扇形段区域的导向和二次冷却后,使其完全凝固。并且辅助连铸坯由垂直下行转换到水平运行。
3.扇形段的结构如图1所示,主要由主框架和弧形辊系构成,其中弧形辊系包括翼缘辊外弧辊组101、腹板辊外弧辊组102、翼缘辊内弧辊组201、腹板辊内弧辊组202,腹板辊内弧辊组202位于腹板辊内弧上,腹板辊外弧辊组102位于腹板辊外弧上,翼缘辊内弧102辊组位于翼缘辊内弧上,翼缘辊外弧辊组101位于翼缘辊外弧上。由于连铸坯在该段运行过程中其表面结晶层还很薄,所以对辊系中各辊子所在的空间位置精度要求会很高,偏差大了很容易导致漏钢。异形坯由于结构特殊,其辊系的构成也比较特殊,所以在异形坯扇形段的生产过程中其辊系的弧形精度校准一直是通过两块大型弧形检测板以及深度尺等来进行的。弧板长度5米,总重约30kg,整改校弧是一个费时费力的过程,而且校准精度不高,为此,提出一种新型异形坯连铸机扇形段辊系校弧工装。
技术实现要素:
4.本实用新型所要解决的技术问题在于:如何提高异形坯扇形段辊系的校弧精度和效率,提供了一种新型异形坯连铸机扇形段辊系校弧工装。
5.本实用新型是通过以下技术方案解决上述技术问题的,本实用新型包括第一板体、第二板体、间距确定组件,所述间距确定组件的一端与所述第一板体活动连接,另一端与所述第二板体固定连接,所述第一板体和/或所述第二板体为具有设定弧度半径的检测板。
6.优选的,所述校弧工装还包括辅助导向杆,所述辅助导向杆与所述间距确定组件平行,所述辅助导向杆的一端与所述第一板体活动连接,另一端与所述第二板体固定连接。
7.优选的,所述第一板体为腹板辊内弧检测板,所述第二板体为腹板辊外弧检测板。
8.优选的,所述第一板体为腹板辊内弧检测板,所述第二板体为过度直板。
9.优选的,所述第一板体为过度直板,所述第二板体为腹板辊外弧检测板。
10.优选的,所述第一板体为过度直板,所述第二板体为翼缘辊内弧检测板。
11.优选的,所述第一板体为过度直板,所述第二板体为翼缘辊外弧检测板。
12.优选的,所述第一板体、所述第二板体、所述间距确定组件的数量均为两组,其中一组所述第一板体、所述第二板体、所述间距确定组件形成腹板辊外弧检测组件,另一组为翼缘辊外弧检测组件;在所述腹板辊外弧检测组件中,第一板体为腹板辊外弧检测板,第二
板体为过度直板,第一板体与间距确定组件的一端固定连接,第二板体与间距确定组件的另一端活动连接;在所述翼缘辊外弧检测组件中,第一板体为过度直板,第二板体为翼缘辊外弧检测板,第一板体与间距确定组件的一端固定连接,第二板体与间距确定组件的另一端活动连接;所述翼缘辊外弧检测组件中的过度直板与所述腹板辊外弧检测组件中的腹板辊外弧检测板之间通过多个横连杆连接。
13.优选的,所述第一板体、所述第二板体、所述间距确定组件的数量均为两组,其中一组所述第一板体、所述第二板体、所述间距确定组件形成腹板辊内弧检测组件,另一组为翼缘辊内弧检测组件;在所述腹板辊内弧检测组件中,第一板体为腹板辊内弧检测板,第二板体为过度直板,第一板体与间距确定组件的一端固定连接,第二板体与间距确定组件的另一端活动连接;在所述翼缘辊内弧检测组件中,第一板体为过度直板,第二板体为翼缘辊内弧检测板,第一板体与间距确定组件的一端固定连接,第二板体与间距确定组件的另一端活动连接;所述翼缘辊内弧检测组件中的过度直板与所述腹板辊内弧检测组件中的腹板辊内弧检测板之间通过多个横连杆连接。
14.优选的,所述间距确定组件为游标调节器,所述游标调节器包括游标和基准尺,所述游标与所述基准尺滑动连接,所述基准尺的一端与所述第二板体固定连接,另一端与所述第一板体滑动连接,所述游标设置在所述第一板体上。
15.本实用新型相比现有技术具有以下优点:通过设置多种弧度检测板,能够有效地提高异形坯扇形段辊系的校弧精度和效率,省时省力,值得被推广使用。
附图说明
16.图1a是异形坯扇形段的结构示意图;
17.图1b是异形坯扇形段的截面图;
18.图2是本实用新型实施例中的组成零件示意图;
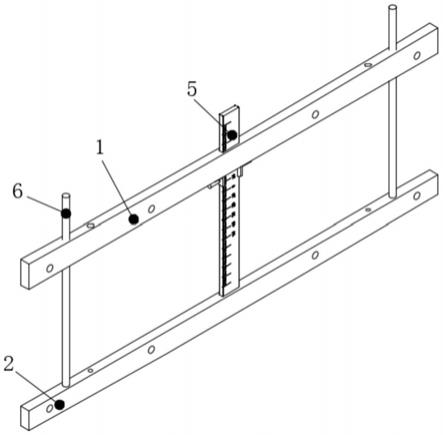
19.图3a是本实用新型实施例中第一类工装的正视图;
20.图3b是本实用新型实施例中第一类工装的结构示意图;
21.图4a是本实用新型实施例中第二类工装的正视图;
22.图4b是本实用新型实施例中第二类工装的结构示意图;
23.图5a是本实用新型实施例中第三类工装的正视图;
24.图5b是本实用新型实施例中第三类工装的结构示意图;
25.图6a是本实用新型实施例中腹板外弧辊组校弧示意图;
26.图6b是本实用新型实施例中翼缘外弧辊组校弧示意图;
27.图6c是本实用新型实施例中腹板内弧辊组校弧示意图;
28.图6d是本实用新型实施例中翼缘内弧辊组校弧示意图;
29.图7a是本实用新型实施例中第四类工装的结构示意图;
30.图7b是本实用新型实施例中第四类工装的正视图;
31.图8a是本实用新型实施例中第四类工装对外弧辊组校弧的示意图;
32.图8b图8a的侧视图;
33.图9a是本实用新型实施例中第五类工装的结构示意图;
34.图9b是本实用新型实施例中第五类工装的正视图;
35.图10a是本实用新型实施例中第五类工装对内弧辊组校弧的示意图;
36.图10b图10a的侧视图;
37.图11是本实用新型实施例中外弧整段校弧示意图;
38.图12是本实用新型实施例中内弧整段校弧示意图。
具体实施方式
39.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
40.本实施例提供一种技术方案:一种新型异形坯连铸机扇形段辊系校弧工装,包括腹板辊内弧检测板1、腹板辊外弧检测板2、翼缘辊内弧检测板3、翼缘辊外弧检测板4、游标调节器5、辅助导向杆6、过度直板7、横连杆8、固定螺母9,组成零件示意图如图2所示。
41.使用密度较小的铝合金或碳纤维材质,制作过度直板7以及按所需的弧度半径制作相应的腹板辊内弧检测板1、腹板辊外弧检测板2、翼缘辊内弧检测板3、翼缘辊外弧检测板4;利用游标卡尺的原理制作对应的游标调节器5,游标调节器5主要起到间距测量作用,使用强度及刚性好的材质制作辅助导向杆6、横连杆8、固定螺母9,其中辅助导向杆6主要起到滑动导向作用。由专业量具厂家定制并校准本工装,腹板辊内弧检测板1、腹板辊外弧检测板 2与对应的游标调节器5、辅助导向杆6安装成第一类工装10(见图3);翼缘辊外弧检测板 4、过度直板7与对应的游标调节器5、辅助导向杆6安装成第二类工装11(见图4);翼缘辊内弧检测板3、过度直板7与对应的游标调节器5、辅助导向杆6安装成第三类工装12(见图5);横连杆8、固定螺母9为零件,在需要时可在使用现场快速、准确地拼装第一类工装 10、第二类工装11和第三类工装12,组成组合式的工装。
42.使用过程如下:
43.第一步:由各弧形检测板对每一组辊子进行单独的弧度校准,以相应的弧形检测板贴合到辊组辊子表面,以塞尺配合检测辊子表面到各弧形检测板之间的间隙,并根据检测结果,以垫片调整辊子位置,确保单组辊子上的辊子表面与弧形检测板之间的间隙达到合格范围,如图6a、6b、6c、6d所示。
44.第二步:将腹板外弧辊组与相应的翼缘外弧辊组组副,用横连杆8、固定螺母9连接第一类工装10与第二类工装11组成新的组合第四类工装13(见图7),以第一类工装10贴合腹板外弧辊组辊子表面,以游标调节器5调节第二类工装11检测翼缘外弧辊组辊面与腹板外弧辊组辊面的间距,根据检测结果,以垫片调节翼缘外弧辊组,使翼缘外弧辊组与腹板外弧辊组的间距满足设计要求,如图8a、8b所示。
45.第三步:将腹板内弧辊组与相应的翼缘内弧辊组组副,用横连杆8、固定螺母9连接第一类工装10与第三类工装12组成新的组合第五类工装14(见图9),以第一类工装10贴合腹板内弧辊组辊子表面,以游标调节器调节第三类工装12检测翼缘内弧辊组辊面与腹板内弧辊组辊面的间距,根据检测结果,以垫片调节翼缘内弧辊组,使翼缘内弧辊组与腹板内弧辊组的间距达到合格范围,如图10a、b所示。
46.第四步:将腹板外弧辊组及翼缘外弧辊组与框架组装,用第一类工装10检测腹板辊外弧辊系,使用垫片调整辊组,保证整段腹板辊外弧辊子表面与弧形检测板之间的间隙
达到合格范围,如图11所示。
47.第五步:将腹板内弧辊组及翼缘内弧辊组与框架组装,用第一类工装10贴合腹板外弧辊组辊面,调节游标调节器5,检测腹板辊内弧辊系与外弧辊系的间距,同时以第一类工装10 上的腹板辊内弧检测板1检测腹板内弧辊组的弧形精度,使用垫片调整腹板内弧辊组,保证腹板内弧辊组与腹板外弧辊组之间的间距和整段腹板辊内弧辊子表面与弧形检测板之间的间隙达到合格范围,如图12所示。
48.综上所述,该新型异形坯连铸机扇形段辊系校弧工装,通过设置多种弧度检测板,能够有效地提高异形坯扇形段辊系的校弧精度和效率,省时省力,值得被推广使用。
49.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在本实用新型的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。